So, I’ve been working a while cutting and building MrBeaver’s linear Z. The only electrical required was an extension to the wires for the Z stepper. The build is done.
Booted up UGCS (no experience, complete noob) connected to cutter, immediate error, 9. Bummer, shoulda been perfect. Ok, what’s wrong?
Discovered error has to do with homing. But, I attempted to home despite the error, the Z moved…down, then stopped. No movement on XY. OK, the Chinese ball screw is made backwards, haha, just a joke. Google, found the way to reverse Z, sent the code. Rebooted all, still got error but attempted to home anyway and, yippee, Z went up… and stopped.
Remembered (quite a feat when you’re as old as I am) that homing can be disabled, so Google, and homing is disabled.
Rebooted all, error 9, BUT, I could jog in all three axes, in the right directions. Yippee. More progress.
Took a break to take care of some honey do’s.
Then, back at it. Oh crap, now instead of a satisfying “thunk” when I power on all I get is an anemic “click”, the steppers aren’t engaged, I can push the carriage by hand.
I tried connecting with Carbide Motion, got a homing error plus not being able to connect with a limit switch. And, again, the steppers are not engaged.
Hmm, where do I go next.
Help,
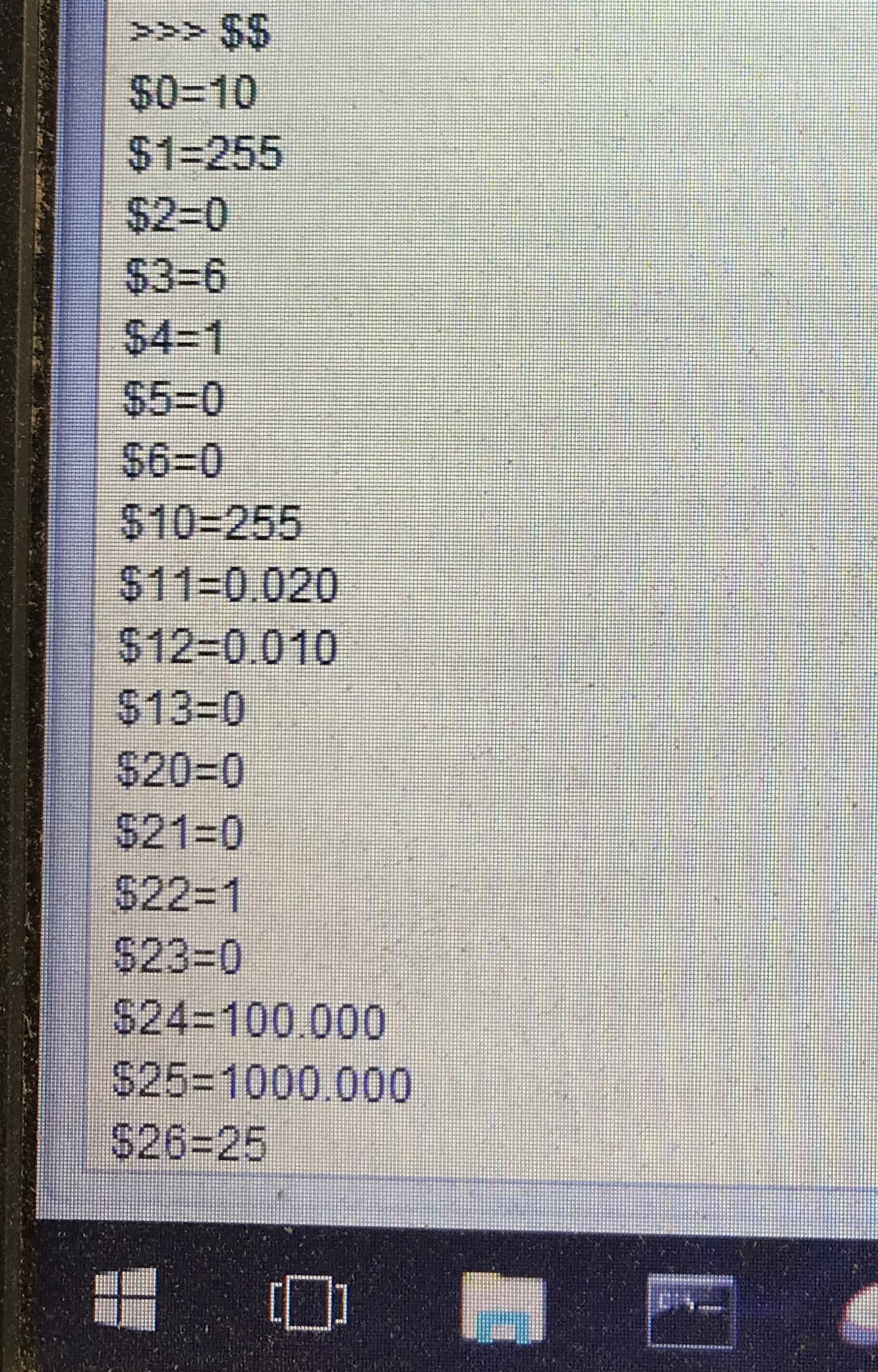
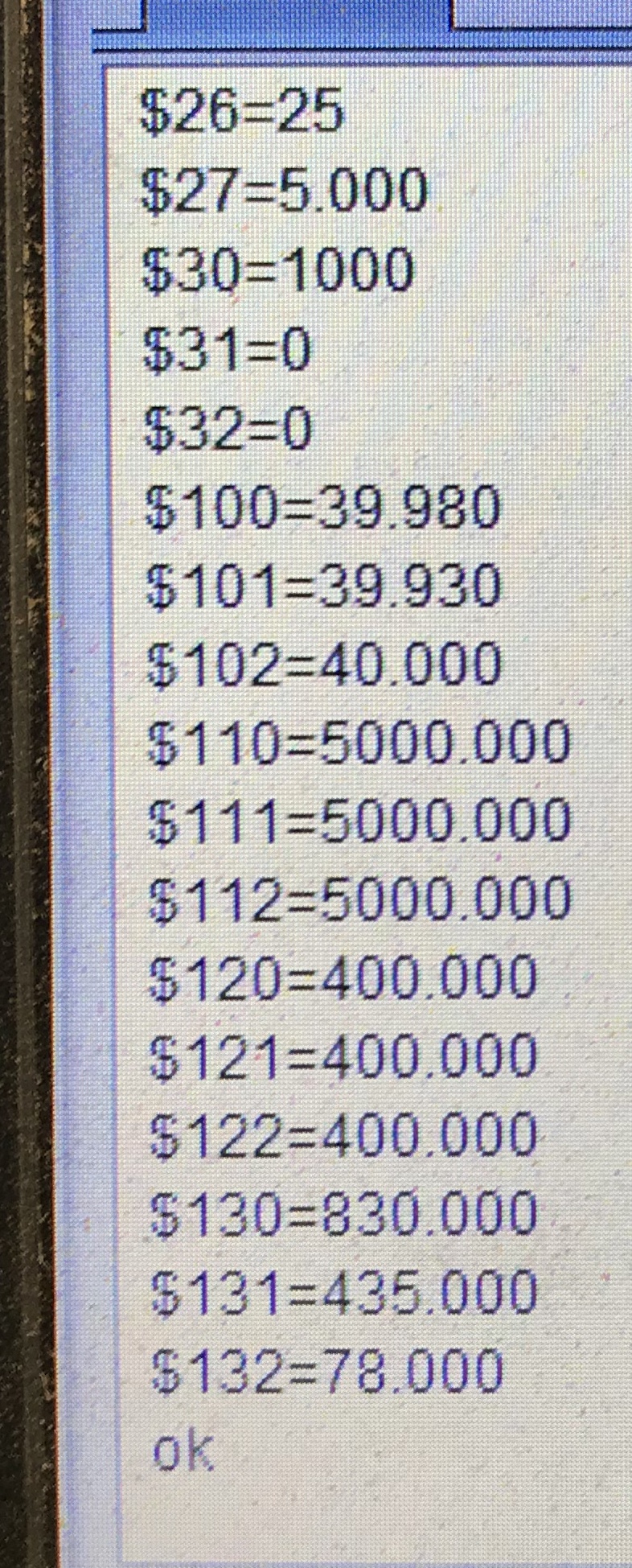
 . I just need to determine what the actual number is.
. I just need to determine what the actual number is.
