@rhubarb Thank you! Its been the most fun learning process!
On my stock S3 I run adaptive 75ipm, 0.040 opt and 0.100 doc. With the other machine, the S3+, I plan to pump up those numbers 10-25%
@rhubarb Thank you! Its been the most fun learning process!
On my stock S3 I run adaptive 75ipm, 0.040 opt and 0.100 doc. With the other machine, the S3+, I plan to pump up those numbers 10-25%
Which tools are you using for this? Love the work, by the way!
@mikep I’ll be using -
0.250 TAS rougher
0.125 2 flute hss
0.125 ball
Then I’ll post process both sides of the large plate, 0.125 radius with over rounding bit on table mounted manual router. Cheating lol
Its awesome to call this kinda stuff “work” lol
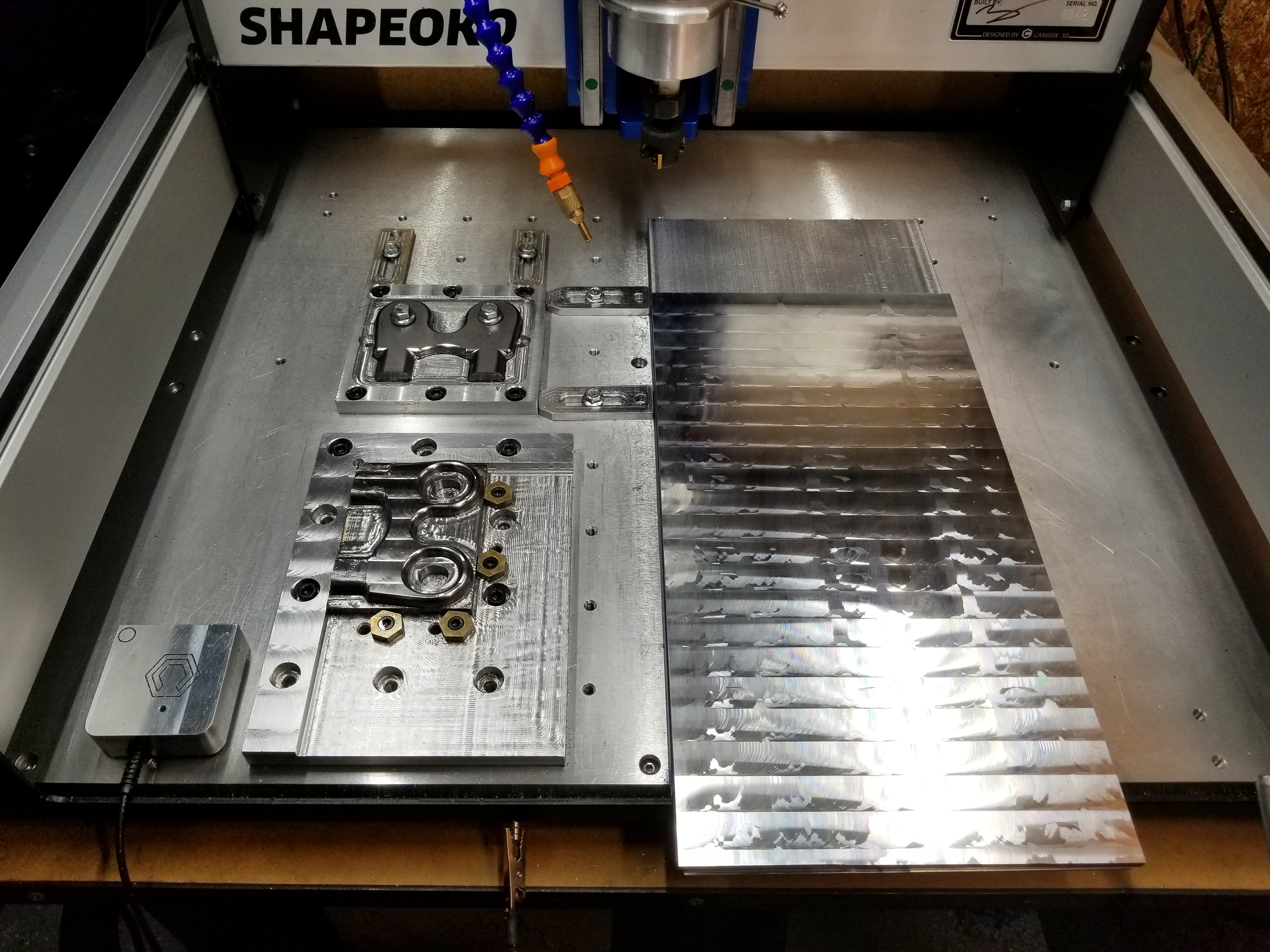
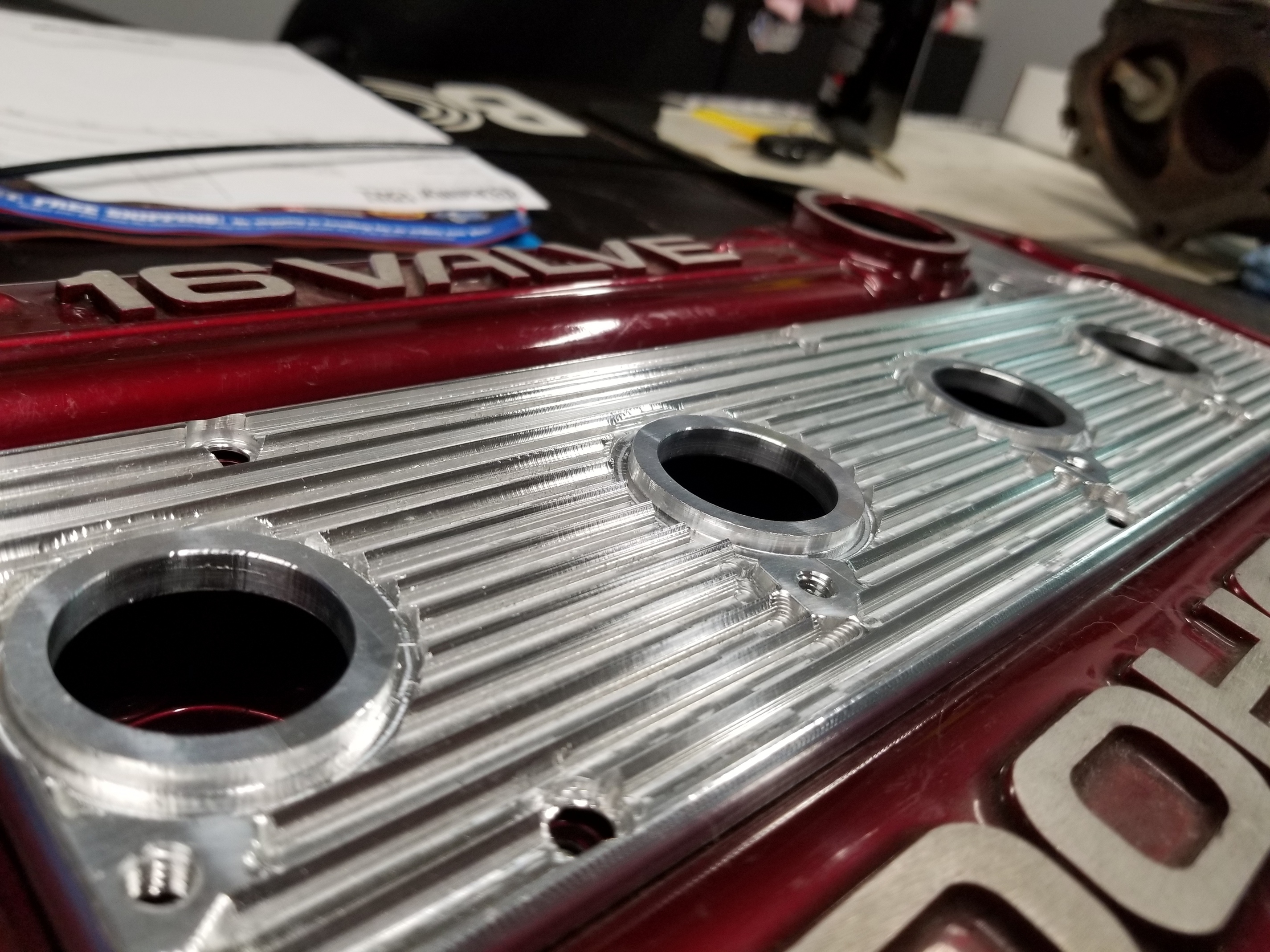
2nd op soft fixture plate is a perfect fit! Now to drill and tap holes then setup for final cuts!
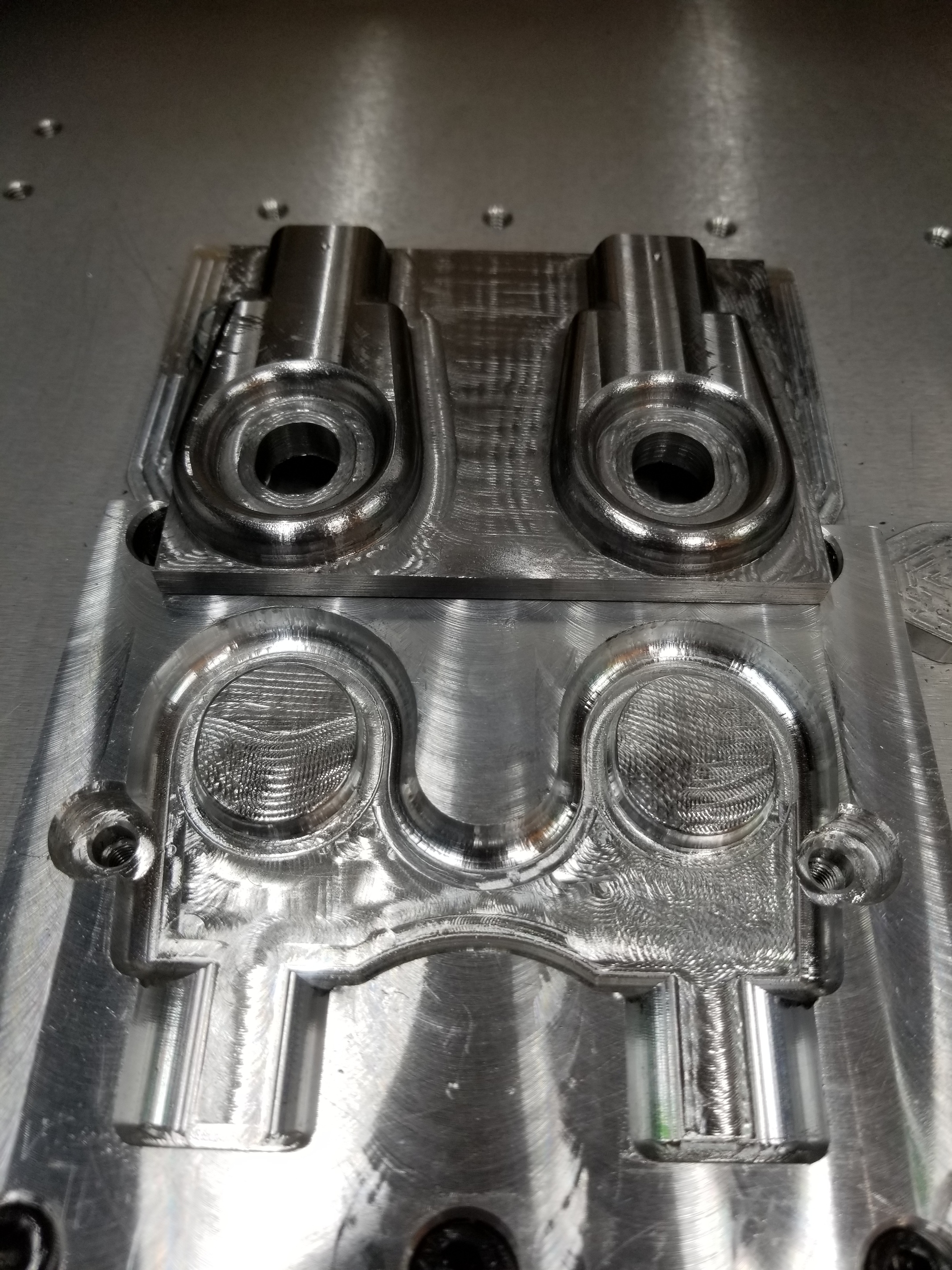
