I hadn’t read that paper yet but I strive to apply Datrons style of machining to the shapeoko platform. It just makes sense. Thanks for those links!
I’ve actually been talking with Dann at Datron and he’s sending me a sample pack of their single flute flat and ball cutters! I’ll be pushing them as well and can’t wait! They should be very interesting on full depth adaptive and I expect beautiful wall finishes!
Also I’m currently running a secret sauce ethanol/synthetic/water coolant mix through the Trico Microdrop. Planning to cut the water down and up the ethanol mixture.
It’s my birthday tomorrow and i’m going to spend all day doing epic things on the s3 lol
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
42
That was most interesting, thanks for the links.
I’m no machinist, just read a bit. I’ve moved from using a Super PID to slow things down to a 30k router to speed things up. As I learned about speeds and feeds it became quite clear that, with the exception of large facing mills, our machines work really well at high to max rpm.
Yup - reducing spindle speed proportionally increases machine forces at any given MRR. It will also reduce achievable MRR because of the reduction of power available from the router.
I’m no engineer, just a Weldor with a passion for all things metal and a sucker for a good challenge. I’ll be designing a superlight Z with Generative Design on Fusion 360, maybe even a completely new x rail. Skys the limit.
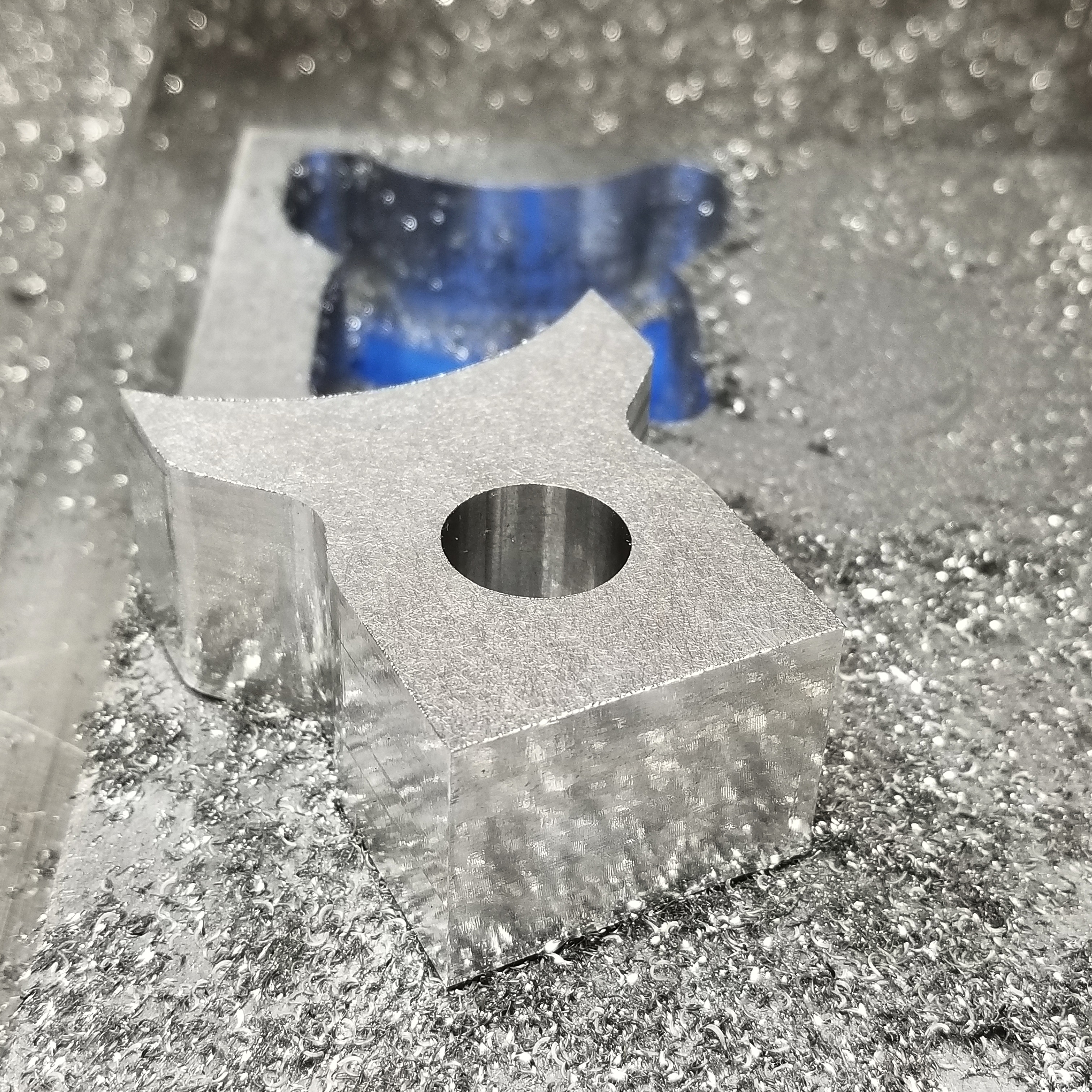
This spindle was designed primarily for high speed finishing work and not high MRRs or heavy adaptive. It took longer to dial in the optimum load to match the available torque than it did to machine. But that’s what it’s all about, once you understand how everything works, just about anything is possible.
