Is there a way to control rpm and spindle on/off on a VFD with the newer v2.4 motion board directly? I have read some stuff on the forum about some people needing a separate driver circuit?!
No need for separate driver. I assume you are using GRBL 1… You need to hook these pins into the VFD
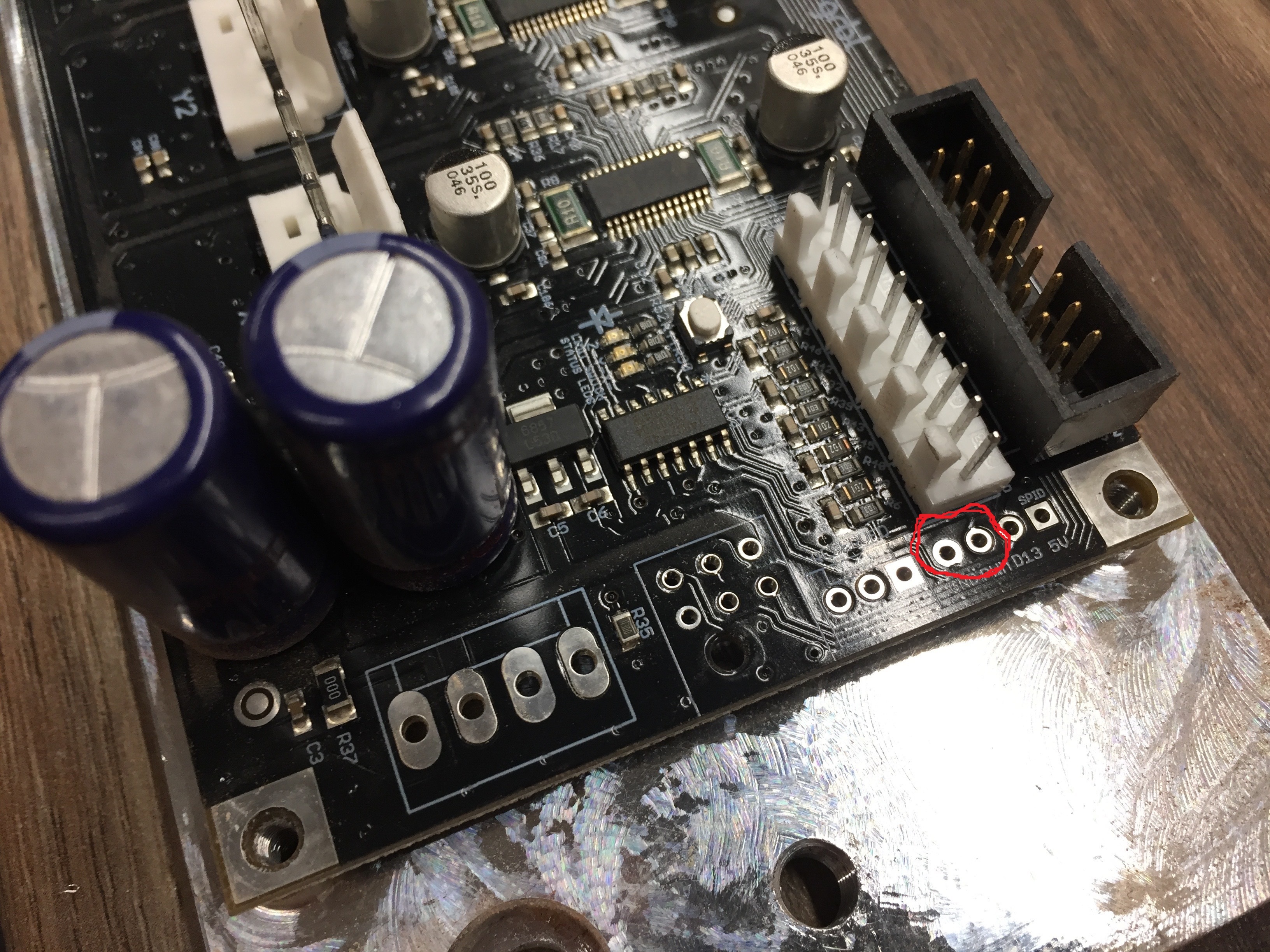
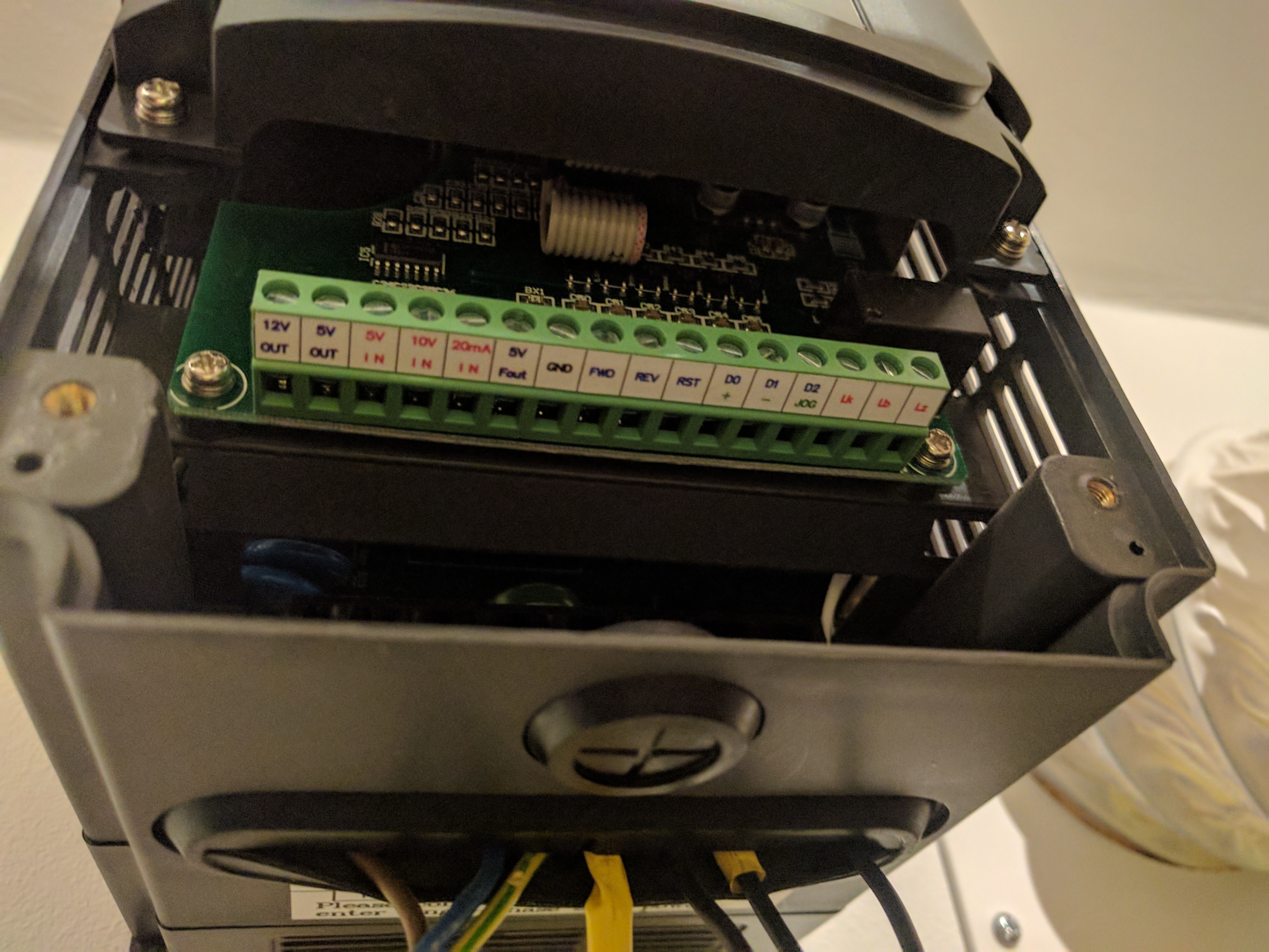
GND on board to ACM on my VFD and PWM to V1
1 Like
Thanks!