!Super impressed with the finish. Rigidity of the HDZ definitely showing through! Same 2 flute ball at cuts and speeds as other S3. Zero edges or machining lines can be felt!
Some of the things I’m going to say you might not believe. That’s fine, my parts are shiny and that’s the only validation I need in this world.
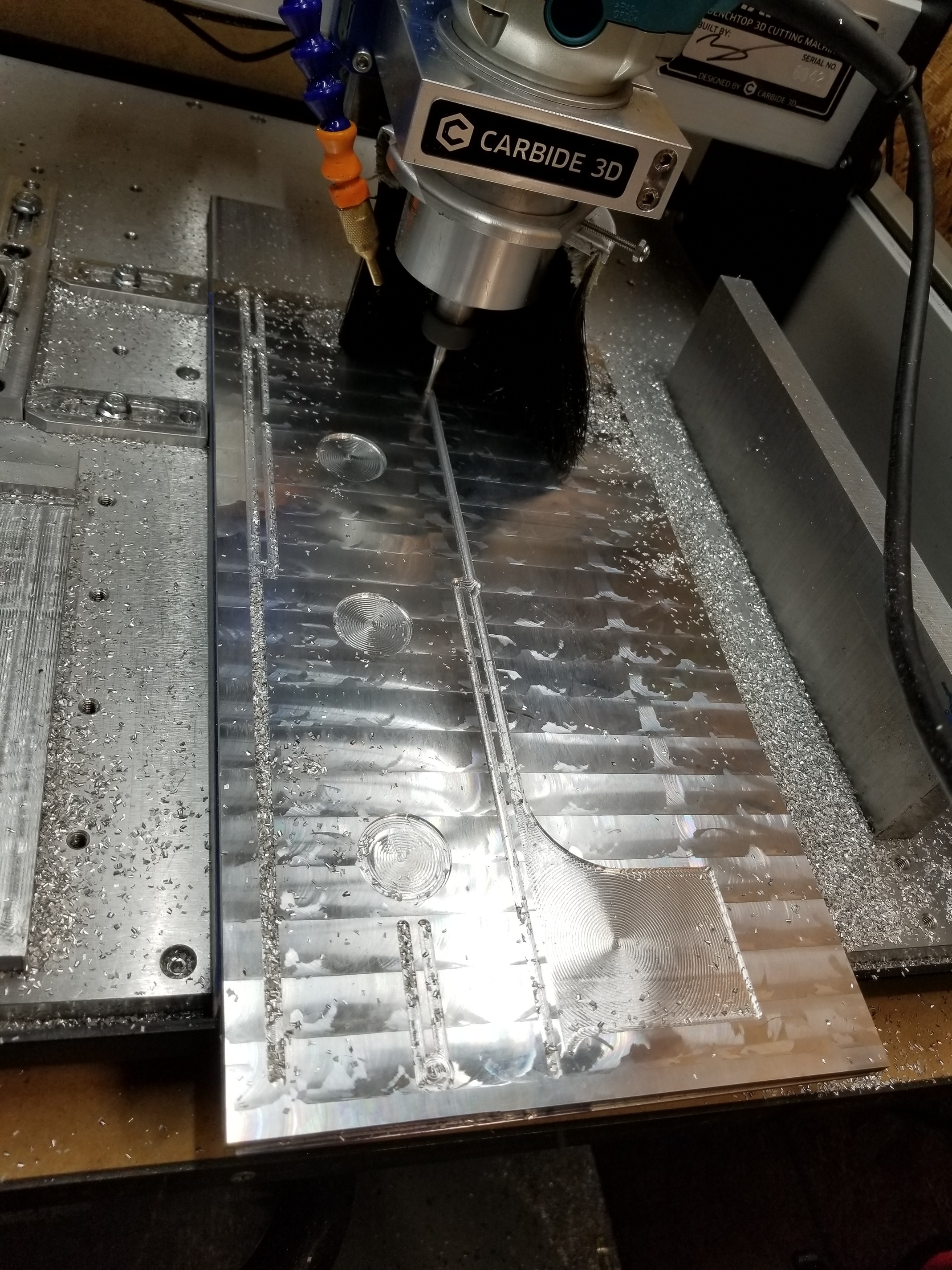
Made a happy accident and that coupled with what I’ve been seeing with the aluminum bed and HDZ…we tested. Funny thing is that we aren’t even close to max sfm but honestly its blazing already.
