Here’s what Bob Warfield “said” when I “asked” him about this in June “Gerald, here’s the thing–I’m not really here to teach everyone the detailed cutting physics of how G-Wizard works. Sorry, but there just aren’t enough hours in the day. You can take my word that this approach works or not, but I’m just not interested in diving down into futher details.” Apparently he doesn’t think that it needs to be fixed.
1 Like
Yeah, one thing I’d love to see is a physics-based CAM tool which tries to keep track of material removed and remaining to be removed and the effort needed for each revolution of the tool.
2 Likes
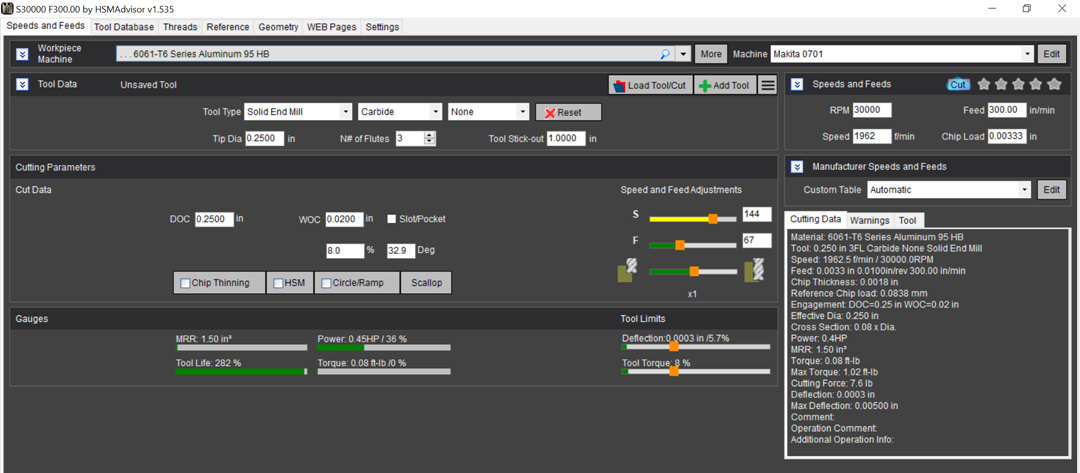
The material removal rate (MRR) is DOC (in) * WOC (in) * Feed (in/min). All speeds and feeds calculators (and anyone else) can accurately compute that. The effort required to achieve that MRR is the spindle power consumed during the cut. That’s a lot harder to calculate because it’s dependent on so many variables. It’s a lot easier (and likely more useful) to measure the spindle input power increase when cutting. In conjunction with spindle RPM, that can then be used to provide a pretty good estimate (via simple calculations) of the average force on the cutter and machine during the cut. If the machine’s torsional stiffness is known, the accuracy of the cut should also be calculable.
I’m not a GWizard user, do they allow the user to specify different types of aluminum but always use the same hardness, or do they just have one “aluminum” material when specifying the material you’re using?
It has lots of aluminum “Alloys” selectable, with as much as an order of magnitude in hardness variation, but only uses one hardness regardless of the “Alloy” selected. See.
Apparently my assumption that the stepper motor currents/torques were limited to prevent damage was wrong (unless the workpiece moved.)
They are absolutely not limited by design, but they work out such that 127oz/in isn’t enough to cause immediate damage to the belts, but if you get the machine running fast, and run it into something, you can (as Vince has) break some wheels or cause some other damage - that said, on my XL I haven’ t been able to get enough energy into anything to actually hurt anything in the past ~2 years.
1 Like
Let’s create a little more energy, then maybe figure out the cutting force later. Sounds fun right?
Turned up max rates to 400ipm/10000mm, accels to 900. Going to try some deep adaptive after another project is done.
1 Like
Been busy with some custom projects but ready to go fast. Surfaced MDF this morning at 700ipm and 900 accels. A little extra speed was sure nice!
What axial (depth) and radial (width/stepover) cut sizes?
1" triple insert, 0.95 step, 0.003 doc. There wasn’t any reason to take a ton off the top and im not setup for dust.
Right now im cutting 6061 adaptive - 300ipm, 30000rpm, 0.250 doc/0.020 opt. Hitting TQ limit of Makita so playing around with doc and opt. That’s still pretty conservative @ around 2thou chipload after thinning
With 6061, you’re probably getting all you can expect from the Makita (about 1/3 it’s advertised power).
3 Likes
Only thing to do now is upgrade the spindle. More tq and more rpm. Belts and drive system still seem rock solid at the accels and speeds.