Total machine time was 10 minutes I think.
I might bug Dann @ Datron to see how much for a spindle…he said he had a couple on the shelf.
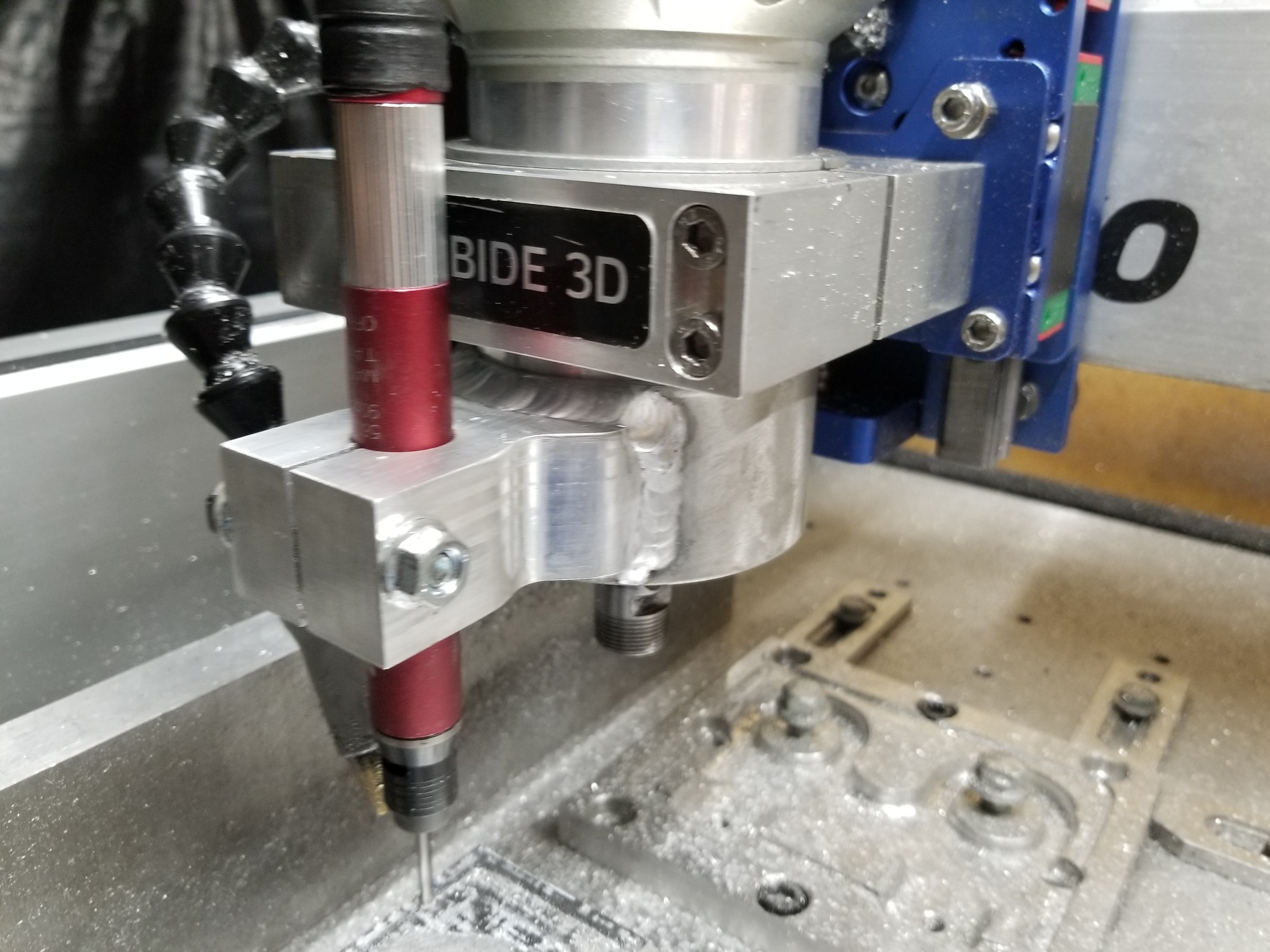
KISS method, little machine and melt. The Makita cast Al was decent to weld to, little had to be adjusted to deal with contamination or weld porosity. It was fun to keep alignment during the fabrication process. The billet mount machined beautifully! Wall finishes are some of the best I’ve had, not perfect but decent. Full width straight contour cut 1" deep with superglue and tape holding. Holding 2-3 thou tolerance no problem
This is a modular mount and I’m going live with insert #2 today. However that one isn’t meant for speed…but I cant say anything more. It’s a whole nother thread.
Griff
(Well crap, my hypometric precursor device is blown…)
49
Ok, now I understand, ha. Ha.
It looked like you had welded directly to the Makita case in the original pics. I thought you must be really committed to the corded router. Or, I wasn’t seeing what I thought I saw.
It does totally look like it’s welded solid huh, lol. Naw, I reached the tq limit of the Makita and really want to push some 0.250s to 45,000rpm. Modifying that clamp was the easiest and least invasive way to prove the concept. That mount also fits the brushless btw and keeps the gear micro adjuster which I thought was cool.
@cgallery yes sir, been fabricating for 18 years now, cnc machining for 1. They go together like turbos and ethanol fuel! This new project will blend those lines even more and I’m very excited to embark on this path.
Learning is what it’s all about. Finding true limits and problem solving. Going past “good enough” and hopefully creating a spark of inspiration in others. I’m definitely not among the smartest of members on this forum, hell, I don’t even have a degree
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
52
I’m sure you know, smart and degree quite often are mutually exclusive…
I’ll take experience, curiousity, and passion over people with degrees - particularly now. Its a new world - the information is all out there for those just willing to spend the time and effort.
