I am getting a little confused and definitely a lot frustrated by the lack of, or poorly organized info on the Carbide website. I am reading the doc HOW TO CALIBRATE THE MACHINE FOR BELT STRETCH and attempting to enter my results from the 3 hole, right triangle calibration test. Nothing happens when I enter $=‘my results’… how do I know its actually being entered? The info I keep finding on the website docs is showing images from CM3 settings and those are not what I see when I enter settings on CM4…
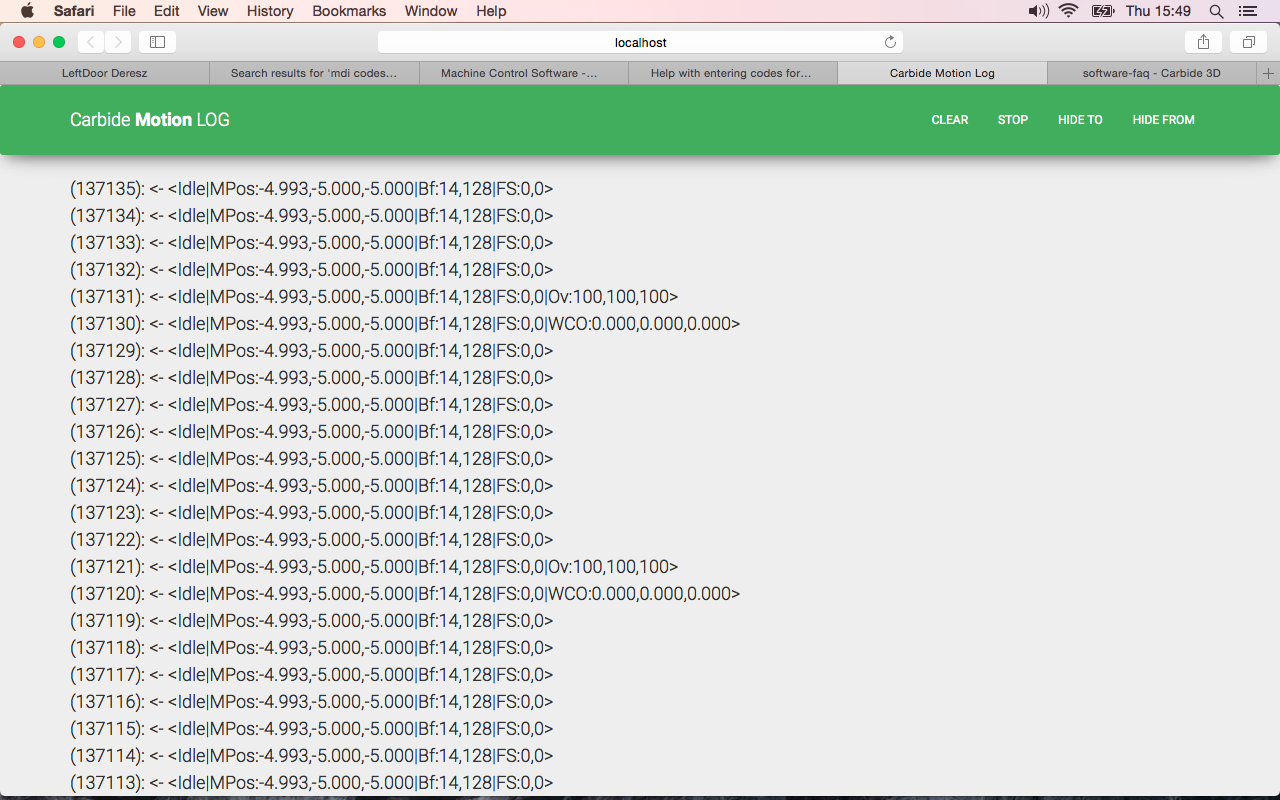
I opened the LOG to see if that would give me info but it’s not anything I can make sense of… I’ve typed in a few searches on google trying to locate a list of the commands that can be entered on the MDI screen but I haven’t found anything useful. Called the Carbide offices and voicemail… not hopeful that I’ll hear from them anytime soon. I want to continue working but now that I have begun trying to enter these calibration adjustments and the lack of any feedback from CM4 is concerning.
