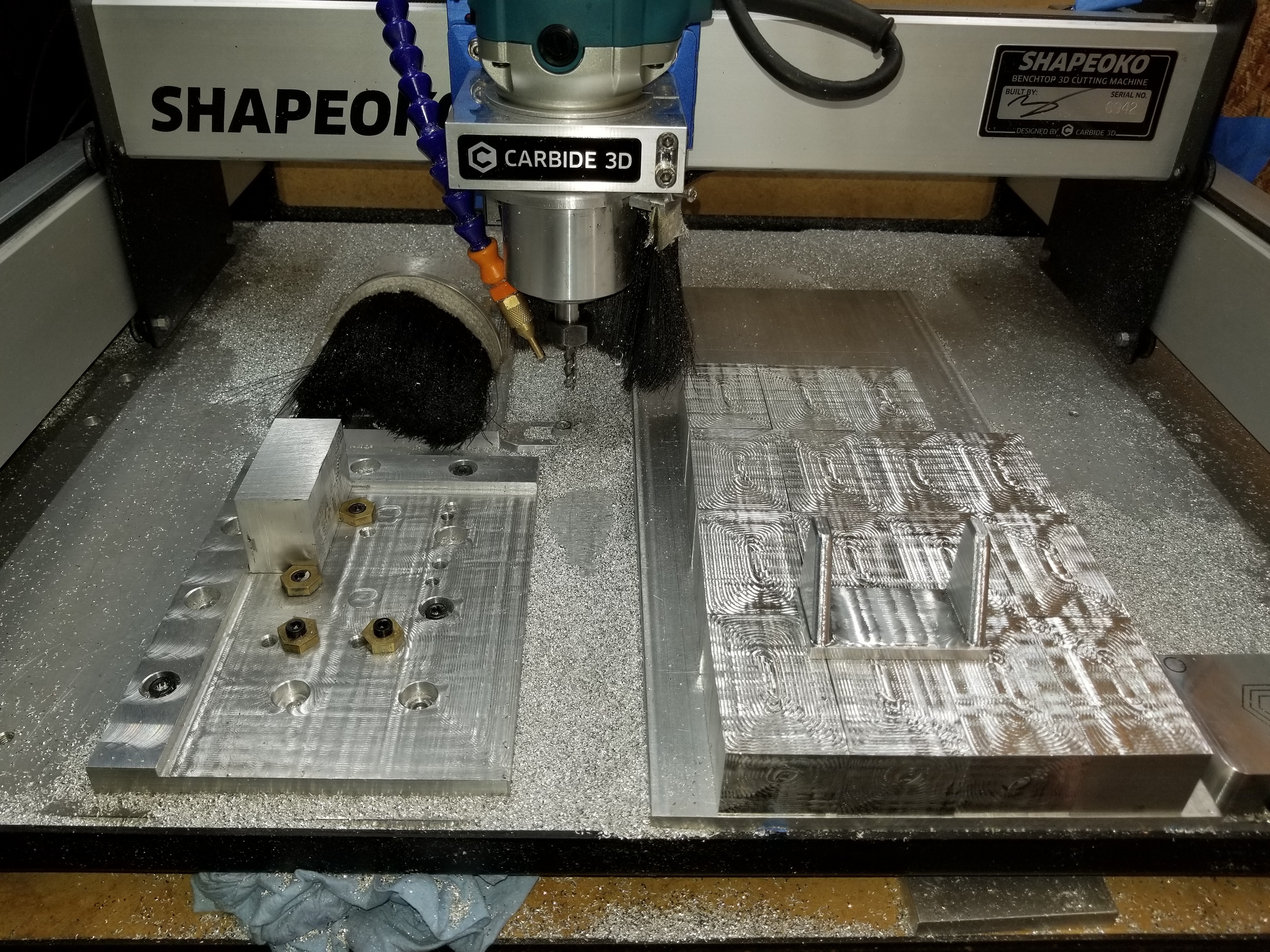
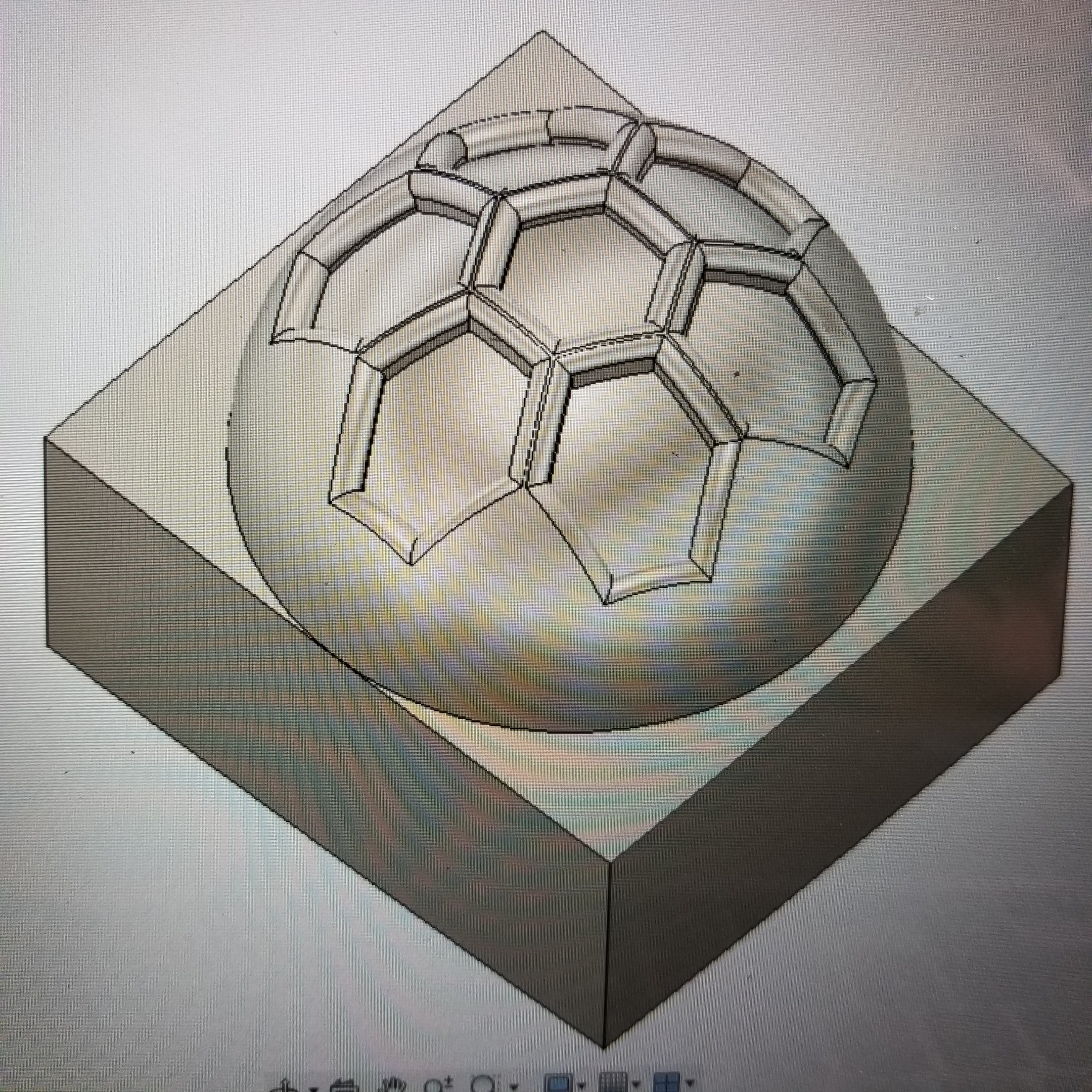
Saturday’s workflow. When you need 8 parts but 16 parts gives peace mind and a stock set. Will be running these at 150 ipm.
Had both s3s running last night decking ops to get the blocks to the perfect size, faster and with less cleanup then running the parts with the additional stock. Looks to be keeping a 2-3 thou tolerance easily, could be more accurate with finishing passes but we hogging all that out.
Yep, I’d be keen as to see how your running your tool paths. I don’t want your production files as I don’t know what 90% of your parts even do but they look bang tidy.
I’m just keen to see how your running things and the types of path you choose and for what. I’ve not had any formal fusion training nor understand inches so I’m interested to see how our tool paths compare.
I’d like to see someone who knows what they’re doing (@Vince.Fab) just set up a simple pocket and profile in aluminum. How about the infamous 3-axis touch probe? The 3D stuff is cool though.
@WillAdams that $c checking method is awesome! I had no idea such small changes could cause invalid arcs but it takes seconds to check now. With UGS you can actually see the program checking in 3d with the visualizer.
For anyone that wanted to see the roughers I use. Actually Carbide 3D uses the same TAS to make parts for the machines lol. They cut amazing and chipbreakers produce much more manageable chips, more square and much less sharp.
Griff, we’re just getting started! Far as I’m concerned, we’re all in this together haha.
Running both at once tonight. Certain ops take less time and its beneficial to switch setups mid job. Got the NC file down for the slots within 5thou, time to switch to a ball mill final op while the roughing setup on the S3+ catches up with more parts. This is a run of 16 parts and its been pretty fun and challenging to keep everything going and in line with lean.