I probably shouldn’t respond to this, but too much wine with dinner tonight so…
“Smart” people would likely recognize that It’s mostly engineers with (and without) degrees that have the knowledge and skills necessary to design, build, and understand almost everything that those without those capabilities/motivations take for granted.
I’ve learned a lot from these threads and have attempted to reciprocate by sharing my 40+ years of knowledge and engineering experience as well as likely way too much subject specific thinking/analysis. But, if that makes you/others uncomfortable - I’ll stop posting/sharing
Engineers are constantly over complicating things. Besides that he wasn’t even talking to you, don’t be so sensitive.
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
56
Chill out brother, that wasn’t directed at you, or anyone in particular on this forum.
Just an observation based on 30 plus years worth of mingling with a worldwide collection of scientists and engineers working to commercialize compound semiconductors. Some truly smart, some just thought they were. Most all with multiple degrees.
I appreciate every post you’ve made, sometimes my interests do not parallel yours is all. Pragmatism on my part I suppose.
Ok. Why do we need stronger motors??? I machined another part at 30krpm and 250 ipm and the shapeoko didn’t even break a sweat. Seems like it’s more limited with spindle power once ridgity upgrades are made.
Let’s have some fun…300ipm and 1000 accels??
Has anyone even gone this far with actual cutting??? Has anyone had belts skip due to cutting force?
On the one hand, it’s fundamentally the same: Arduino running Grbl, belt-driven hobby CNC, on the other hand, it’s remarkably more capable. The really wild thing is, the Nomad, which seems so tiny, has roughly the same working area (8" x 8" x 3") as the original SO1 (8" x 8" x 3.5").


 and keeps the gear micro adjuster which I thought was cool.
and keeps the gear micro adjuster which I thought was cool.