When cutting the female fixture plate I accidentally had the opt and setting for a 1/4…I was running a 1/8. Its was a beautiful cut with awesome real chips but twice I “usually” run.
So I wanted to make a couple aluminum parts to get the fixture plate alignment just right and didn’t want to wait. Started from the lakeshore carbide recommendations and went from there. No more babying this S3+
Currently adaptive I’ve been able to keep a very nice finish by cutting @ 25,000 rpm, 150ipm, 0.060 opt load, 0.100 doc, 1640sfm, 0.002 per tooth. Its magical!
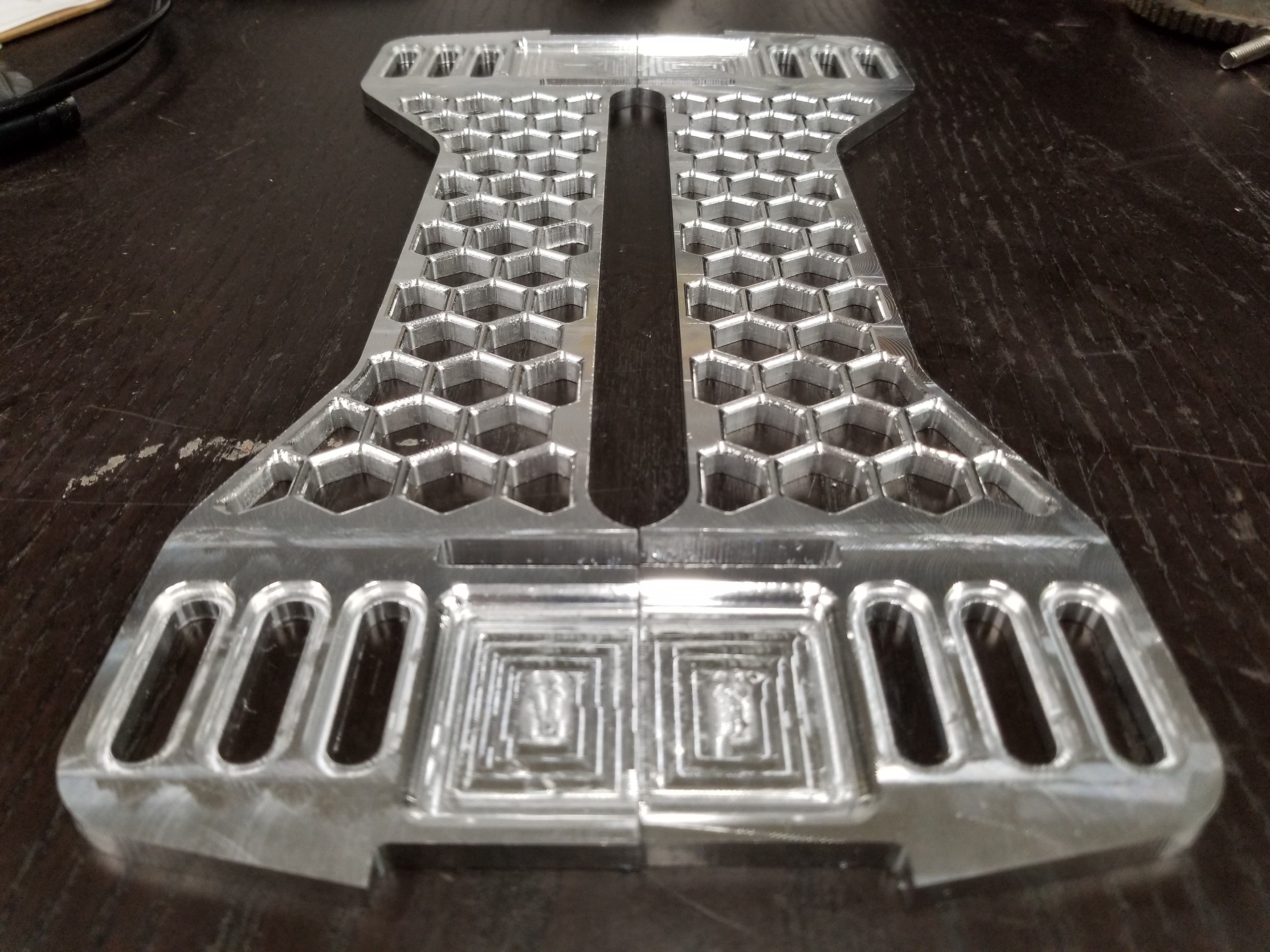
These parts were cut at 10 min adaptive rough plus ball. Surface finish is crazy for just a quick contour pass. Its hard to explain but the entire machined surface is soft to the touch. Machine line can’t be felt. Im blown away right now.
