Sorry if this has already been asked and answered, but tell us about that X. It that a linear glide? Looks stout! Are you still using the X belt, or have you upgraded to a different drive mechanism?
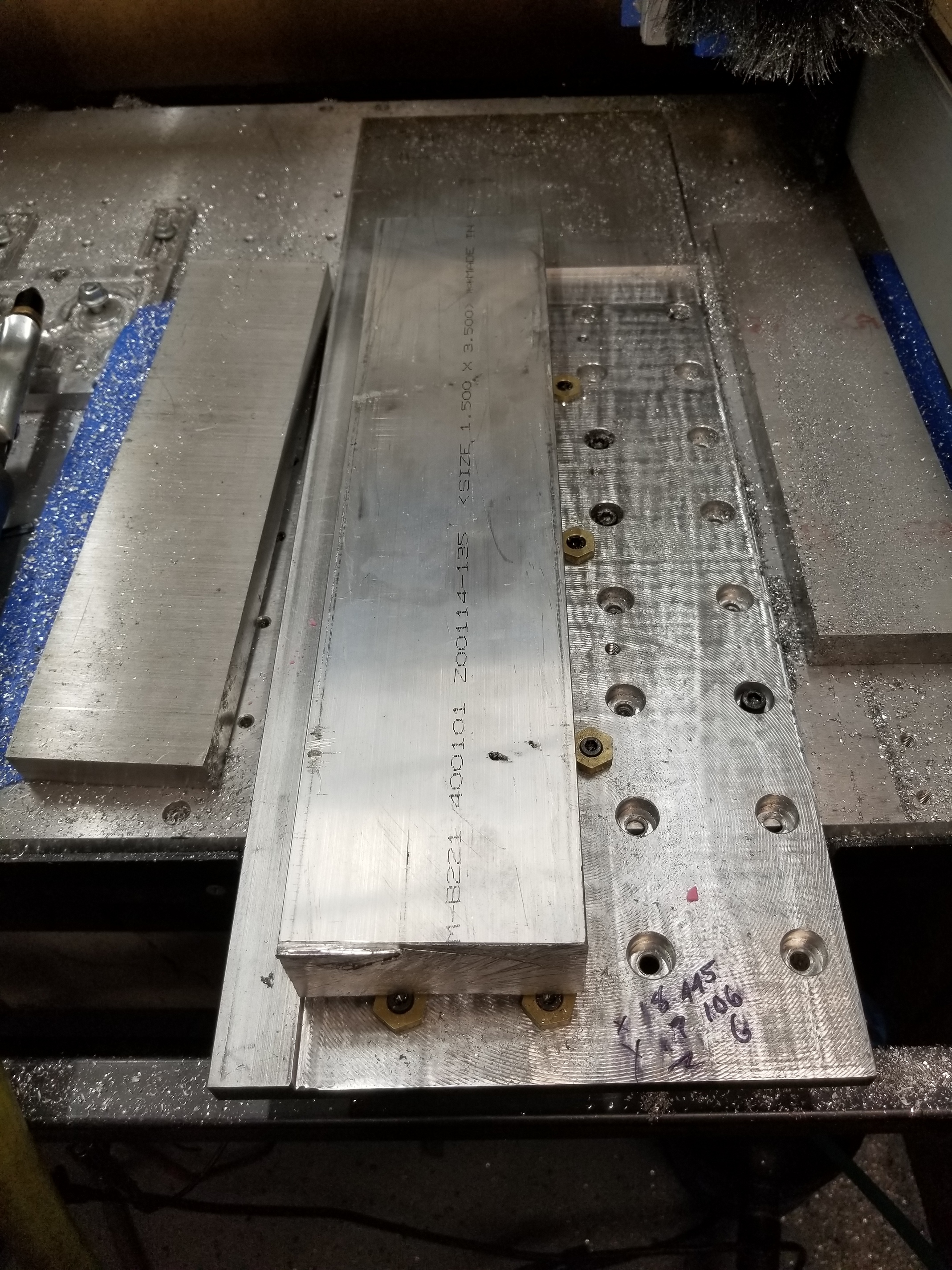
Started off well…


