One technique which is often suggested to avoid slotting is to add geometry around a part which one wishes to cut out and cut as a pocket down to tab depth — here’s one technique for that.
In this case, the project is a bevel gauge which will be cut out of 0.0625" (~1.5mm) thick aluminum:
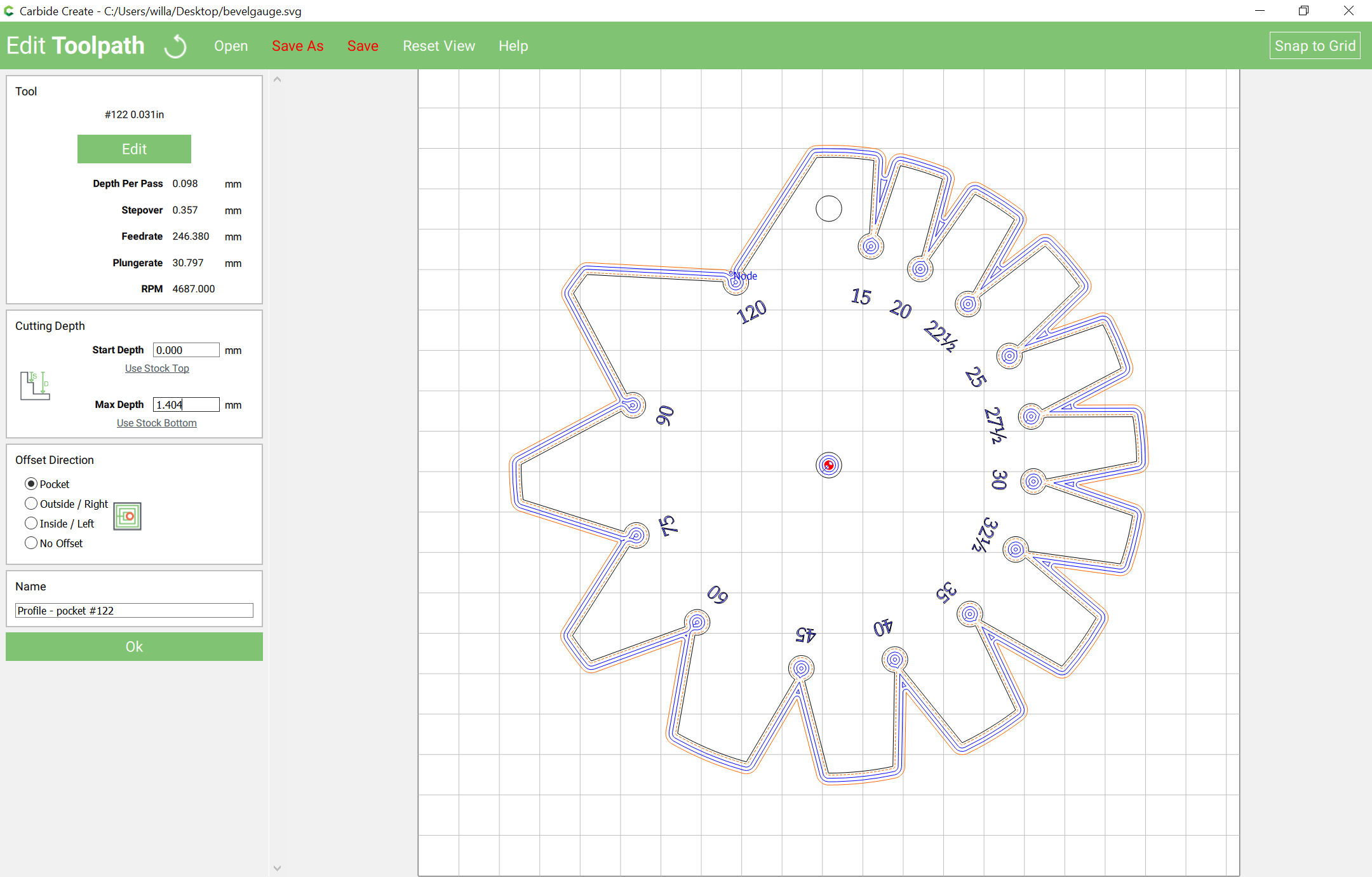
Due to the narrowness of the angles, an 0.03125" endmill has to be used, so after importing and scaling the file (we will be cutting out one which is 3") we select the perimeter and offset it twice, once by the desired chipload (0.01") and again by half again the endmill diameter:
Slotting is cutting a slot just as wide as the endmill will cut — a follow path / Contour | No offset cut into the material — the tool is engaged along the entire leading edge of the cut (a half-circle).
The two offsets allowed one to cut a pocket which would leave a “roughing clearance” adjacent to the material. Then one can make a finishing pass to take off that last thickness of material to get to the final dimension.