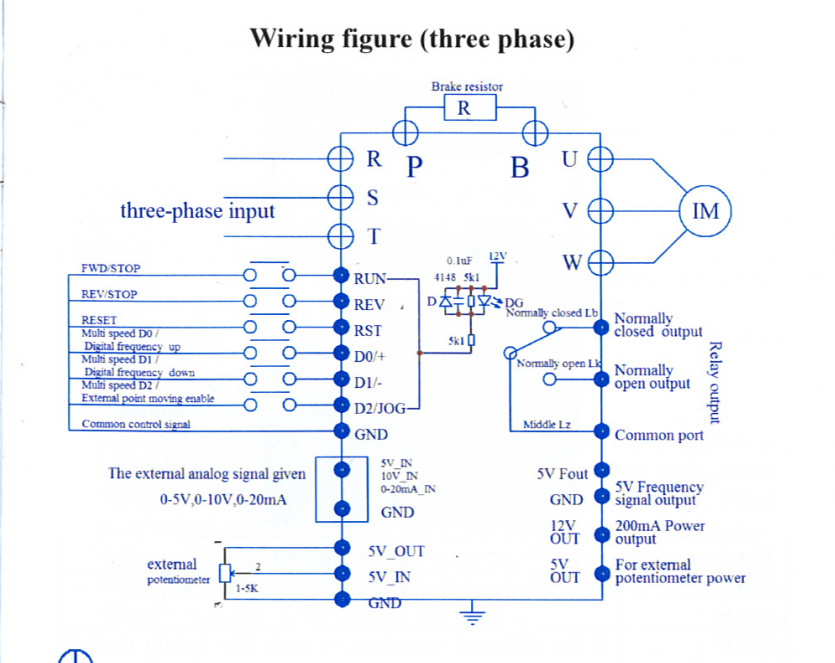
yeh I think this is the same for me. Can you start and stop your spindle with these connections? My VFD has a pin for FWRD/Stop that needs to be shorted to ground to start and stop my spindle I think?!
The d13 pin is for Spindle enable, however you will need to recompile GRBL to get it to work properly with M5 command for Spindle stop the CM version of GRBL you need to issue an M4 command to stop the Spindle.
Haven’t had a chance to recompile it yet for my Super PID, will try it over Labor Day weekend.
Well… yes but I need to start the spindle initially and then C.M will turn it on/off. It is a little odd and honestly I have not had much of a chance to mess with it before my Z-belt broke. All back together and will be running it more later today. There is no recompile necessary, perhaps with a Super PID but not with the VFD.
oh so the first time you run the VFD you have to manually do it and then CM can do it after?
Do you just connect d13 directly to the forward pin of the VFD?
I DO NOT have pin D13 hooked up to anything. I have gnd and pwm hooked up to VFD ACM(gnd) and V1.
On the VFD I have pd0001 set at 0 and PD002 set at 1. After I power on CM I send a M3s10000 code from mdi
and then Ipower up my VFD and have to press the green start button. At that point my spindle powers on and I have complete control from C.M i.e m5 stops spindle and m3s***** controls speed.
I use Vcarve pro and in the tool library what ever speed I have set on the tool there gets sent to C.M with my gcode and that is what the tool runs at.
You also need to change $30=YOUR SPINDLES MAX RPM mine was 24000rpm.
2 Likes
Thank you for clearing that up with me! Going to try this tomorrow!
2 Likes
little video
2 Likes