By the way, all 3 of these are on the list for SO3 support in CM as long as you’ve got a limit switch kit.
-Rob
By the way, all 3 of these are on the list for SO3 support in CM as long as you’ve got a limit switch kit.
-Rob
A key feature for me would be the ability to restart a job at an arbitrary point to avoid cutting air if there is a hang. This is not a truly safe option, as it requires the user know what he/she is doing so as to avoid crashing the cutter, but, as long as the zeroes are preserved, mid-job restart takes care of a lot of other concerns when a job hangs for some reason.
When loading a job, CM shouldn’t default to its own directory-- it should either allow the start to be set by the user, or at least remember where it has been. Also, after using jog to set zero, I shouldn’t need to reload the .nc file. That is just plain annoying. Minor issues, but they are key for usability.
I am a NOOB to CNC and have so far enjoyed the ride. One of the things I can attest to is “I don’t know, what I don’t know!”.
In the original post by #bretrichter, I don’t know what the 1st request is and will do, but I am sure I would like it.
Number 2 & 3, I get and would like those as well. It has taken me awhile to decipher what is being said. Don’t get me wrong, I am enjoying the learning and looking forward to using my SO3 once I get all of the bugs worked out.
Todd
There’s at least one 3D printer comm / control program which tracks which lines have been sent in a file, and can pause / resume prints, or if the program crashes, pretty much begin where it left off — implement something like that?
Or just a “Jump to” option and select near the % of failure. Since the Nomad has a log anyway, would there be a way to tap that in a “Recover Last Job” manner or something of the sort?
It’s not hard to keep track of the last line sent. The difficulty is was the line executed or not.
In the general case, the line might be compound (G code allow multiple commands on a line), or might be defining a zero (G 54… G59). Any uncertainty could lead to a crash or serious problem.
While I agree there should be a way to take off again from a good point, doing so after a hang or crash isn’t that safe a things to do automatically.
The number of reports of hangs - particularly on the Mac - is becoming alarming. We should find the root cause and fix that!
Anyone having Mac hangs, please get a ground/neutral tester (if you don’t already have one) and check all your outlets. Any problems can potentially be fatal and can easily cause untold problems.
Power is often the source of many problems. I documented things to try here:
mark
I have a dedicated Socket for my machines and a massive UPS making sure the power stays steady. 24k gold USB to Nomad and both Lulzbots.
The hangs I’m getting are odd; sometimes the spindle just stops @ XYZ and keeps spinning, other times it just stops. In all instances CM stays responsive. I’m near 100% it isn’t a power or interference issue.
-Hank
I have a dedicated Socket for my machines and a massive UPS making sure the power stays steady. 24k gold USB to Nomad and both Lulzbots.
You run things like I do. Your UPS would be complaining about ground/neutral so I’m reasonable sure you’re OK on that front.
The hangs I’m getting are odd; sometimes the spindle just stops @ XYZ and keeps spinning, other times it just stops. In all instances CM stays responsive. I’m near 100% it isn’t a power or interference issue.
I’m writing for the general case. You data tends to point to something funky with the Nomad itself. I would ask for a support ticket and see what C3D can do. Off the cuff, it sounds like it might be noise problems due to bad connectors or solders, or a wire harness problem. YMMV.
mark
Oh we’re deep in troubleshooting already. Haha. I’m on the improvise until it’s resolved train. 
-Hank
I had connection issues but it was a simple fix for me.