Then boom, junked part. Metric totally screwed me
Turns out you need to be very very careful when switching from imperial to metric when doing cam in Fusion. My setup stock size changed because I was using a fixed size setup box. Turns out the default “round up to nearest” in mm is 10, in imperial its 0.5". Even if you are setup as default imperial, doesn’t matter.
While not a total loss because I need a heatsink for welding, it’s still very frustrating. On the plus side that facing op is looking decent! I have another piece of stock cut, time to sleep and restart. I already picked up breakfast tacos so I’m ahead of the curve
1 Like
I zoomed in an see the x belt is still there. So I assume that big rail is a stability mod,
1 Like
Round Two Fight!!!
I changed setup stock size +0.250 just because I didn’t want to chance anything. Plus my new bandsaw doesnt come in till Monday and this was cut with a portaband. I’ll DA it and sand edges square for accurate setup then drill and tap new holes for the Mitee Bite Hexes.
Our Evo tuner is here and is drooling over the O ring setup. Right now he has to buy generic round o rings that don’t fit and superglue them together and add a layer of silicone 
Oh. And took time last night to finally add and tweak the Beaver no contact proximity switches. Then I went into UGS and eeked out almost every last mm of usable travel I could get without any frame modifications.
X- 18.445
Y- 17.106
Z- 6"
2 Likes
Can you not work exclusively in inches or mm? I only work in MM.
I’m curious what you’re doing to the prox switches?
@Luke the post processor gives me an error saying that grbl is in mm (which works better for it) and I need to post in mm.
I’ve always done any machining using imperial so its hard to think about the numbers in a completely different way.
I just shimmed the X bracket a little and adjusted tabs until they triggered 1mm from collision. Went into ugs and adjusted homing step to 1mm, adjusted softs until they were 1mm from collision.
Im actually really excited to do some finishing toolpaths and see how repeatable they are compared to the stock ones.
Are you using the post processor I sent you? I run it in mm with no issues.
Got you on the switches
Yes the Strooom one. The issue is me having to design and cam in inches lol.
Can’t you design in inches then convert the model to mm in seconds using the cad toggle switches top left?
I still write all the cam in inches. Im pretty sure if I generate under inches it uses my setup in inches with its defaults, if I switch to mm in the middle of generation it will use mm setup and its defaults.
Some of my adaptives take 15-20 min to compute so I’ll run other ops while the computer works. But…change to mm for post process and boom - different settings
In the end it’s my fault. Kinda wonky of Fusion to setup like that but I’m sure they didn’t expect people to be going back and forth. Whatever doesn’t kill ya…
Also hammered out the perfect fast deep boring cam formula for endmills. Its beautiful!
Bottom side done with 3d sections that would overhang. Machine is working superb, fixture within 1 thou over 15.75". Time to flip and finish it off until I get word about a custom tool. A custom angle fixture plate might need to be made, I’ll be able to clean up the outer edge instead of doing it by hand as well. Man… that actually seems like alot of work.
Good thing its shiny



1/8 single flute hss
1/4 Lakeshore TAS
1/4 Lakeshore.060 Bull
1" triple insert face mill
Btw custom fixture plates and mitee bites are a dream to work with.
4 Likes
I have been working with 3D printers for a while and reluctantly started using metric. Now I’m use to it and only work in metric. Funny thing is I had to go to Amazon to get a metric tape measure. Every local hardware store only had inches.
NASA lost a $125 million Mars orbiter because a Lockheed Martin engineering team used English units of measurement while the agency’s team used the more conventional metric system for a key spacecraft operation, according to a review finding released Thursday.
2 Likes

