This is going to come in a number of parts as there are a lot of details involved.
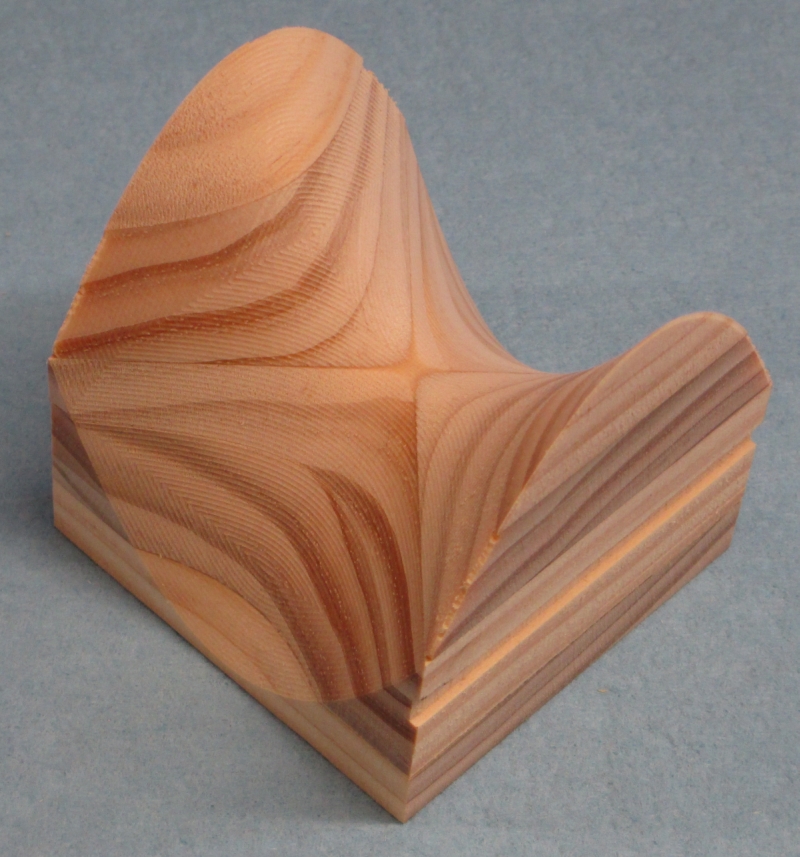
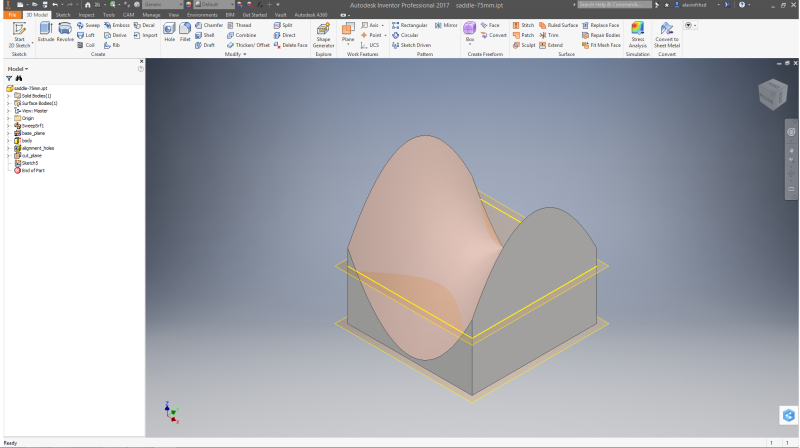
First, the reason: I needed to make some pars that are too large for the Nomad in the Z orientation. These are not mission critical for a NASA launch level parts, but they are to roughly 0.05mm (50 micron) for most dimensions. They will be done in aluminum, but for the proposes here, I went with an abstract form (hyperbolic paraboloid: F(x,y)=(x^2-y^2)*37.5mm, -1<=x<=1, -1<=y<=1) for practice, and ran it in wood for speed. And because it will be pretty. I ran it once for debugging, and a second time to demo for a student, so documented for y’all as well.
The starting point: Though the machine has about 85mm clearance between the bottom of the Z carriage and the baseplate, about 70mm between the top of the table and the bottom of the Z carriage, and about 90mm of Z travel, it is generally not practical to work a piece taller than about 50mm, especially if the machining will be full thickness. Tool clearance and extension, and spindle clearance become issues fast, even if the material is cleared by the Z carriage. This example is for a part that finishes to 77mm in Z (and 75X75 in x-y) In planning, I constrained to maximum tool extension for a 1/8" (3.175mm) diameter tool at 30mm, which is roughly 10D, which is pretty long and about the practical limit, even for a small carbide tool in a good collet.