Left 0.060opt/150ipm
Right 0.050opt/125ipm
Cutting video up on my Instagram
Impressive!!! Are you using mist coolant or just air?
Thanks! Sometimes only air sometimes with straight water, sometimes with super diluted mist solution
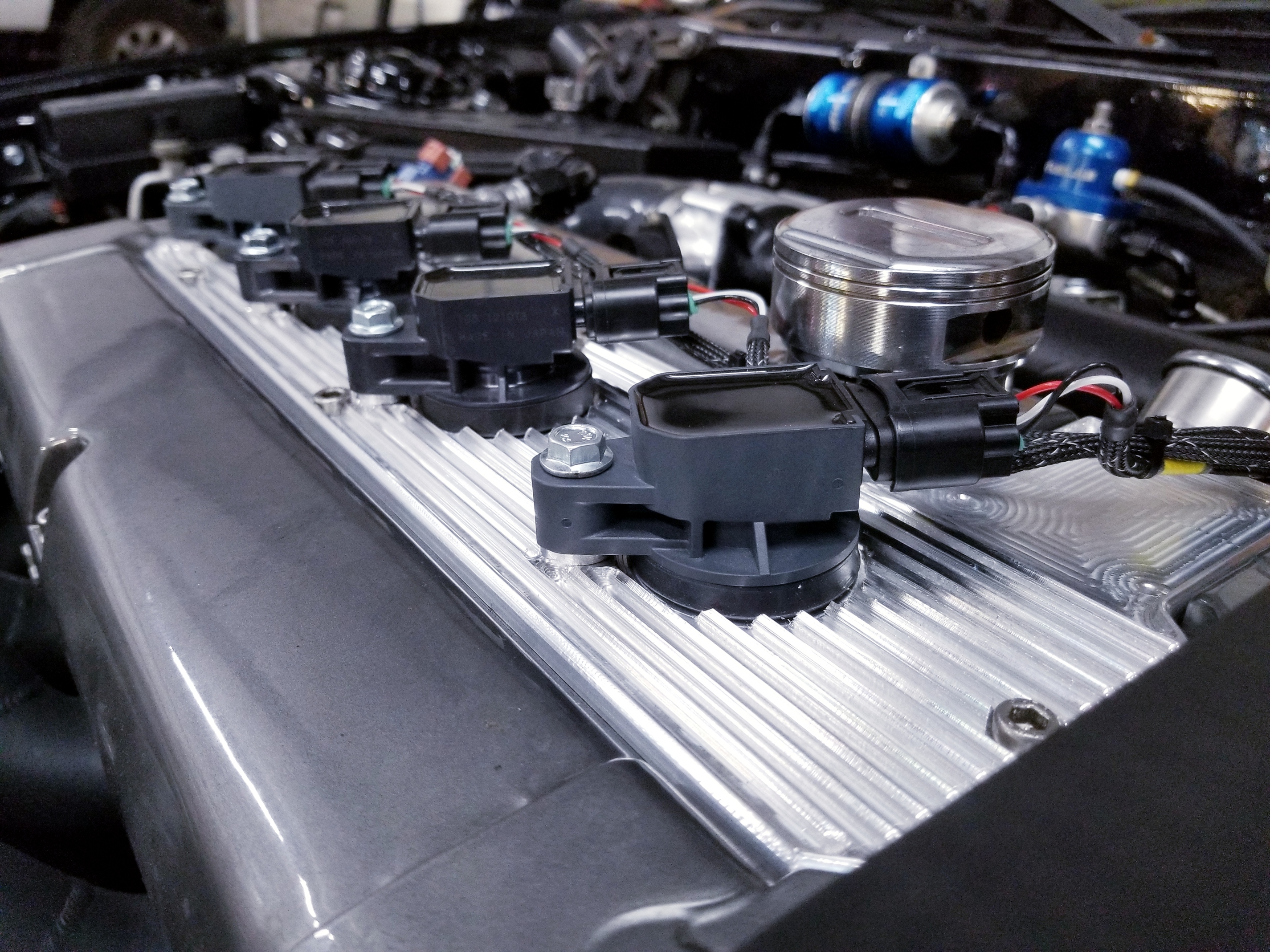
Fitting triple setups! Stacked tape/glue plate is going to be a dsm coil plate cover by morning
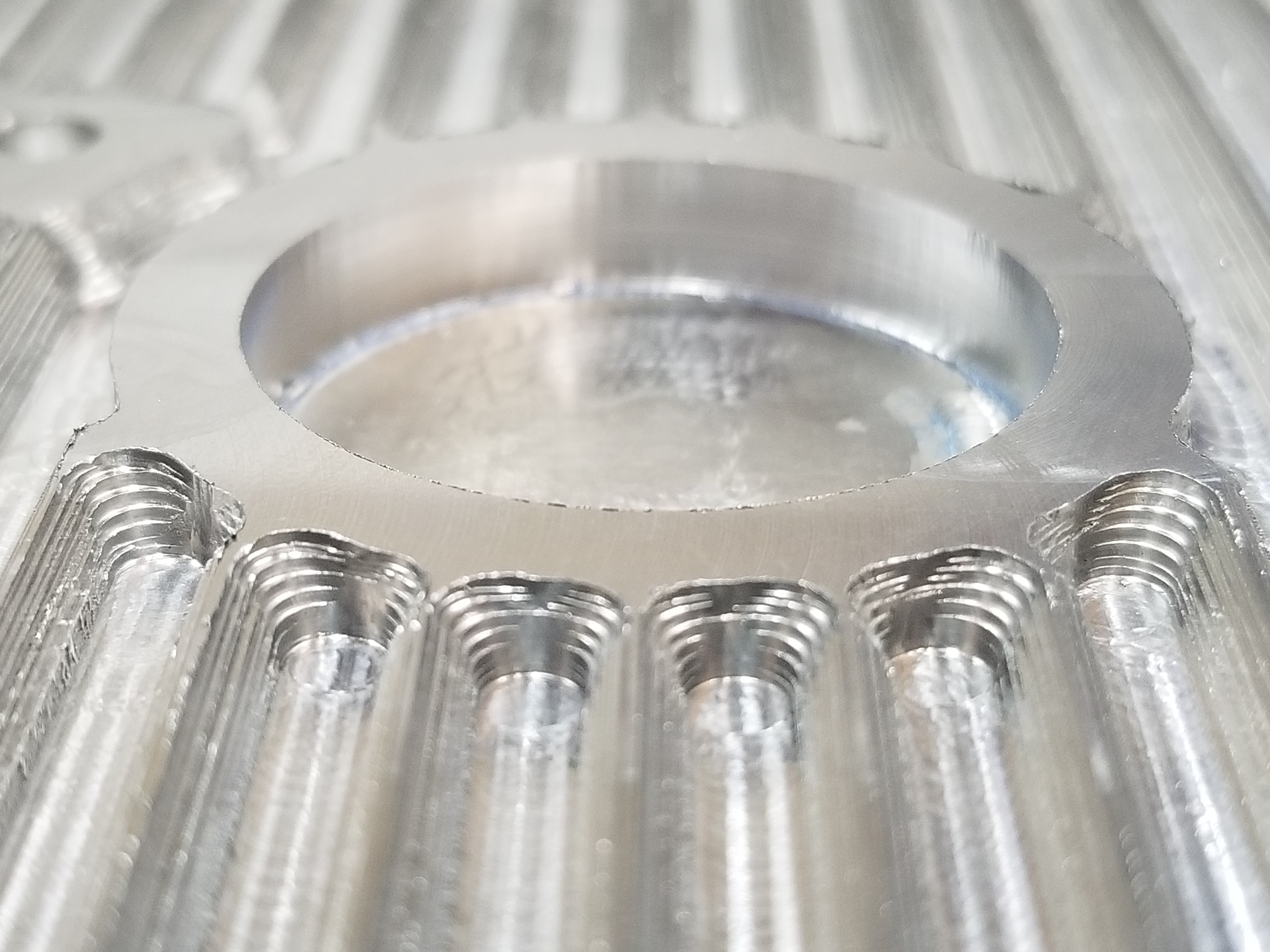
I hand tapped the holes and they were perfectly sized. Other than a slight chamfer on the through holes its untouched as far as metal finishing goes. I never thought i’de be able to produce parts of this finish quality! Also just using touch probe led im able to be within 0.001 for toolchanges. Can’t wait to put on @Luke limit switches and get a little more accuracy out of the homing sequence.
Feel like I’m finally getting the hang of the finishing operations in Fusion. Ball milling came out beautiful in this part!
that looks sweet! A 4G63? I had a 90 GSX that was my first project. Keep it up.
@m_price Yes sir, full 1G build we are almost done with, 700awhp. We do quite a bit of dsm/evo stuff, can be a headache, you know lol.
