Dry machining of Al and Al alloy (e.g. 6061) is fine. One must be realistic about their feeds and speeds.
Certainly coated end mills help but do consider a high quality single flute end mill (e.g. Onsrud). There are a lot of advantages to using a single flute. Here is a good explanation:
http://blog.cnccookbook.com/2012/12/23/why-use-a-single-flute-end-mill
Cutting fluids provide three services - lubrication, cooling and swarf removal. That improves the finish and reduces friction - one can cut a faster.
Cutting fluids are often designed to be mixed with water but they themselves are often chemically nasty (and have health concerns). For instance, they need to be disposed of properly (much like used car oil). Machine shops have a source that takes the used oil and recycles or disposes it properly.
A health issue with cutting fluids is when they aerosolized - drops tiny enough to become airborne - they can breathed in.
Cutting fluids work best when they applied continuously. Many will have seen the videos of the high end mills practically flooding the stock with cutting fluid. The volume flow helps to perform the third function - swarf removal. Once a the stock is machined, ideally one doesn’t want to machine the pieces of stock which have been removed from the stock again (and again). The heavy flow washes the swarf away.
In small CNC machines one usually cannot do this - or cannot do this easily - as it makes quite a mess. The solutions also make it hard to work in wood and with spoiler board - spoiler boards (usually MDF) are sponges for cutting fluid - they start to decay rapidly. Woods will often absorb the fluids also.
By-the-by, one of the reasons end mills are “up cut” (seemingly by default) is that the “up cut” removes the swarf from the cutting area and ejects it “up”. It’s far from a perfect process but it’s MUCH better than what happens with a “down cut” tool.
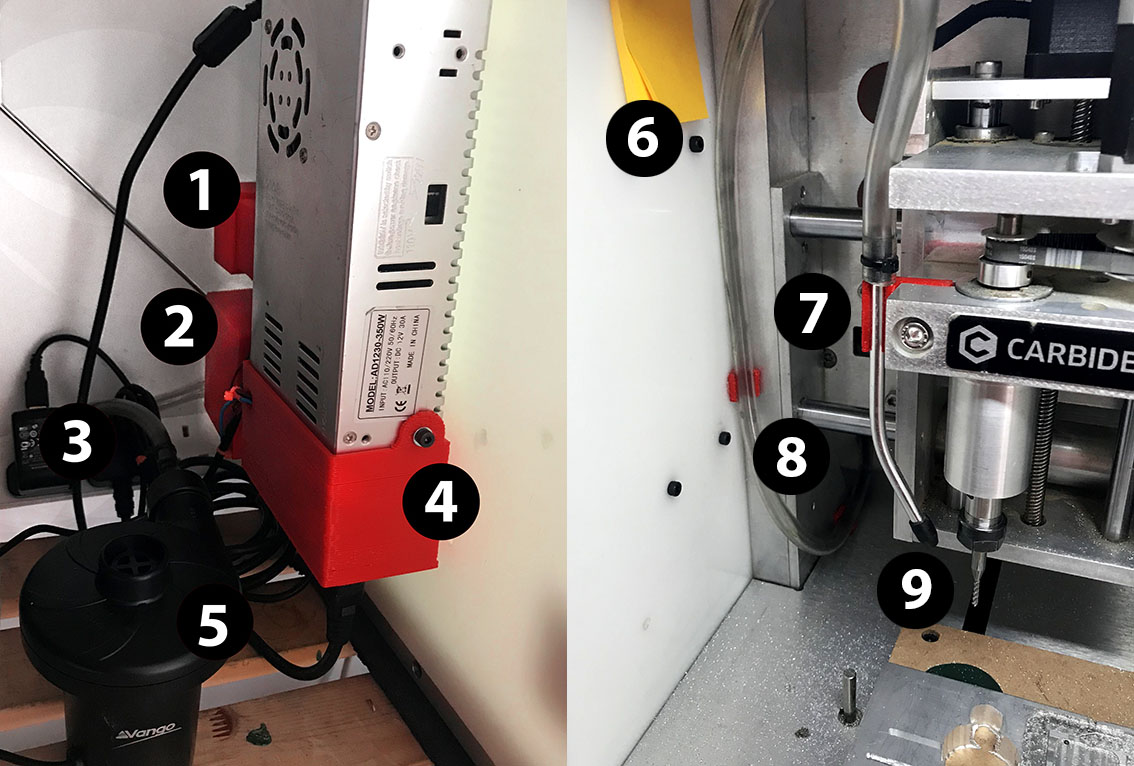
The high volume of cutting fluid is a significant expense and experiments have been performed for decades looking to reduce these costs. One of the solutions is very applicable to small CNC machines - micro dripping. Here, the application of cutting fluid is adjusted to be “just enough” - the drip rate is tiny, is applied right to the cutting area, and amount is often so small that virtually nothing accumulates.
This is an example of one of the finest units I know of. It’s on my personal buy list:
http://www.tricocorp.com/product/md-1200-micro-drop
The necessary destruction or recycling of cutting fluids is a major expense. This is where advances is cutting fluids come into play - environmentally friendly cutting fluids. Typically, these are soy based and work as well or better than traditional formulations. Here is an example:
http://www.tricocorp.com/product/md-1-micro-drop-vegetable-lubricant
There are many others.
I’ve seen plenty of WD-40 as a cutting fluid approaches before. It’s not really a lubricant. The vendor even says so. It’s a penetrating oil designed to break up rust and remove water and soil. While it does help with cutting - almost any fluid with oil in it will - it’s not not a lubricant and so I would recommend buying a real cutting fluid.
Choose an environmentally friendly - hence must less dangerous to health - one.
mark
P.S.
There are certainly materials that require using cutting fluids that cannot be the environmentally friendly ones. This is especially true with High Speed Machining (HSM) and super speed spindle (up to 60K RPM). We’re not going to be attempting these things so, in general, go for the healthiest ones.
P.P.S.
There is nothing stopping one from micro-dropping cutting fluid themselves… a real pain, but it can be done.