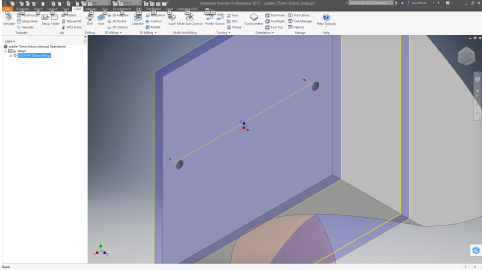
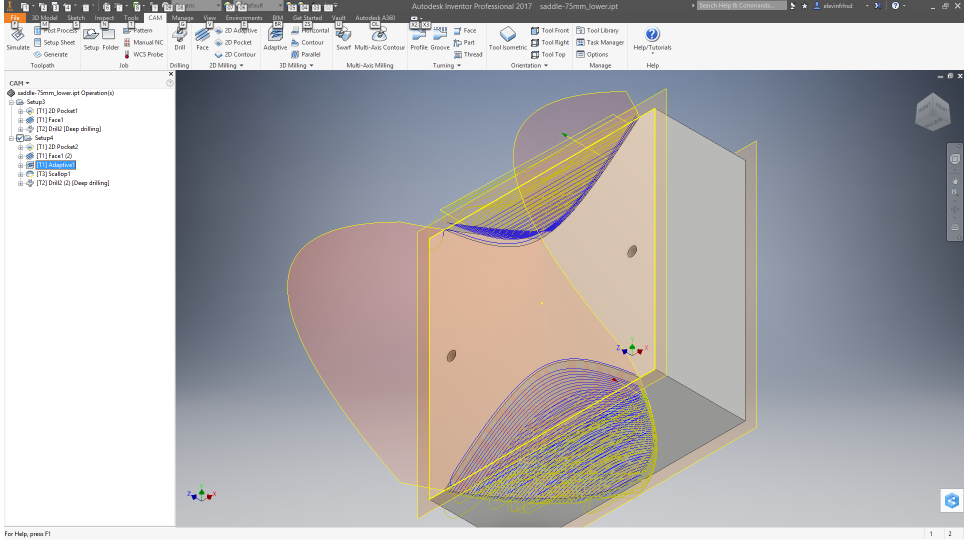
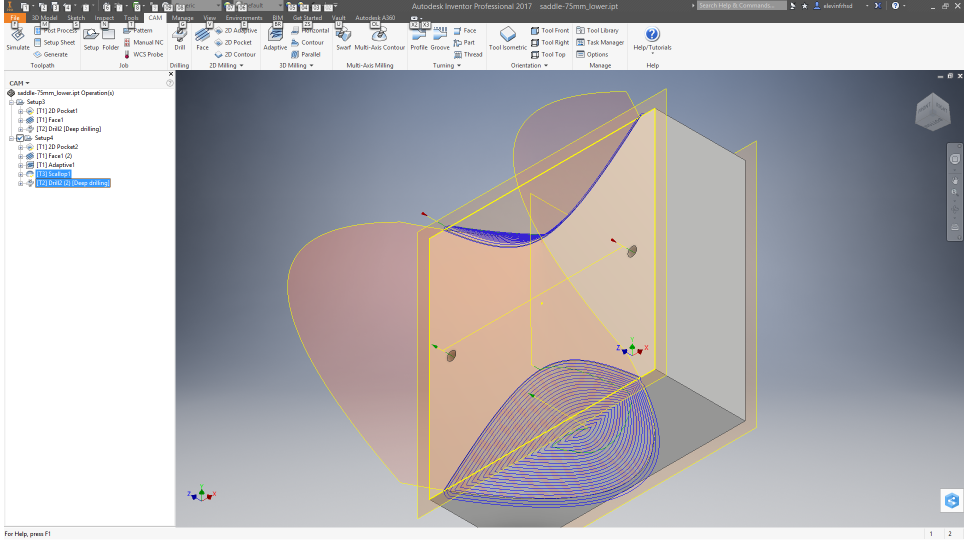
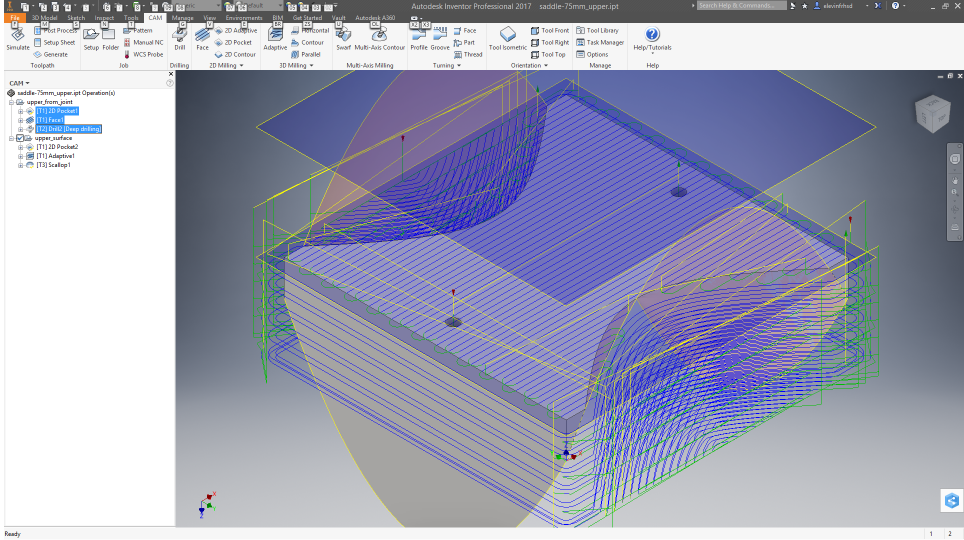
The model was done in Inventor (the real parts will be worked in Inventor and AutoCAD):
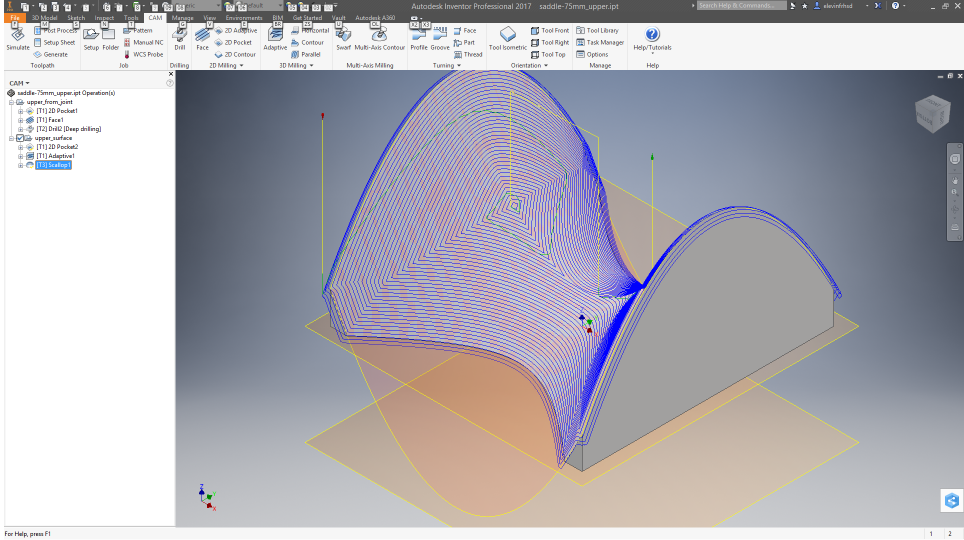
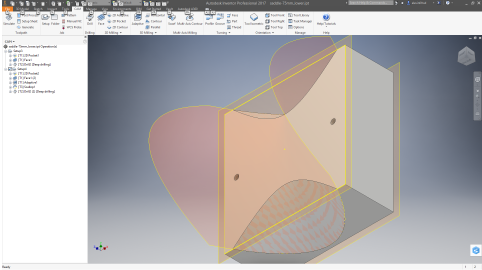
The entire Z range is used for finish surfaces. There isn’t clearance in some places for the collet nut if the tool is held short enough to get to the top, so precise tool repositioning would be needed mid job, and there would be no guarantee that the tool wouldn’t