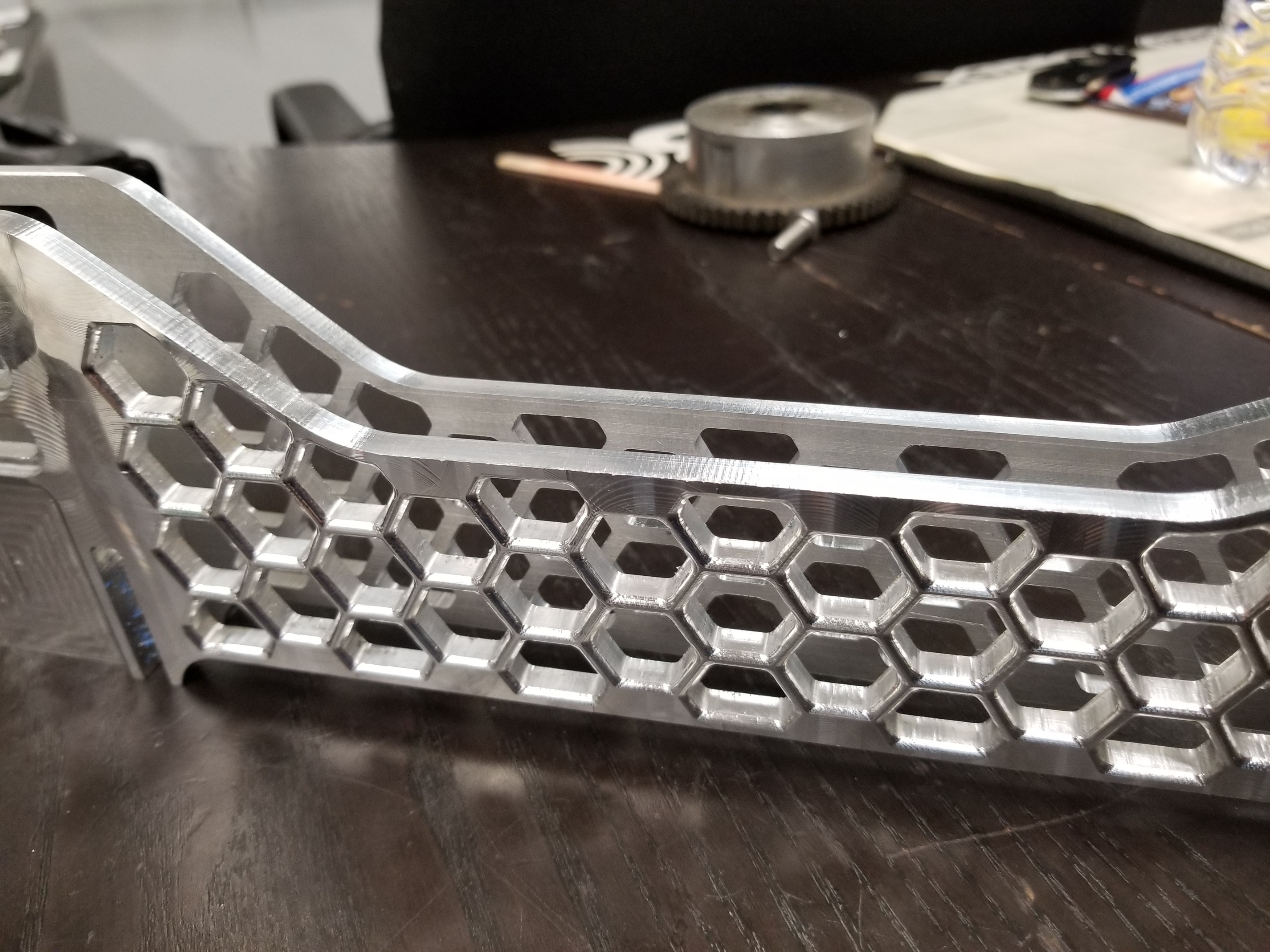
These raw blocks and stock will become those badass honeycomb seat brackets! Ain’t sleeping tonight
Also the first time im going up try to actually run both machines at once on hardcore stuff!
Vince, gotta say, you are inspiring me.
I just might take a trip into today’s world of…car mods? I’m outta touch, we used to call it hot rodding. Haha
I have a ‘17 Camaro SS 1LE, a truly amazing sports car. But, nothing I want to wrench on, it’s fine as is.
I really enjoyed my ‘90 Civic Si! I wonder if I could get one cheap? Hmmmmm…
@Griff You would think hondas would be cheaper lol. Lots of guys have been going awd and in the 7s. I still build stuff for them from time to time. Do what excites you!
This is it for me, figuring out toolpaths, workholding, efficiency. Getting these results from a sub 100 lb package!
These parts are near flawless, actual finishes on par with machine shop parts. Cant wait to have a little free time to tram it a liiiiittle more. Also they are straight of the machine, no deburring. Funny part is…I used a $10 hss bit on most of it. I decked the blocks that will become the weld on legs, and will be machining those tomorrow along with another set of side plates.
First time really running two S3s at one time, it was fantastic, like playing two games of chess at once!
Triple stacked tape glue worked beyond amazing. I was able to reuse the main plate three times without damage. I’ve been having the annoying invalid arc error, gotta find a good fix. Running the lower brackets on one machine and going back to steel on the other
For the arc error things which seem to help:
Alternately, you can use Grbl’s check mode — send $C to the machine, then send the file — it’ll run w/o moving the machine.
@WillAdams I haven’t disabled the arcs yet but I’ve always processed in metric. Its been a recent thing with UGS, sad that carbide motion won’t support other hardware.
