I made some brass branding irons for a friend. My first attempt at these went horribly wrong (described in detail here), breaking two different mills in the process and just turning out like garbage in general. I went back to the drawing board and re did all new toolpaths (the initial ones were unnecessarily complex), settled for cutting one brand at a time instead of two, and most importantly, got a really decent quality drill press vise.
To do it right, I only needed 3 mills: a 2-flute coated .25", a 3-flute coated .125", and a 4-flute coated .0625". Toolpaths were a mixture of 2D Adaptive, 2D Contour, and Boring. The irons were machined from a 1" cube of 360 brass. I used WD-40 for lubricant during the Adaptive clearing with the .25" mill, but I don’t think it was necessary. I did not get any chatter, but those feeds / speeds are fairly conservative.
For the general steps, I put my vise in place and indicated it so that the jaws were parallel to the X axis. I then clamped my stock in place. I have one of the Wilton Low Profile vises, but a word of caution, its not that “low” in profile, meaning I have to position my router about as high as you can go in the mounting bracket to create enough clearance. I re-indicated my stock to make sure it was parallel to the X-axis, and then indicated the top of the stock to ensure it was parallel to the X-Y plane. From there, I cut the “top” of each iron which is the small square about .35" on a side, using the top center of the stock as the origin. I then flipped the piece (sort of a poor man’s two-sided machining), and re-measured from