still doesn’t alleviate my frustration with the documentation though… for instance… while I am waiting for the call back I am looking at the wiki… this page : https://www.shapeoko.com/wiki/index.php/Carbide_Motion_Machine_Control_Software - scroll down a few paragraphs to the “REFERENCES” - every single one of those links is DEAD
yes… it opens a web browser window and just keeps running lines of code… none of which make any sense to me nor is this step indicated in the support document so I’m not sure what I should even be looking for.
You should check in the Log window that whatever parameter number you are updating in the MDI window, shows up with your new value. Yes, it will be mixed among a number of other lines. If you copy here the exact string you are typing in the MDI field, I’m sure people here will volunteer to tell you if they see anything wrong in the format you are using, or suggest things to try.
MDI interface is not very user friendly, nor is it intended to be I think. This is considered semi-advanced usage.
I guess what I need to know is does that document on the carbide support sight work with CM4? Why doesn’t there seem to be any way for me to verify 1, what the initial settings for $100 and $101 are ( the document indicates they are 40mm ) 2. if they are actually being changed by what I am typing.
The document really doesn’t help me verify anything at all. Plus all the screenshots are all CM3 not CM4… is CM4 still considered BETA??
If MDI is considered advanced user stuff then this document should be much more detailed or not exist at all.
I know you are trying to help… my frustration isn’t aimed at anyone in general, especially nobody taking time to try and help me. It’s just they target the machine at beginners but the documentation is just not user friendly… trust me, I am looking at it as a bit of a newb that has zero knowledge of gcode and how all these things work, I’m just learning as I go. I think the folks at Carbide have had trouble looking at their documentation with my eyes and understanding what it looks like to the inexperienced users they are selling to.
To check to see if it has been written correctly to memory, open the MDI window or another communications program, type $$, hit enter and the machine will return the values.
Make sure your com port is set to 11520 - 8 - N - 1
THANK YOU!!.. The log just kept spitting out info so I missed it the first time I followed your info but pausing it and scrolling down I can see the value was indeed changed… I don’t understand why this simple bit of info is not supplied in that documentation. It would have saved me 2 hours of fretting over what I should do.
This is actually a newish “feature” (or “misfeature” depending on your perspective) - there is a continuous stream of current location out of GRBL to the control software. It does make it hard to see your log messages… I wish CM would offer an option to filter these out. For that matter, if you have a Carbide probe, CM should be able to do this calibration for you (which I’ve asked for as well).
To be fair, calibrating for belt stretch isn’t something that most would call “necessarily” and is a bit more advanced. Square is much more important, and doesn’t require any interaction with the controller. I really wouldn’t recommend dealing with belt stretch until you’re to the point that you’ve proven to yourself that you need to.
Here’s my tutorial on doing the calibration, it does not include detail on how to use MDI either.
Thanks Mike… you have some great info I stumble on here. To be honest, I am fairly capable as long as the instructions are clearly written and don’t just assume I know something that I don’t know - I’m one of those guys that actually is willing to and prefers to read an instruction manual rather than acting all macho and screwing something up.
Things have been changing, and documentation doesn’t seem to keep up very well. CM4 has been “beta” for at least a year now, and it’s still not the “official” tool (or getting frequent updates), and that seems to be causing some problems all over with this sort of thing. CM4 does some interesting stuff (like a built in web service that works really well) but the things it does are all basically undocumented…but yet, it’s required if you want to use the carbide3d probe as intended - you can’t use CM3.
The Carbide3d guys seem to be a bit overwhelmed with their own success, and need some more hands to complete/maintain/enhance the products they already have, and finish the ones they’ve promised.
 - I’m one of those guys that actually is willing to and prefers to read an instruction manual rather than acting all macho and screwing something up.
- I’m one of those guys that actually is willing to and prefers to read an instruction manual rather than acting all macho and screwing something up.