0.250 endmills should be able to live at 45,000rpm
I was also bull finishing at 350ipm…but cam needs to be on point or you explode endmills…ask me how I know 
2 Likes
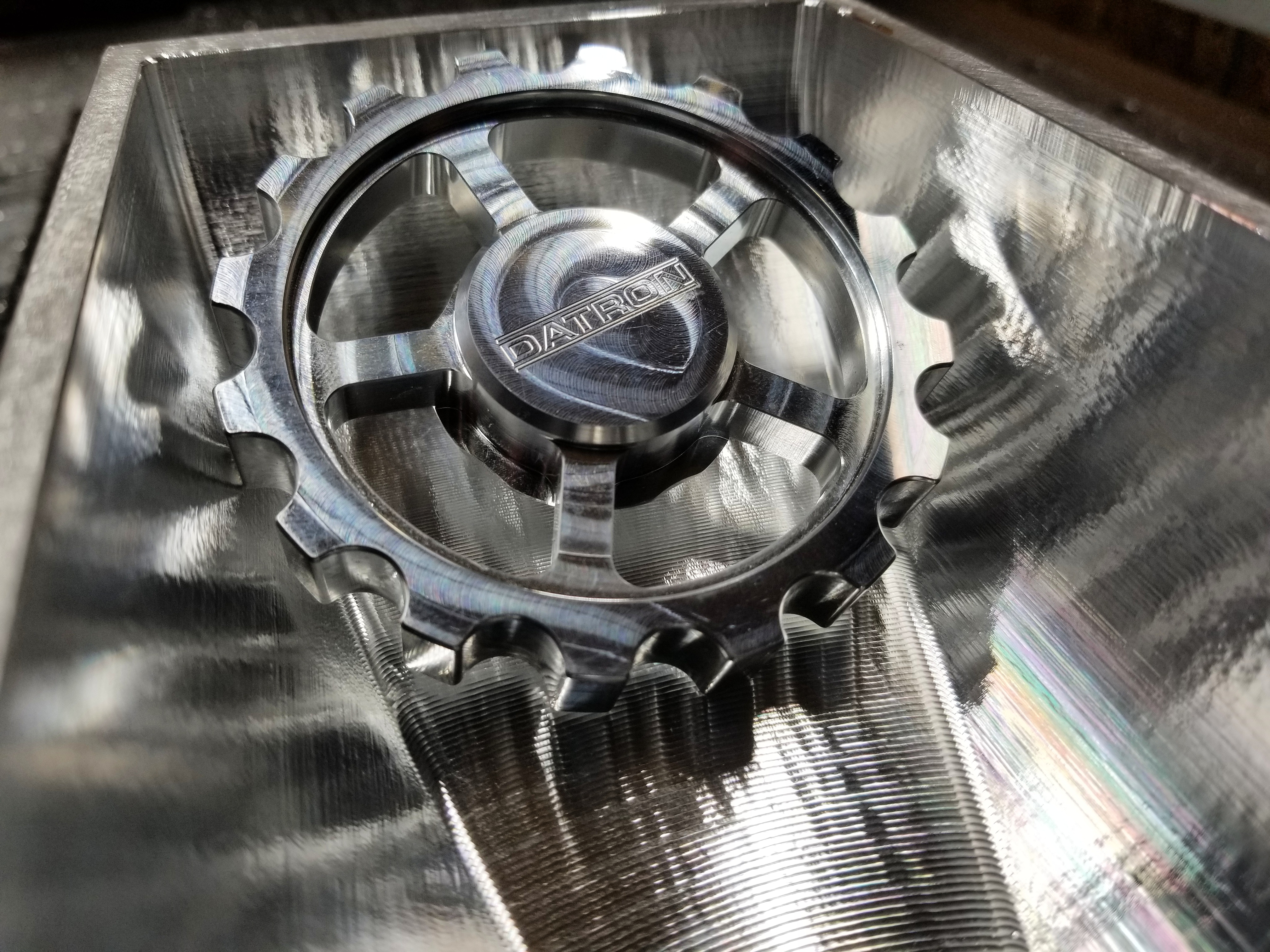
300ipm/30krpm plus secret sauce. Higher feeds allow lower doc yet still decent chiploads. Straight off the machine.
(Datron bottle opener used for reflection and motivation.
8 Likes
Vid of part, outside came out butta. 300/30 feels like a good stopping point until more router TQ is acquired
https://www.instagram.com/p/Brc4CRcDRon/?utm_source=ig_share_sheet&igshid=wap2ie2f56nj

3 Likes
What router (your old Makita 0701?), endmill, DOC, and WOC (stepover) did you use for roughing (at 300/30?)? Did you use an alcohol or other mist/flood for cooling/lubrication? Is it 6061 - T6? Which “0.250 endmills should be able to live at 45,000rpm”?
Makita rt701c still on original brushes
Roughed with 0.250 TAS/0.375 from Lakeshore Carbide. Went anywhere from a 0.125-0.250 Doc, 0.05 opt for lower docs, 0.02 for higher. Huuuuge stickouts for 3" internal depth parts, 1.8" but compensated for deflection. Trico Microdrop running 50/50 ethanol/water with a splash of synthetic added. MQL style
T6 6061
My 0.375s survive just fine at 3000sfm. Chipload and speed keep the heat out of the material. That means a 0.250 should be able to run 44ish thousand at 400+ipm if I can get more spindle power and get better with smooth CAM (road race spec miata style) , a 1.5kw 60krpm should be sufficient (gotta do maths).
If Datron can do it, I can do it
3 Likes

Do you program as conventional or climb mill? I didn’t see mentioned in previous posts.
Trying to dial my machine in and unsure if I chose the wrong path haha
I believe those were setup as climb and ordered bottom to top because I was using a 3 flute ball at 30,000.
When running a 060 bull I can run in both directions without finish issues. Bottom to top still recommended if possible.
It also really depends on how much axial/radial stock you left for finishing ops. If you can speed up travels then spiral and morph become usable with decent run times
One thing to be wary about is full tool engagement at the start of some of these toolpaths. Pick entry points and check simulations religiously
2 Likes