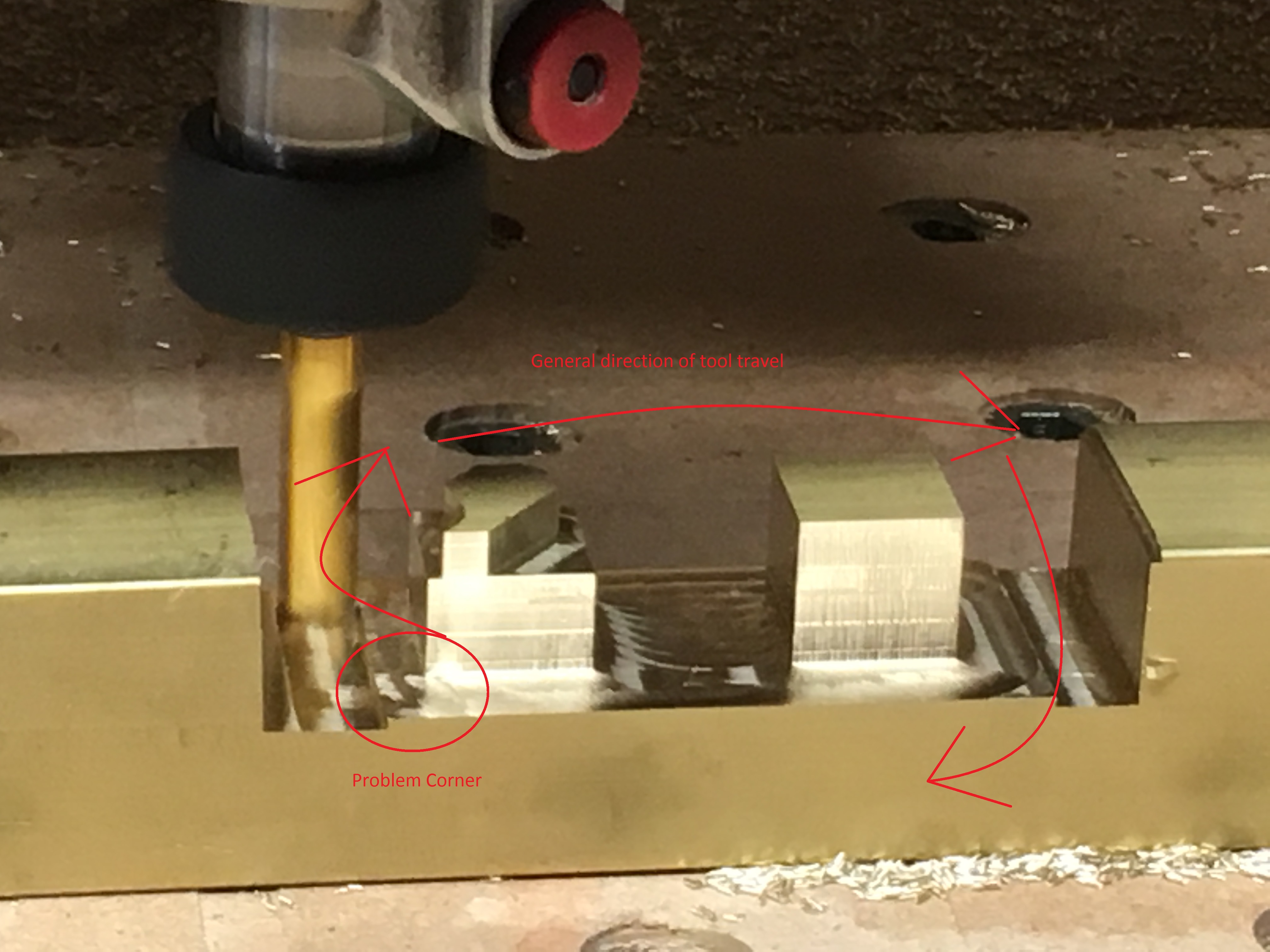
So I am working on milling some Brass (360) into some branding irons. This was my first attempt at machining brass after working for 6 months successfully in wood and making clamps from aluminum. Well, I finally broke my first mills. I was using a .25" 4 flute TiN coated carbide mill (Kyocera #39131 purchased from McMaster Carr) to do the roughing around the general shape of the irons. I kept getting chatter in only one corner. I tried decreasing the feed rate manually (a nice feature in the newer CM builds!) and increasing the RPM slighly, but still kept getting chatter in one small spot. Everywhere else it was cutting good. Feeds and speeds were generated by G-wizard and were really conservative (25% tortoise / rabbit):
Feed: 34
Plunge: 9
RPM: 14000
DOC: .035" (optimized by G-wizard)
Climb milling was set in the toolpath (this may be the problem I suspect, but G-wizard recommended climb
I was using WD-40 as a cutting lube. My V-wheels are all tight (checked before hand) and belt tightness seems fine. Machine is as square and trammed as I could get it, although its probably time to re-check these.
Eventually, I chipped a tooth off that mill and it banged around a bit before I could hit my emergency stop. Any ideas why I would get the isolated chatter in only one spot and no where else? I also broke a 1/16" mill, but I think that was a gooned up toolpath, so my fault.
Im with you on the climb milling being the possible culprit. It can get some real good chatter if things dont go just right, cause it likes to grab and pull, as opposed to continuous, even pressure of conventional. I do mostly conventional, just for this reason, especially on less rigid machines. You need a rigid machine to not grab and pull with climb milling.
Here’s a link that might help with some ideas too:
For those who are curious about / confused by “Bantam Tools”, they’re the Othermill folks (or who they’ve become after the latest round of funding and so forth — guess accepting outside investments has its own sort of difficulties).
Yes, my machine is only about 6 months old so I’m running the “new” Z plate that now comes standard. I was thinking that the .035" DOC may be aggressive as well. I may bump that down to .01-.02" for my next test run.
I find it usually takes a few tries to get a really great cut. As you suggest, a bit less depth of cut would probably go a fair way to helping. Another might be to add a little compressed air to keep the chips out of the cut.
I tried some more cutting last night with a 2-flute TiN .25" mill set to .02" DOC. 10000 RPM and 11 / 3 IPM (ran it again through G-wizard at that DOC) and conventional milling. Got a better result but still getting some excessive vibration, but not what I would call chatter. In particular it just doesn’t seem to do well trying to cut around the outside of tight 90 degree corners, even with a fillet designed into them. I also definitely need a vise. Maybe Santa will bring me one.
Depending on how the cut its designed, sometimes on corners due to tooth engagement you get chatter. But I think the DOC was a good start to reduce that. Almost 1mm at just under 900mm a min seems aggressive. Did g wizard give you any indication of tool deflection being near the limit? I usually see where that figure is and dial down feeds setting a comfortable margin below that when cutting new materials. I like 3 flute end mills for metal, they seem to make less noise, give a good cut and don’t have chip evac issues.