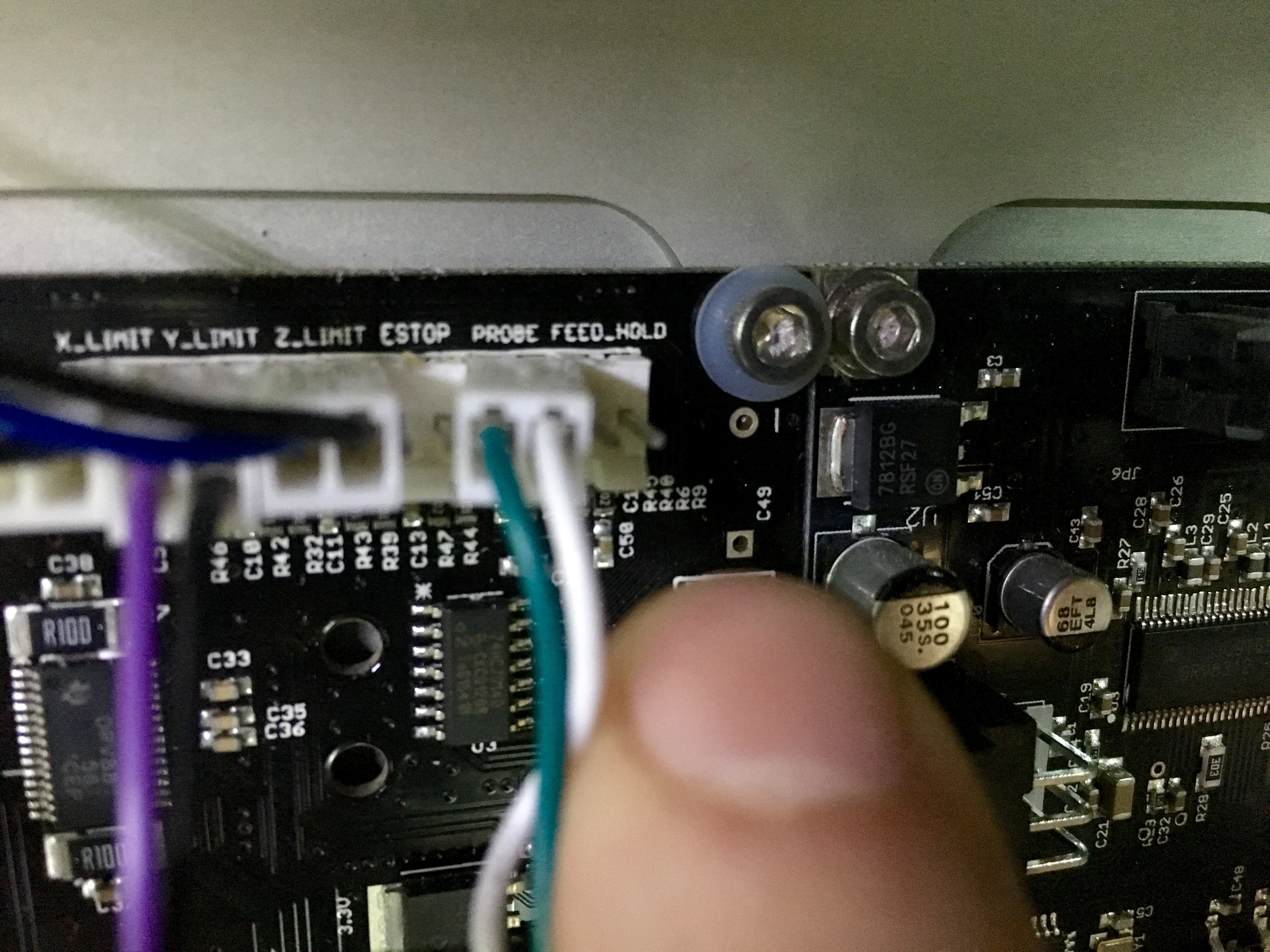
I used a 1000uf 50v cap on pad c49 and everything is hunkydory now,no drops or stalls.
I had connection issues but it was a simple fix for me.
I used a 1000uf 50v cap on pad c49 and everything is hunkydory now,no drops or stalls.
This is important information! How long has it been in place? No problems since?
Could you please describe your setup - Mac or Windows, What version of the OS?