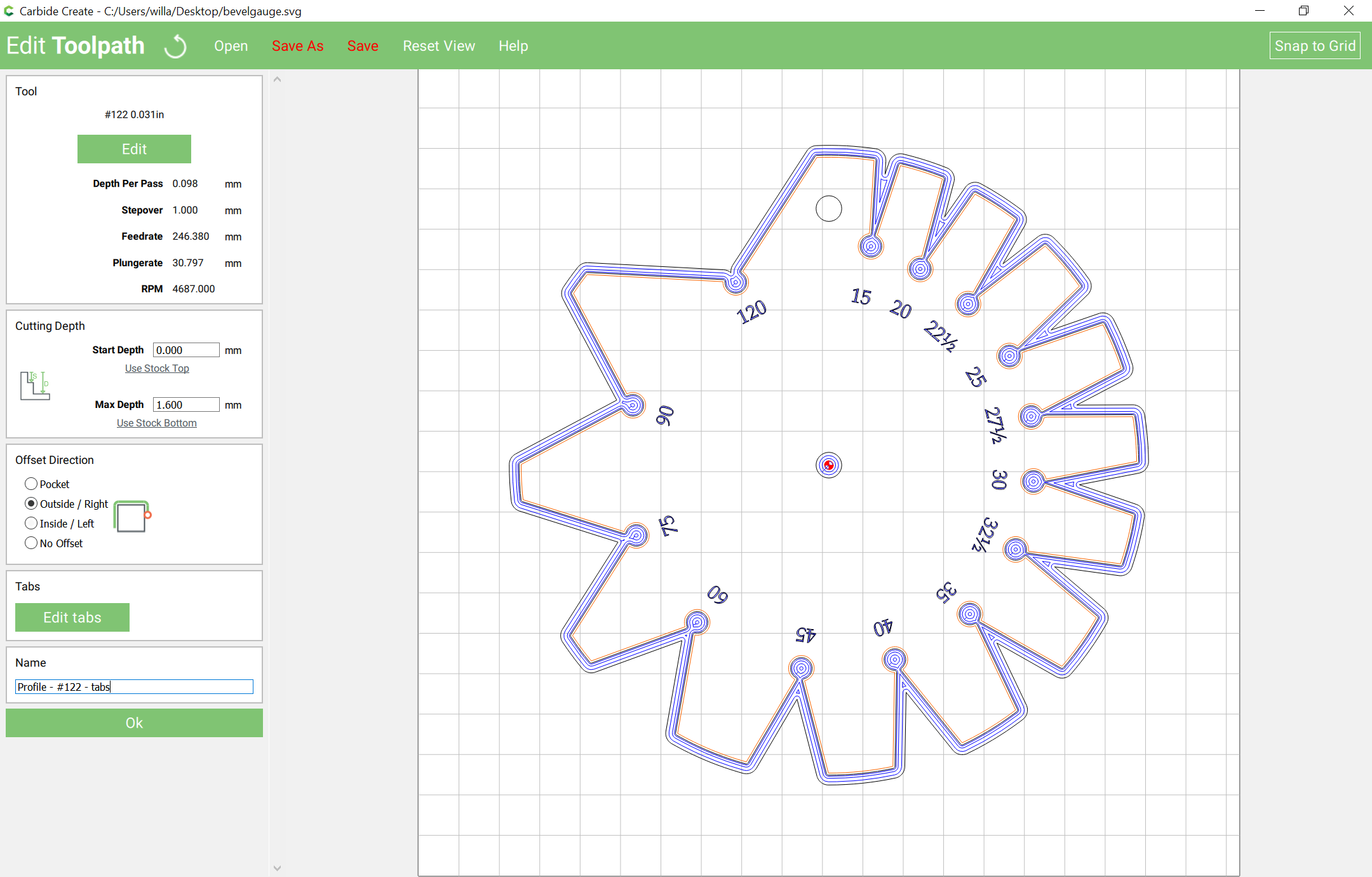
Something that occurred to me this morning: Instead of creating two offset paths and doing a pocket, create one offset the sum of chipload and the diameter of the bit, then cut the new offset as a contour (inside/left), which then leaves the chipload distance to finish. Then, do another contour (outside/right) on the original outer path as the finish path.
Regardless of the method used, the one suggested in the original post or the one I suggest as a possibility, one ends up effectively slotting anyway to cut out the outer path. Then, when the inner path is done, it is no longer slotting.
There is a big difference between cutting a slot as narrow as the endmill as deep as the stock is thick and then taking a full-depth finishing pass and removing the equivalent material by cutting as a pocket where for each depth per pass thickness is cut, one pass is made along one side of the geometry, and the other along the other side, and after the initial pass, there are no cuts made where the tool is fully engaged on both sides to the full depth of the cut.
I wasn’t for a moment suggesting one should make the first counter cut the depth of the stock. Let it do its normal thing of taking small depth cuts on that pass. The pocket suggested in the first post would look much like this, except mine wouldn’t take a second pass to bring the pocket to its full width. The second, finish pass would be offset inward to the work by the given offset and the engagement would then be only to take off the thickness of the offset, whether you choose to go full depth at that point or not.
Example: Given a square 5" on a side and using a 0.125" end mill, create an offset of 0.135" and use that offset to define the inside contour. The next pass would be an outside contour on the original square’s sides, which would take 0.01" off, no engagement with the other side of the previous contour.
This is merely a suggested way of doing things that helps to eliminate the second pass of the pocket before doing the final finish counter path.