I wanted to do one of the Vectric free projects: wooden peg box
Bought a 1-7/8" chunk of mahogany because it calls for 1-3/4 stock for the bowl part. However having really struggled to cut a bowl out of 1.5" birch I can’t figure how in the world I would get it to work on a S3. I have that Winston Moy wasteboard which eats up 3/4" of my Z but even if I remove it for the project I’m not sure I have enough Z travel to pull it off.
Interesting in folks limits and/or strategies for working with the small Z travel of the S3
You can position the router at different locations in the spindle holder potentially. Just means splitting up the job. Like mill down an inch, stop it, lower the router and re-zero the Z axis, then continue the job.
So I am going to try this today but I have a few concerns. Obviously there is the bit issue–the cutting depth on most bits isn’t very deep. But I kept running into the safe travel limit too–if I got the bit too close during set-up it would gouge the material on entry. At the very least I have to be careful of the travel and entry setup in Vcarve.
Yes, the flute length is generally pretty short, and you’re limited to the depth of the tool for ultimate depth, but you don’t cut it all at once Because of clearance with the router, I’ve had to set up two toolpaths so I could reposition the tool (started with it as deep in the collect as I could, then finished with it extended about as far as made sense) and that worked ok.
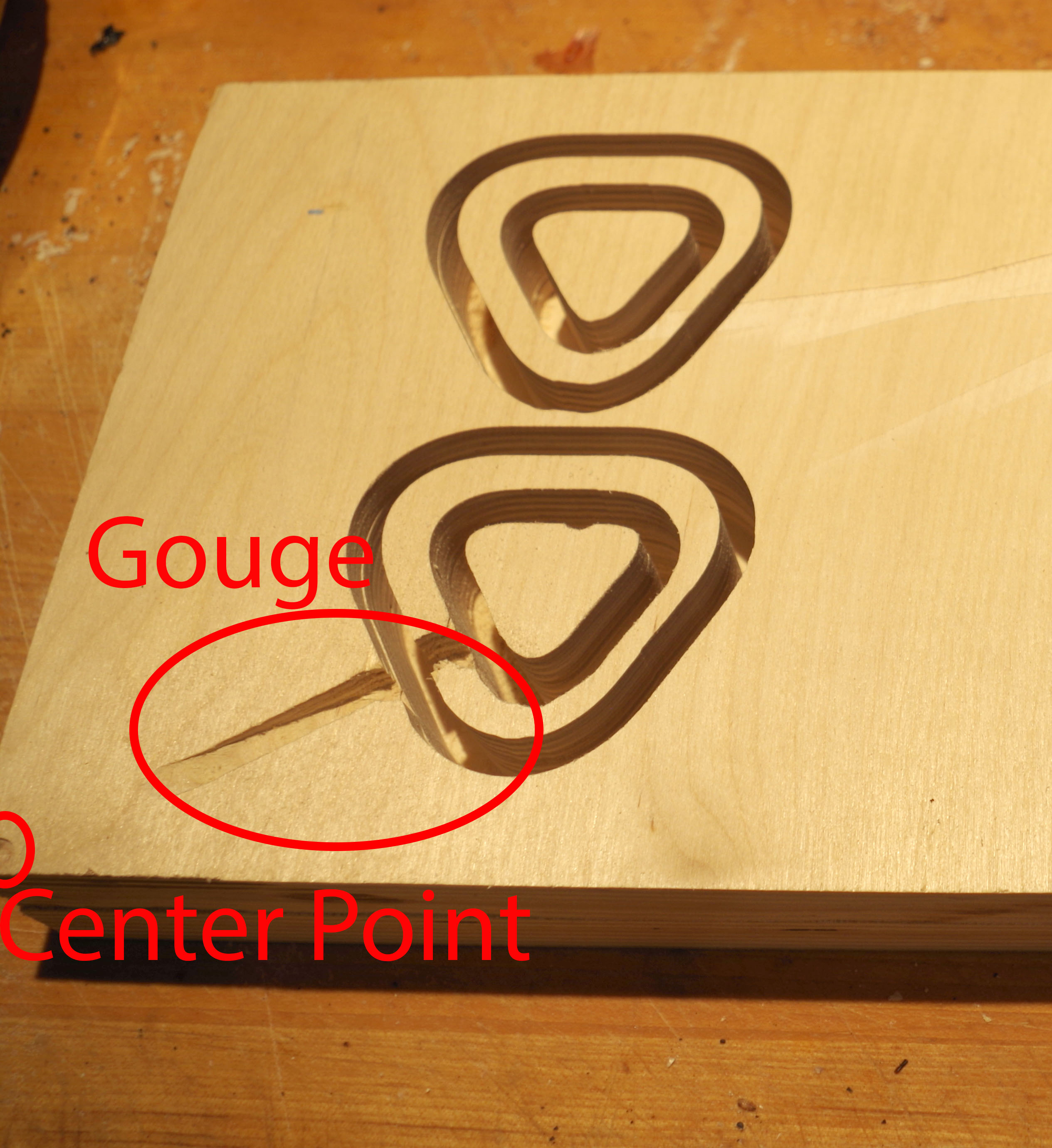
Another problem that I keep hitting is that the toolpath from vcarve does something weird that is a serious problem if you start with the tool close to the material surface. Every time clearance is tight the tool ramps into the first cut and ruins the stock. After that the insertions are all 90 deg. but the first cut pretty much ruins it. I have a request into vectric to try to figure out what is going on
The gcode looks ok. That “gouge” is from a travel move to Z0.1969 (inches), then it plunges to -0.125".
The very first move is to Z0.7874 inches (20mm) before that.
How are you zeroing the Z?
Are you really cutting an inch deep?
What sender are you using?
Your file sends the commands to go to 0.7874", then it drops to 0.1969" while moving to the first XY plunge. That is all above your Z0. There is nothing in the code sent to the machine that would cause it to drag through your stock like that.
XY zero, yes. But what about Z?
My first instinct is that your work zero (Z) is not set correctly. After that, I’d look at configuration (steps/mm), and then mechanical (loose Z pulley, loose collet, etc). Grbl wouldn’t have anything to do with that either.