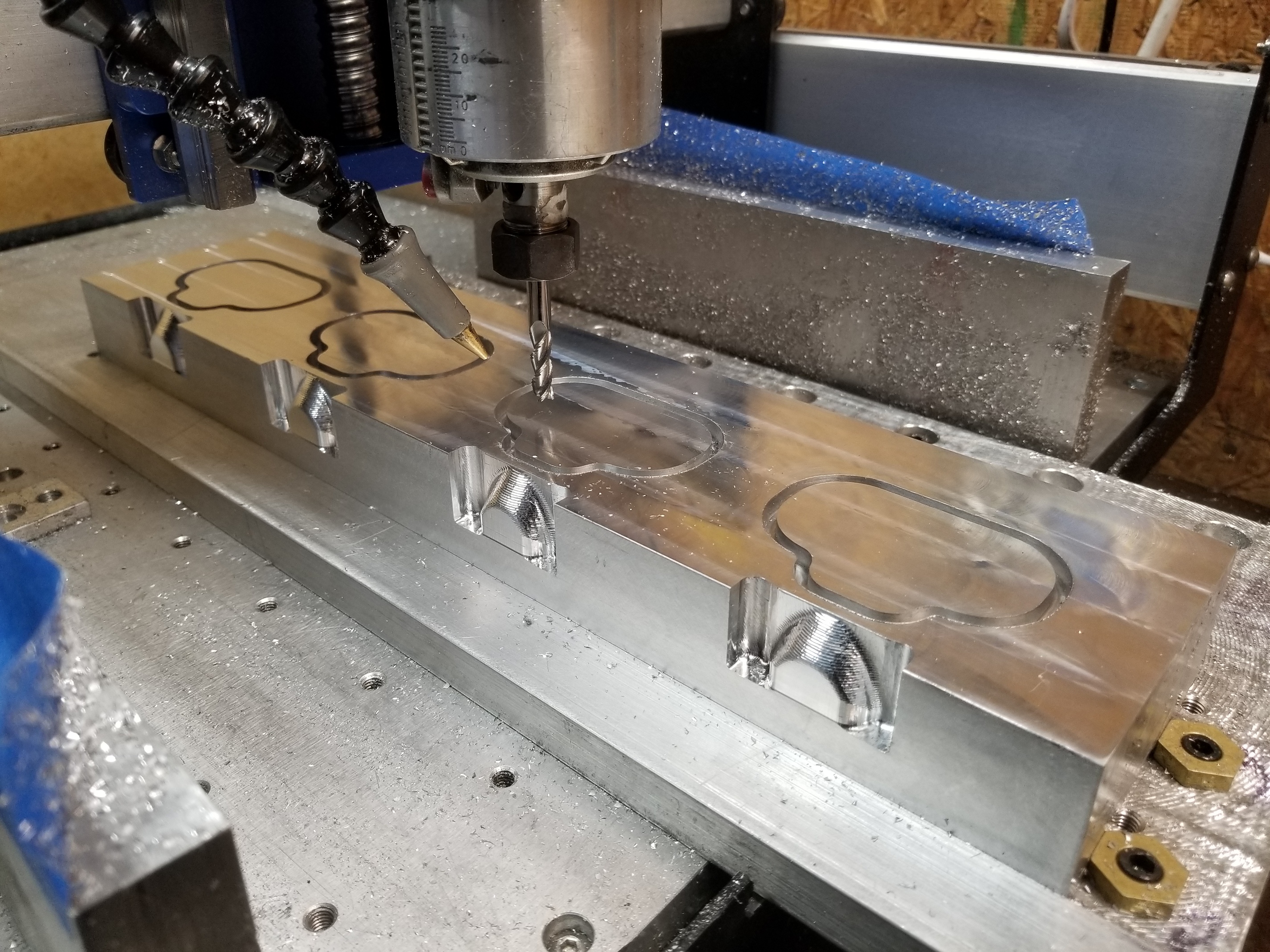
Ready for bolt on fixture plate with adjustable angle for fuel injector ports and final outside contour.
Used a different setup technique and double sided alignment is perfect! Not super happy with the bull on light cuts but the manifolds get powdercoated so it’s not an issue…and I’m running it at 150ipm lol.
5 Likes
Checkout the 1 min video posted on my IG with multiple ops.
https://www.instagram.com/p/Bo7i6HtgcZ9/?utm_source=ig_share_sheet&igshid=1s7hzfy9wq4gx
2 Likes
Unstoppable



AB tools is working on my form tool, really surprised they were working on a Sunday! Also on the list is to design and cnc cone half press dies and finalized cnc velocity stack tops.
Runners are also handmade. Annealed 6061 and pressed over application specific dies with different tapers. That’s a 3 thou press fit on those runners btw  with a 0.125 step. These are going to weld soooooo nice! Always try to set yourself up for success
with a 0.125 step. These are going to weld soooooo nice! Always try to set yourself up for success
9 Likes

Seems like lately my cam has the Z either going 100% or holding almost 100%. This let to an uncomfortable heat buildup on the stepper. Decided to add a little jewelry to help
4 Likes
Off topic but cool
It helps to know how to be additive when your friends with big machines make booboos. Traded this buildup welding for a cad of double sided press dies. Everyone wins
Didn’t even need to break out the helium

5 Likes
Decided to forego sleeping last night. Sometimes you gotta push! Headflange angle fixture done and done.
Really wish I could do the injector bores in the cnc but alas, couldn’t find a company to make a carbide tool in time.



Had to tweak and adjust a bench drill press to run the injector bore op. Not ideal but should work well with the MicroDrop. And just in case in the future I can get a carbide, I designed the fixture to fit under the s3 gantry
4 Likes
Holy crap dude! Your work is incredible. The breakfast tacos are the only giveaway that you’re human…lol
2 Likes