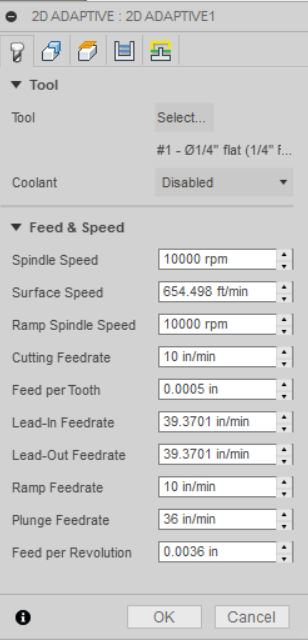
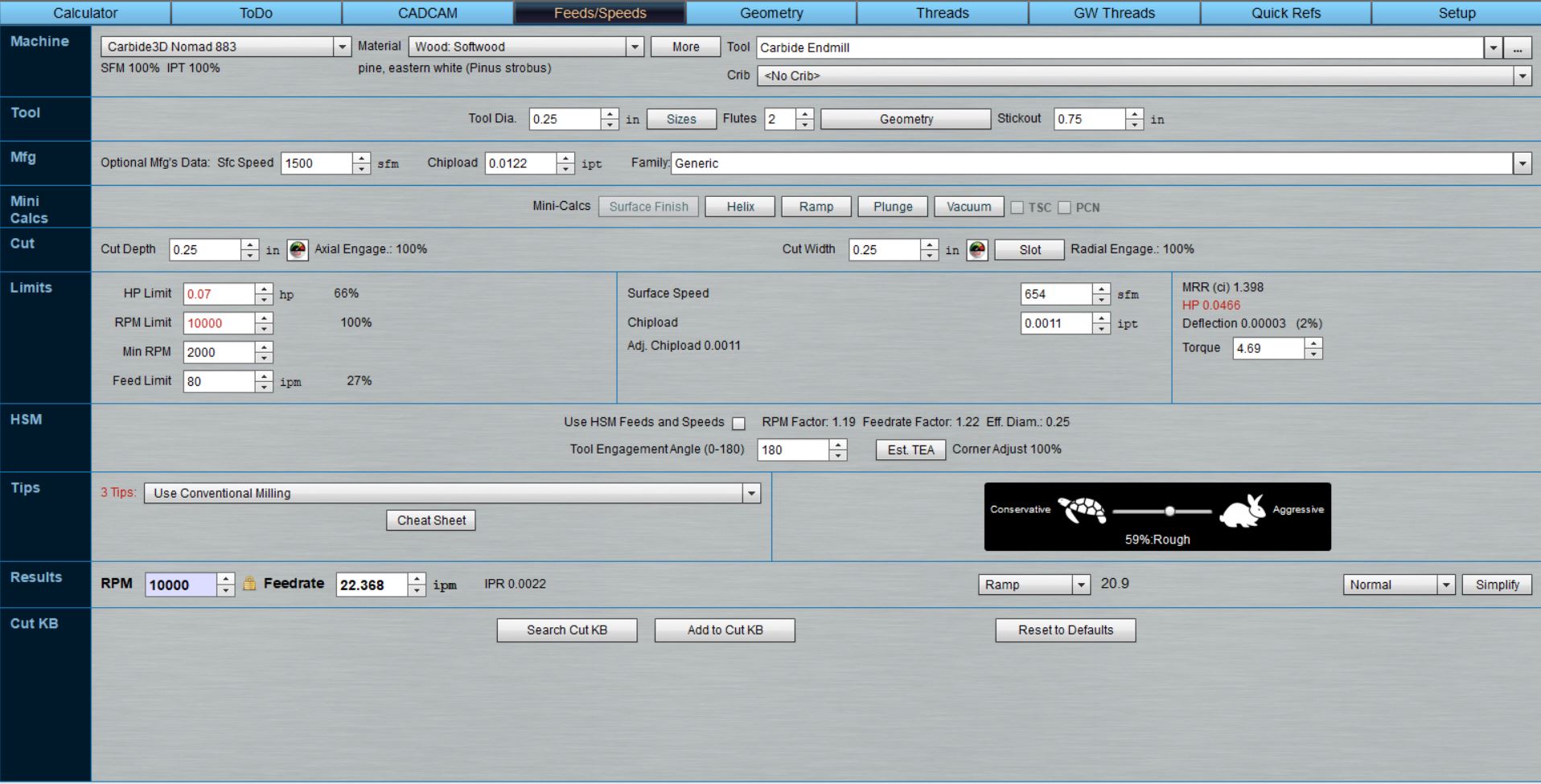
I’m experimenting with 2D adaptive clearing on pine using a 0.25" flat two flute end mill. At full tool engagement of 0.7" it was way too loud and screechy so I backed off and did multiple passes at 0.25" depth. Here is a screenshot of my Fusion 360 settings. I started with the GWizard calculator and slowly backed off until the sound got better. I ended up going with a rpm of 10,000 and feed rate of 10in/m giving me a chipload of 0.0005 inch. The other setting I changed was to decrease the optimal load to 0.07. Here is a video of the cut and how the machine sounds.
I would love for someone with a bit more experience to take a look and would appreciate some pointers on how improve my settings.
I’m securing the part with the Nomand vice. The wood is also sitting on a 0.25" piece of mdf to raise it up a bit.
You can go significantly heavier with pine. I would bring the feed up for a 0.05 to 0.1mm (0.002 to 0.004") chip (feed per tooth) and likely leave the radial engagement about the same.
With a 3.2mm (1/8") tool on soft wood, I tend to run 10000RPM, 2000mm/min (80" per min), and about 1.4mm (0.055") radial. With the 1/4" tool, you can get more engagement, and trade that for feed, but not a lot due to the available power. The volume of material removed in a given time is primarily limited by the power available.
Friction becomes an issue as much as the chip load as the tool gets larger. You can really remove material with the larger tool for shallow depths, compared to a smaller tool, where you are not limited by the volume of material being removed, but when you are removing volume, the larger tool has no advantage. The torque limit working with friction may actually make it a loss as the tool gets larger.
(yes, I am leaving a good bit of detail out. The key thing is that you are in the range where the spindle power limits)