Is it possible you have your WCS zero somewhere other than the top of your workpiece in the vectric software?(I’ve never used it)
I’ve had this happen when my retract height was higher than the top of my physical Z max. What would happen is on the first retract the router would come up, hit the top of travel and the belt would slip a couple teeth, after that Z zero is pretty much lost and the machine did exactly what you show and destroy my project. I would think the homing switch would tell the machine “no go”, but it’s a “homing” switch, not a true “limit” switch. I looked through my VCarve project and saw where I had the retract height set at 0.8" and realized that it was beyond the machine boundary. Reset retract height to like 0.2" and the program ran fine from there. Just something to look at that’s not all that obvious, but your picture looks exactly like my wasted piece of wood looked, and it was also while doing a very thick piece of wood.
You may be right. Pretty sure I heard it hit the the top and the limit switch doesn’t stop it. We’ll see what the Vectric folks say. They tend to be pretty good.
20mm is 3/4". I haven’t looked at the project, but with our machines that’s about 1/4 of the full travel. Since the topic is basically about cutting thick stuff, I am assuming that with any sort of supplemental wasteboard, plus a pretty thick chunk of wood, we will use as much travel as the machine allows, and in my case at least it was more than allowed with the same destroyed chunk of wood. I have 3/4" MDF on top of my machine for a wasteboard, then the project I was cutting was 2 1/4"…retract height smacked me into the limits. Just changing the retract height (and doing an air cut test) I was able to make my cut, albeit I did a 2 sided cut because I had no really long LOC bits. I also raised my router up pretty high in the mount.
Yes I think you are right on the money…but how to change the retract height?
I don’t see any way to control retract height that directly in Vcarve. Did you hand edit the file? Is that a GRBL parameter?
I am pretty sure that I made sure that it traveled only a few mm above the surface it would work fine. I am using superglue hold-down so nothing is in the way.
Unfortnately Vetric has not been helpful in this case–just blamed “my machine.”
 Because of clearance with the router, I’ve had to set up two toolpaths so I could reposition the tool (started with it as deep in the collect as I could, then finished with it extended about as far as made sense) and that worked ok.
Because of clearance with the router, I’ve had to set up two toolpaths so I could reposition the tool (started with it as deep in the collect as I could, then finished with it extended about as far as made sense) and that worked ok.