Ran the same nc file without issues multiple times when going from Fusion to Motion
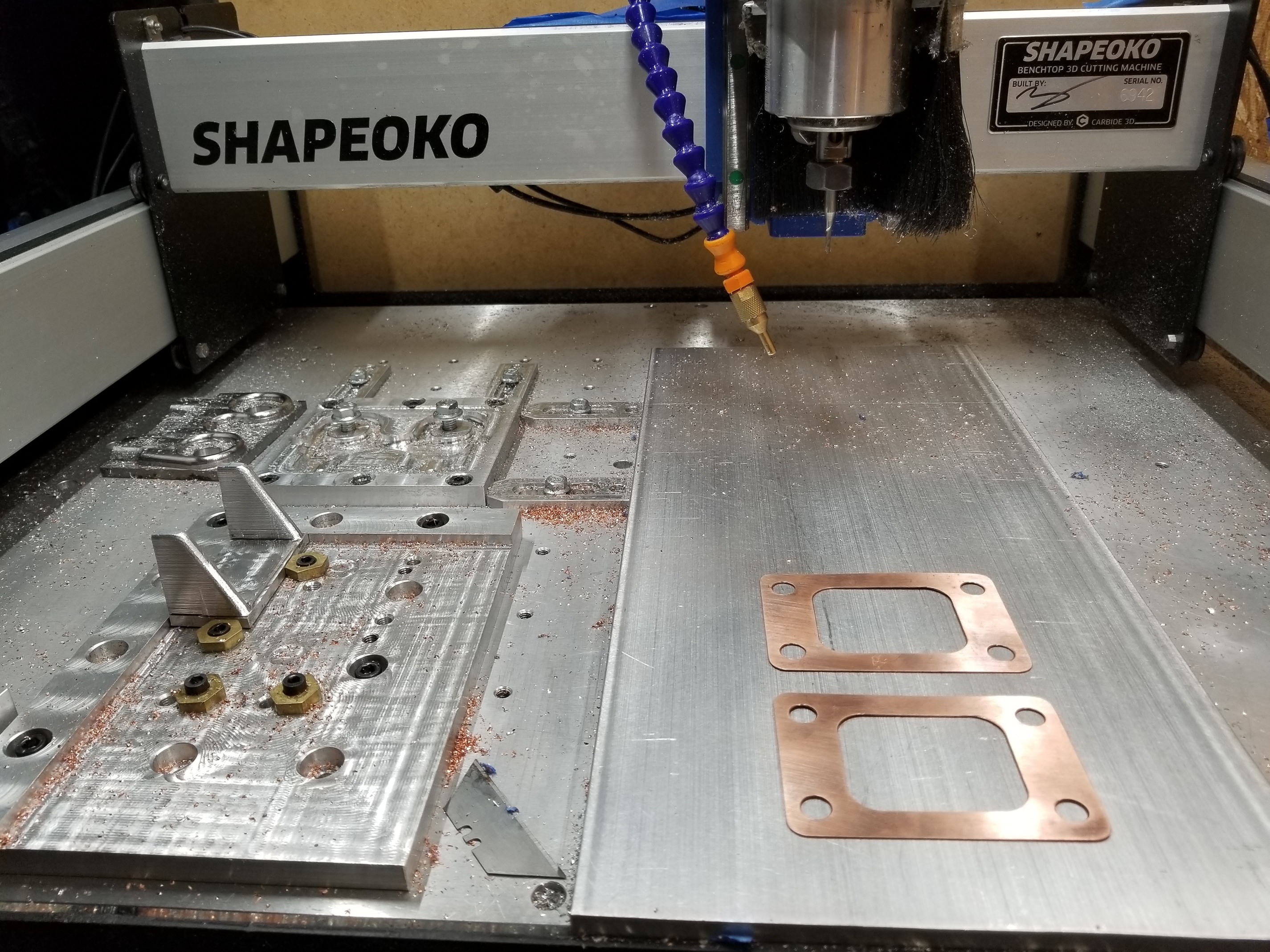
Not aluminum but copper is pretty close. A miata race team running at COTA called us asking for T25 turbo gaskets. Nobody had any in town they said
Cnc to the rescue! Cad using Carbide Create and cut with UGS with a simple superglue tape setup on the same plate ive been using. Start to finish in 30 min, two custom, annealed 0.030 copper parts!
The feeling of helping a race team in need = Priceless
Would you be able to share how you have your mister hooked up? I ordered one and I am wondering what the best way to fix it to the machine is. Also, what tubing and connectors did you you for the airline to hook to a compressor.
Thanks!
Great looking parts by the way.
Absolutely Pete. Feel free to drill and tap the body in the thick areas, use common sense of course but it has enough meat.
Now my setups aren’t pretty but they work. I used a 0.250 rubber hose right into the pushloc fittings the mister came with and pushed the other end right into a generic manual air gun, you can see my high tech Zip tie on-off mechanism as well. (Check your size at auto or home improvement store). Make sure it can hold at least 100psi
On if the most important things ive learned in all my years of fabricating. Your tools and fixtures/jigs don’t have to look pretty to make pretty parts. They just have to function 100%. Usually the simplest solution is the best. Then when you know exactly what you want go fancy with it!
Thanks,
I am looking to get the correct push lock fittings needed to go from the tubing to a quick connect air hose. I have found that is is 8mm hose, but need to find the right connector to convert from quick connect to regular pipe threading. Nice setups BTW!