My wife started crocheting items to sell and wanted to order leather tags inscribed by laser. I took this as a opportunity to make a Christmas present. I decided to try milling aluminum in the form of a brand she could heat to brand the leather tags.
The pictures here are from the first try. I’m hoping to get a second try in by the end of the long weekend so I give myself more room to bandsaw it out after the cut and get an edge on all four sides.
I first face milled the piece with 1/4 3-flute carbide3d endmill. Feed 15IPM Plunge 10IPM depth .006
I sprayed with wd40 and blew chips away with compressed air during the cuts. This took about 15 minutes and the surface was great with a pass of a scotchbrite pad.
This took about 3 hours. The roughness on the edges was me bandsawing and chiseling out where I didn’t have it set up to mill out like I should have. Hopefully that is solved on the second try.
I had not really thought that part out. If I try to cut deeper around the letters I’m not sure they would hold up to branding since they are so thin. I’d be happy if I could get it to burn the square background uniformly though.
I’ve made about a half dozen of these myself…branding and leather stamps. My son is a blacksmith and leather worker. My wife too is a knitter. Both wife and son have and use maker marks for their crafts.
If you ever get into leather stamps, you can prototype with delrin. It’s very tough and lasts a long time.
I machine brass exactly the same way as I machine aluminum. However, for smaller stuff like this I’ve found it best to keep things on the conservative side. I use 1/8" and 1/16" flat end mills for most of the stock removal. 10-20 ipm. 15k rpm. Light cuts. I think mine are 2 flute. For the detail work I use 1/32" end mills and 60d v-cutters to get to those sharp edges. About 10-15 ipm for those bits too. 15k rpm with light cuts. Like I mentioned, prototype your gcode in delrin first (or some other low cost prototype material). If everything looks good then plop some brass down.
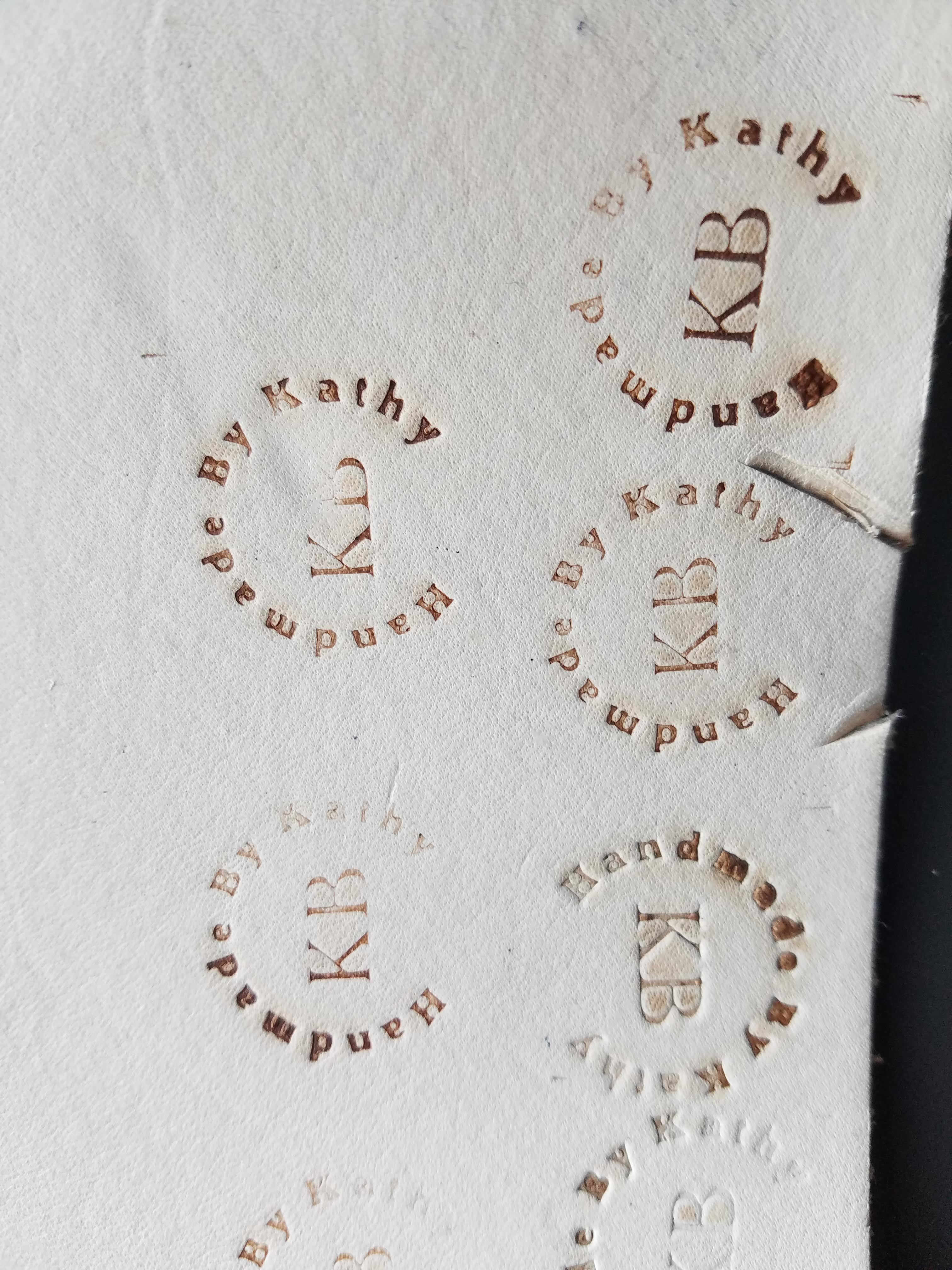
I forgot to mention this is all on an XXL. I tried again and ended up going a little larger with another font. I’m happy with the result, just need to tap the back to add a handle.
This time i used 1/16 endmill for roughing (10IPM feed, 5 plunge .002/pass), and a 60 degree vee bit with .2mm tip for detail (5ipm feed, 3 plunge, .003 per pass). Though i ended up overiding both by 20 percent during the operation.