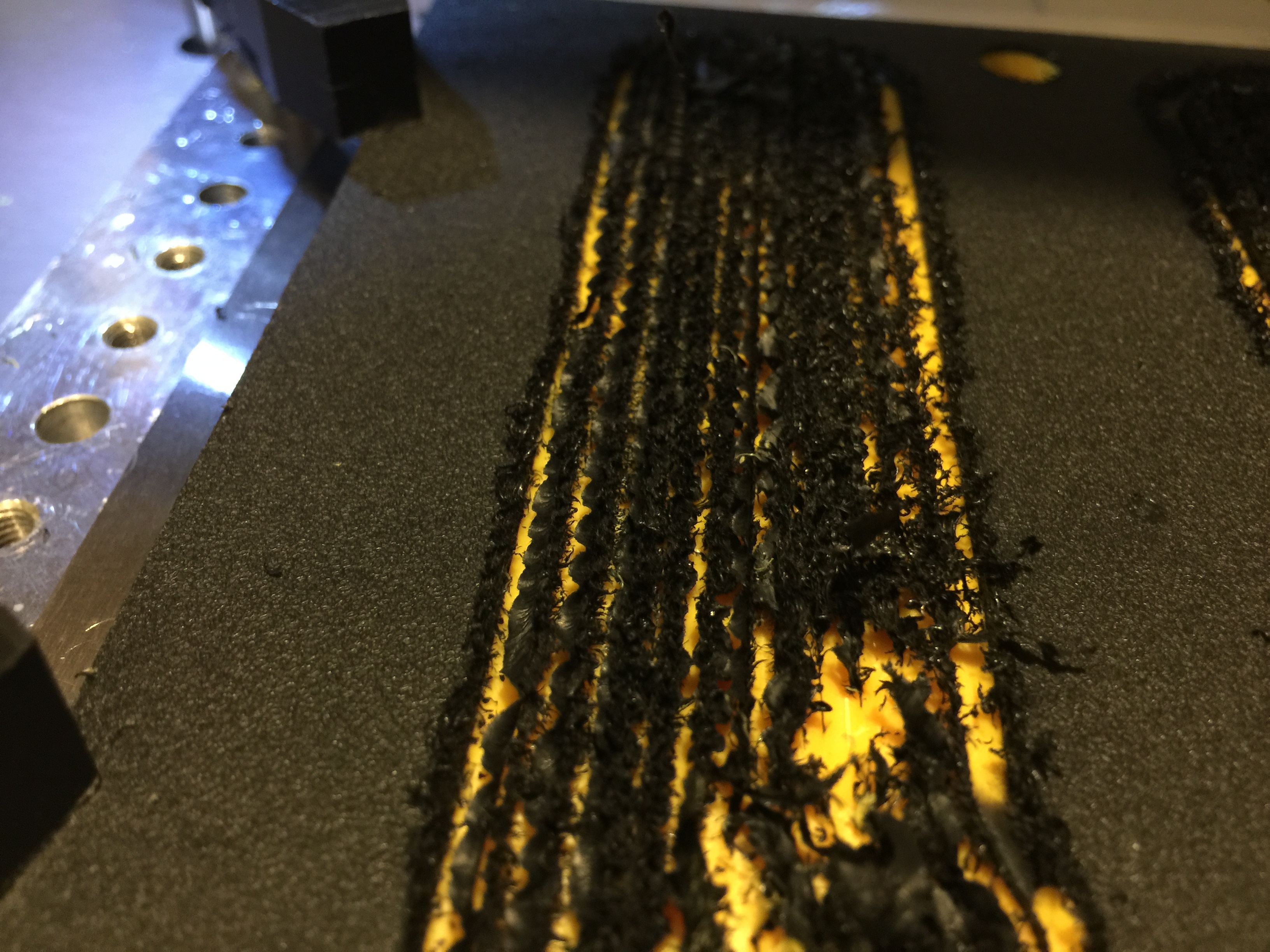
I have GWizard Calculator and I have cut HPDE before. I recently got the two tone HPDE from Inventables and today when I get to mill it I am getting no chips. Only this:
@patofoto What end mill are you using? Looks like an upcut with a few flutes? I get super clean cuts with spiral “o” single flute. You can find the .125" ones really cheap. A straight flute bit would do better than what you’re getting there.
