So I got myself Gwizard and was just wondering if there are anything specific to think about when using it with the Nomad 883 pro?
-Is the 0.05kw spindle power accurate?
-Conservative - Aggressive, use the entire scale for roughing vs finishing cuts? or just keep in the middle?
-The cut optimizer…? what do you set as max deflection?
Yes, Bob Warfield has worked w/ the other folks at Carbide 3D (he also has a Shapeoko and was a guest blogger on the Carbide 3D blog)
where you want to be on the sliding scale depends on what you need in terms of material removal rate and surface finish, and what you’re willing to pay in terms of endmill costs. I’d suggest always testing in a piece of scrap per: https://precisebits.com/tutorials/calibrating_feeds_n_speeds.htm
A value which won’t break the tool, and which will result in an endmill offset which will work for your project — there may be other considerations, but those are the ones I’m aware of.
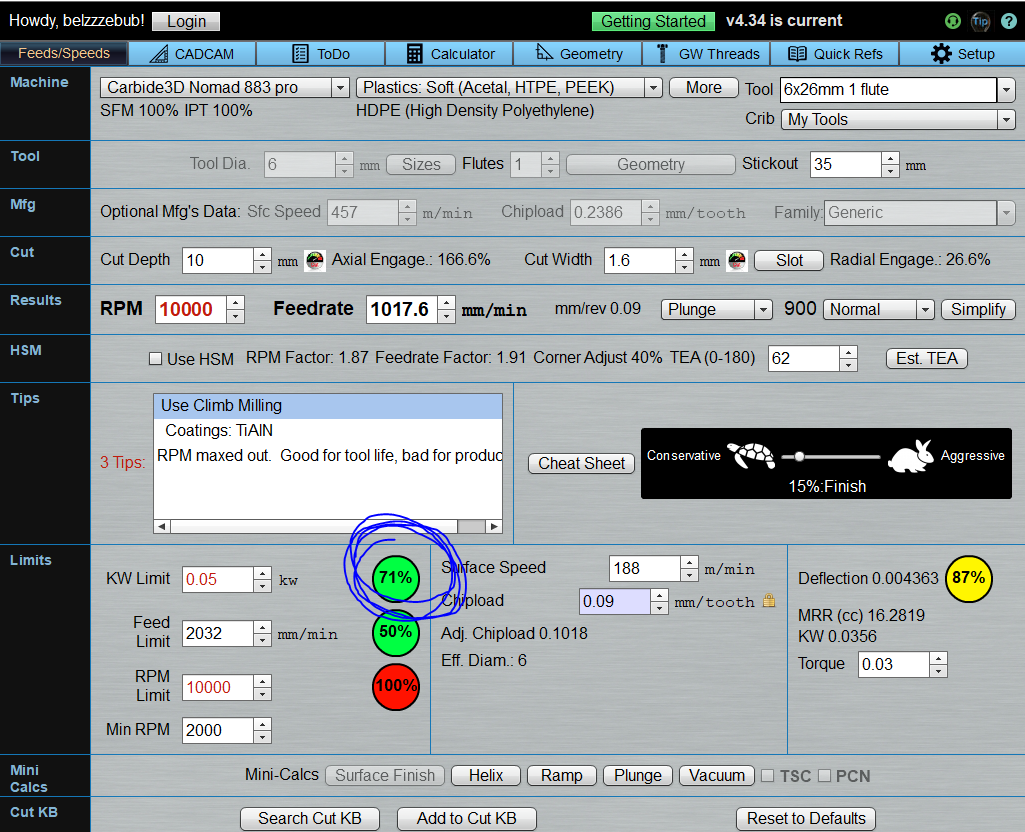
One thing I’ve noticed is that gwiz allways seems to suggest max rpm and the same plunge as feed rate (for plastic atleast). And those are not what the speeds and feeds charts made by carbide3d suggest…
And that leads me to; what am I doing wrong?
its a bit more aggressive but close.
the feed-plunge ratio seems to be related to number of flutes though so at least I figured that out.
but I still cat get it to suggest lower rpm…
Number of flutes also has impact on the feed rate/rpm ratio. I’ve found that “close” is usually pretty much good enough. The nomad just doesn’t have a lot of RPM to use, I’ve found that pretty much everything I do with mine is at maximum RPM.
It does but it just says “nomad 883” and since the weight is stated as 23kg and the website say 29kg for the pro I assume its for the not “pro” version.
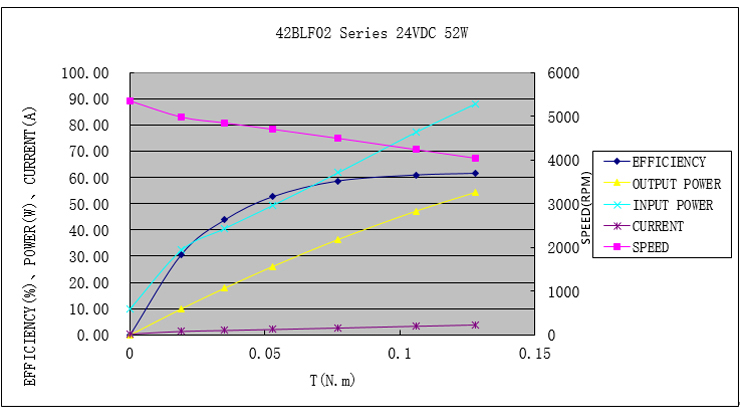
And no, no power curve included.
Honestly, doesn’t make much different in this case (I have one). It’s only got ~50 watts to play with. It’s far more rigid than it is powerful. Note that in this application, there is a 3:1 ratio in the pulleys (ie 300rpm on this chart = 9000 rpm in the Nomad 883 Pro).
Well, actually, yes, if you have that much flute on your end mill. 1.6mm of engagement isn’t very much for a tool that large. If you’ve got the right collet for a 6mm endmill, use it, the removal rates are so much better with larger tools.
I ran it for a SO3, and it reports 1628 mm/min (63 in/min) with the fixed .09mm/tooth engagement. That’s about what I would expect.
“RPM Maxed out” means that if there was more rpm available (the spindle could run faster, which the nomad setup says is limited to 10k rpm) it could run at a faster feed rate.
The deflection is on the high side, particularly for a single flute endmill - they don’t have a lot of “meat” in the middle because of the large flute, then the bottom most cutting tip starts to chatter and breaks off.