the same sides to find the relative origin location on the bottom. From there, I bored a .201" diameter hole and then finished the base of each brand which measures .5" square. The last thing I did was hand tap the hole in the bottom to accept a 1/4-20 piece of steel threaded rod.
Feeds, speeds, and DOC:
.25" - 30 / 10 IPM @ 17500 RPM, .02" DOC
.125" - 11/ 4 IPM @ 16000 RPM, .01" DOC
.0625" - 11/ 4 IPM @ 16000 RPM, .01" DOC
Pictures:
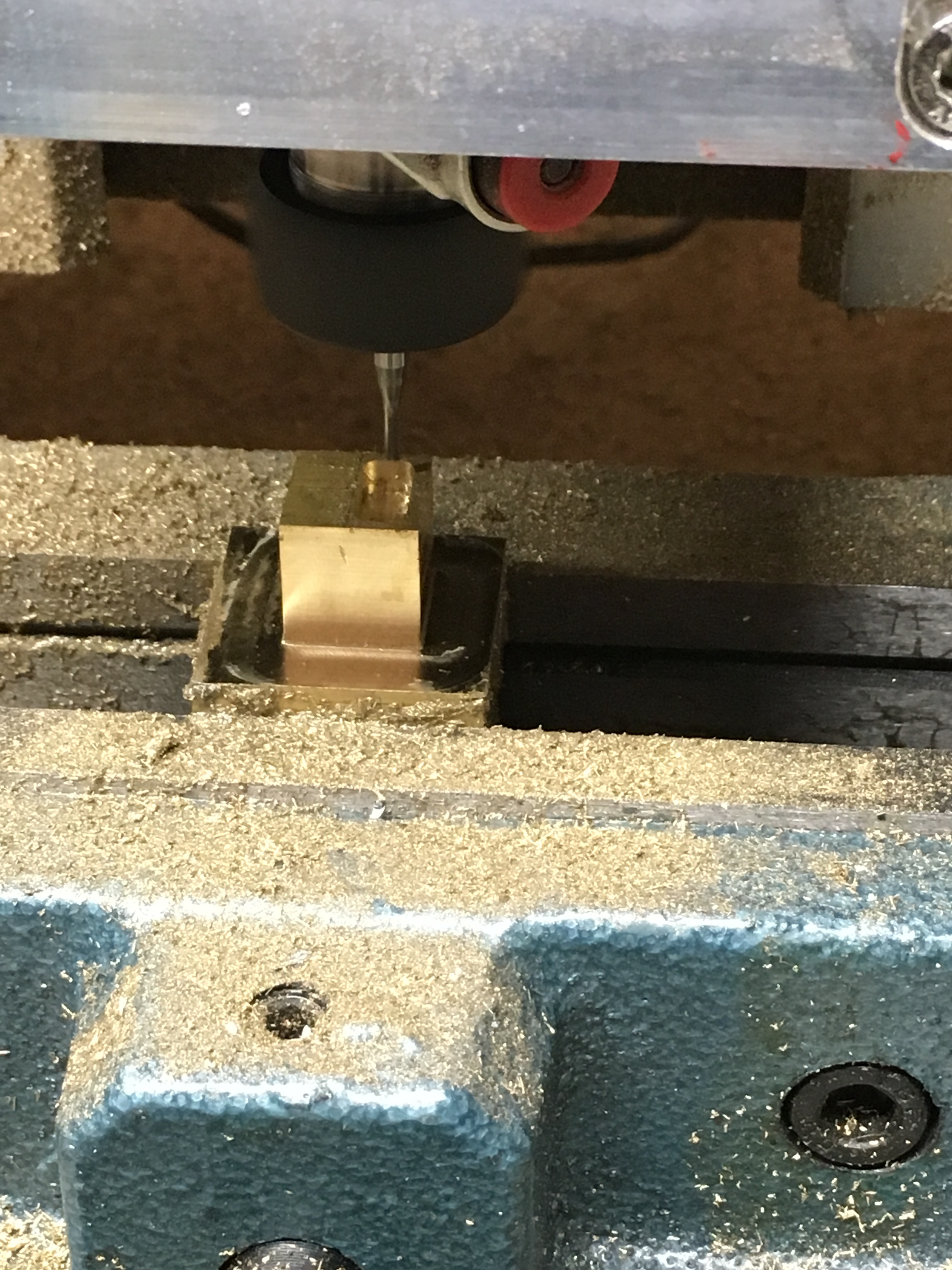
Machining the branding iron side:
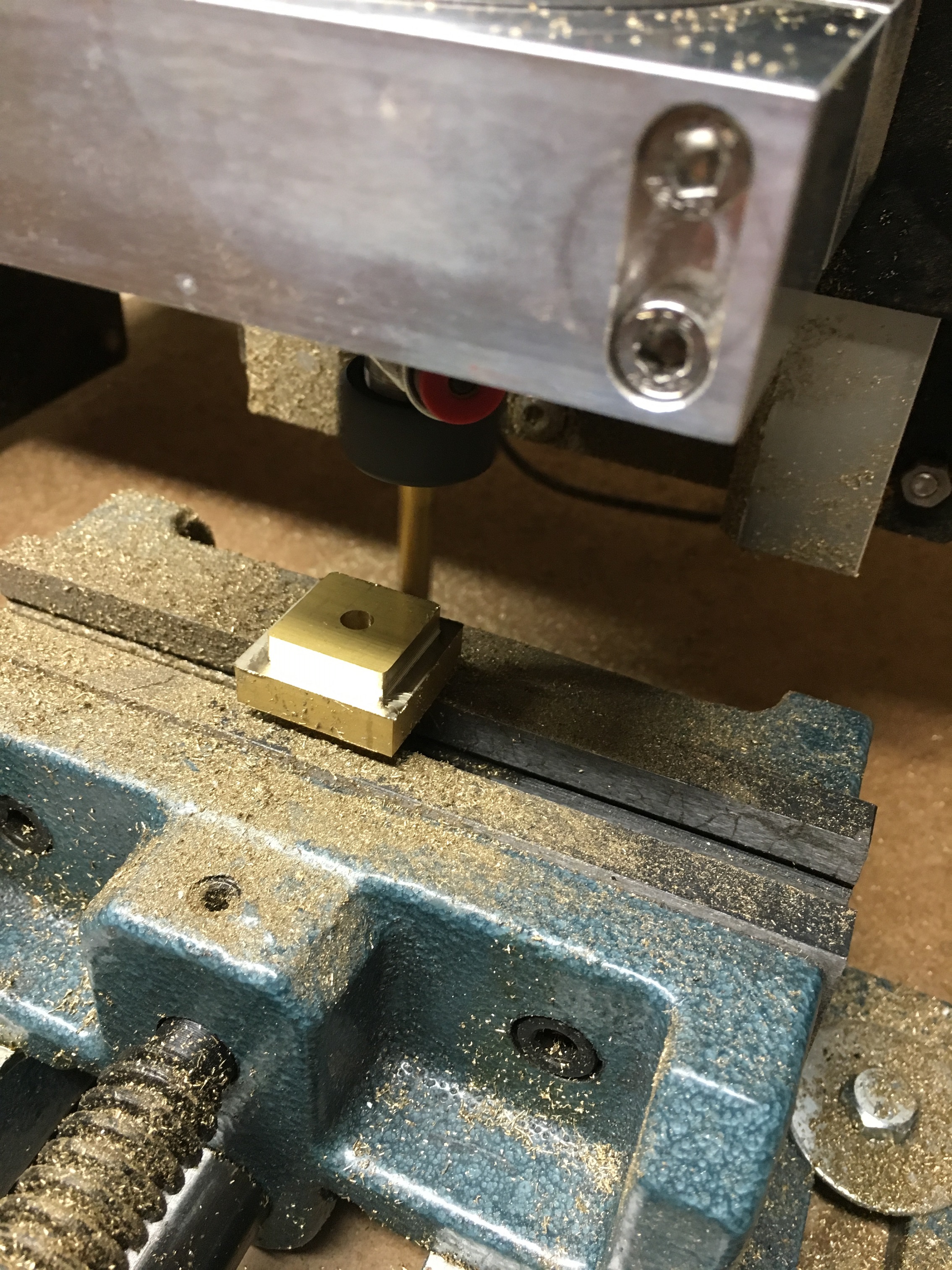
Flipped and machining the mounting hole as well as removing the excess stock:
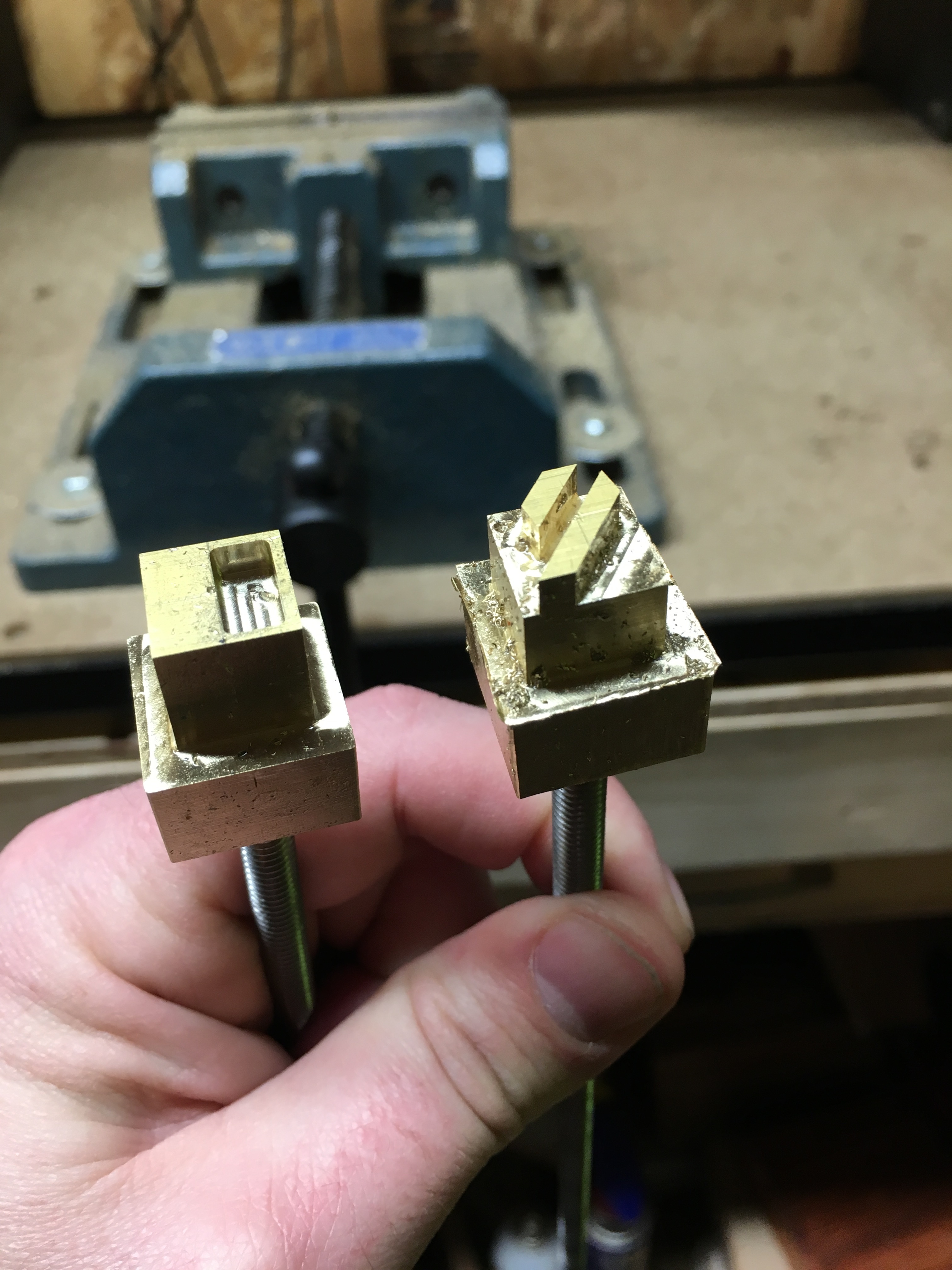
Final products (note I have a rough edge on the one of the right, but it will polish off, it won’t be crooked like it looks now).