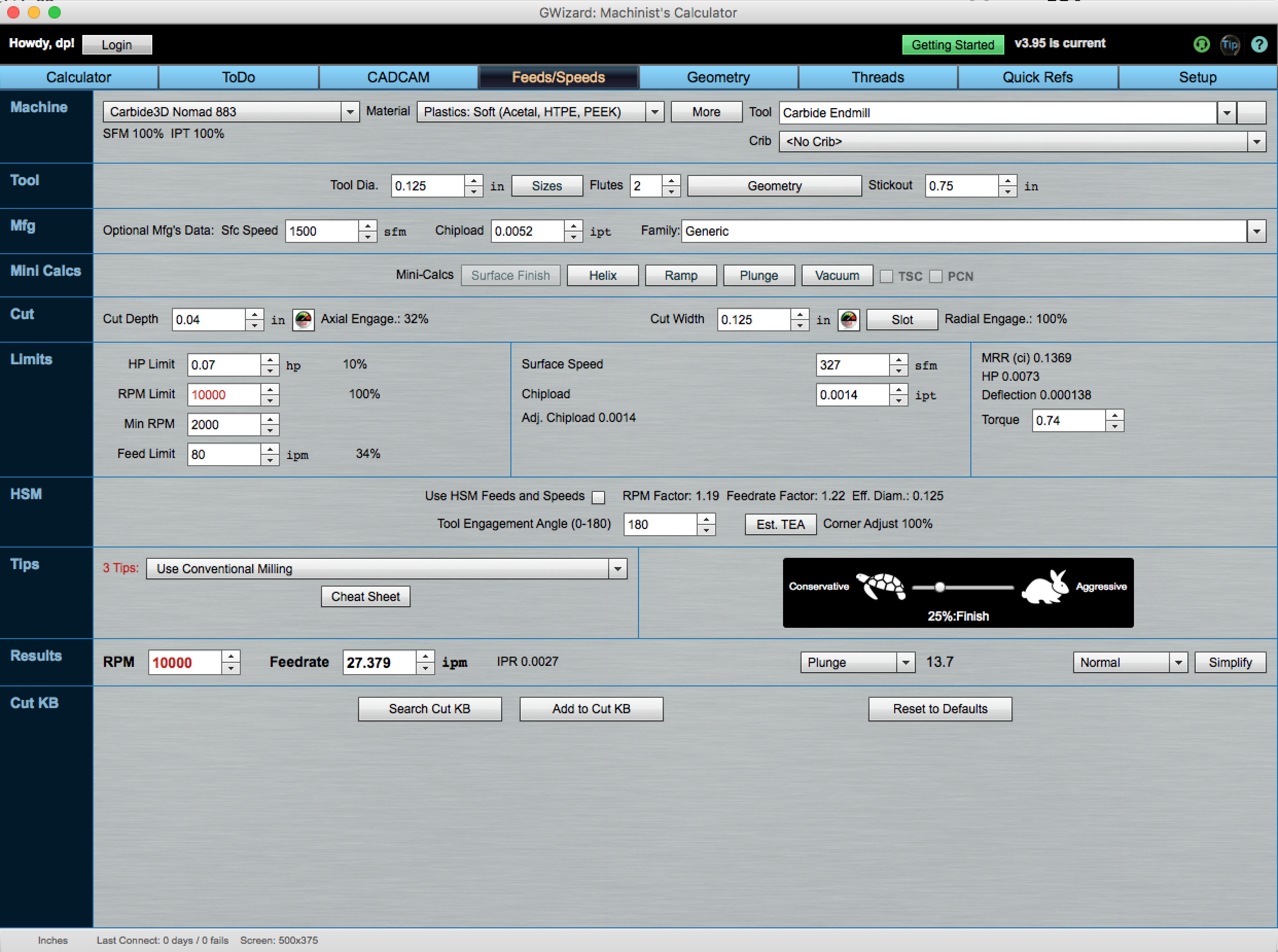
Thanks, everybody!. I suspected my endmill because I used my 1/4" 3 flute endmill and it cleaned up everything perfectly. I was using the 1/8" 2 flute endmill from Carbide 3D. Is it an upcut?. Will test others. @neilferreri What is a spiral “o”?. I was starting to get too confident and took the GWizard numbers as gospel and just went ahead and started a job. Lesson learned. When using a new material you haven’t used before, test, test, test!!!