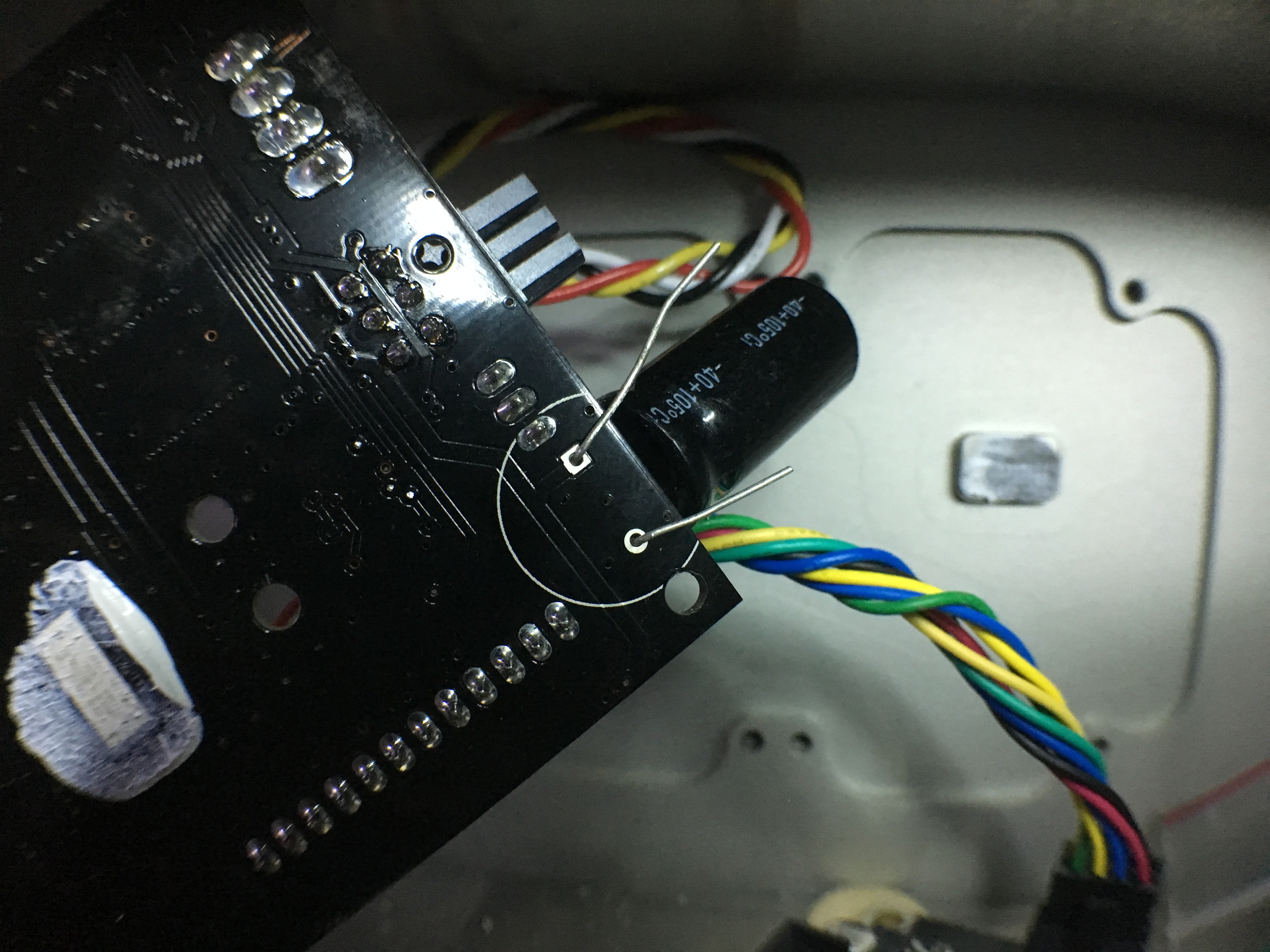
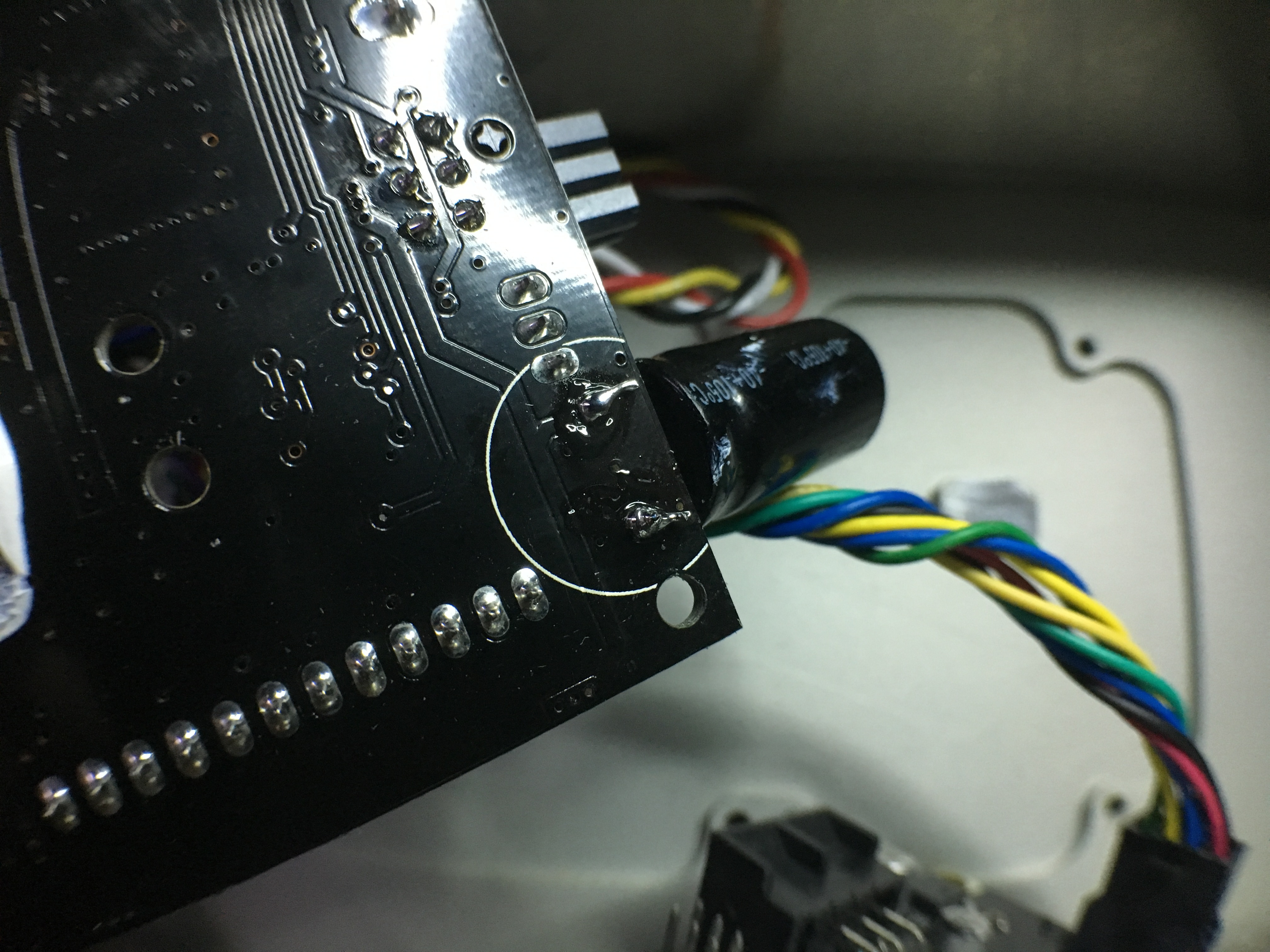
Do you have an pictures of the board edit?
mark
Win 7,been in place for around 3 weeks. Run 14 jobs now with no issues.
That and grounding the spindle clamp has eliminated all my issues.
Thanks for posting this information! C3D can jump on this - maybe talk with you - and see if the data is relevant to the hangs and stales others are reporting.
Why did you add the cap? Did you have 'scope or other data? Where did you run the ground from the spindle clamp to?
Grounding the spindle clamp. Interesting… I wonder if the spindle is generating or picking up charge from the cutting. Sufficient charge and weird things could start happening to signals.
Did you try one of the changes first or do both at the same time? If the former, did things improve?
mark
I definitely have to agree with the Home button. That would make things so much easier. Also a feature that would allow you to run the same job again in case something happened and you needed to make another pass.
The fix was discovered by aspurgeon on the SO3 forum in this thread. http://www.shapeoko.com/forum/viewtopic.php?f=4&t=6545
The spindle clamp is wired to the GND pin of a household plug.
And +1 to the home button,bCNC caters well in this regard…
Just ordered some capacitors. Thank you for sharing this info!
50v Capacitor Gotta love Prime.

-Hank
Im not telling you how to suck eggs but make sure the polarity of the cap matches the polarity shown on the board. Its…interesting if you dont.
Capacitors arrived today: can you post a clean shot of that install please?