be dragged through the part during a homing or probe cycle. That is presuming that the stock was taped directly to the stock table plate so that the Z carriage would clear it (by a couple mm).
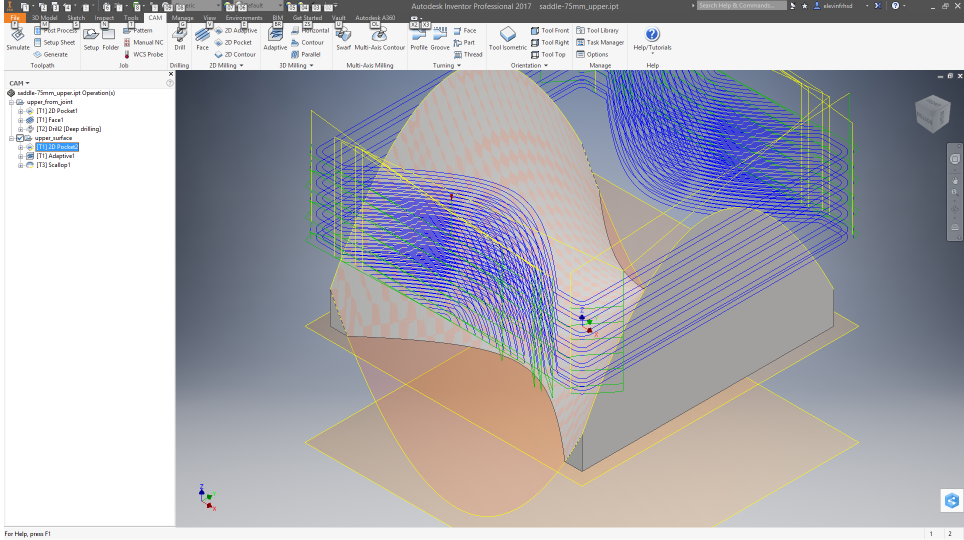
So I split the model into two parts. The plane just under half way up is the cut plane.
The position was selected so that the upper part would have enough material tying it together. If the cutting plane was at mid-Z, then the upper part would not have significant material to hold it together, and the job would be more complex, but be done using the same techniques.
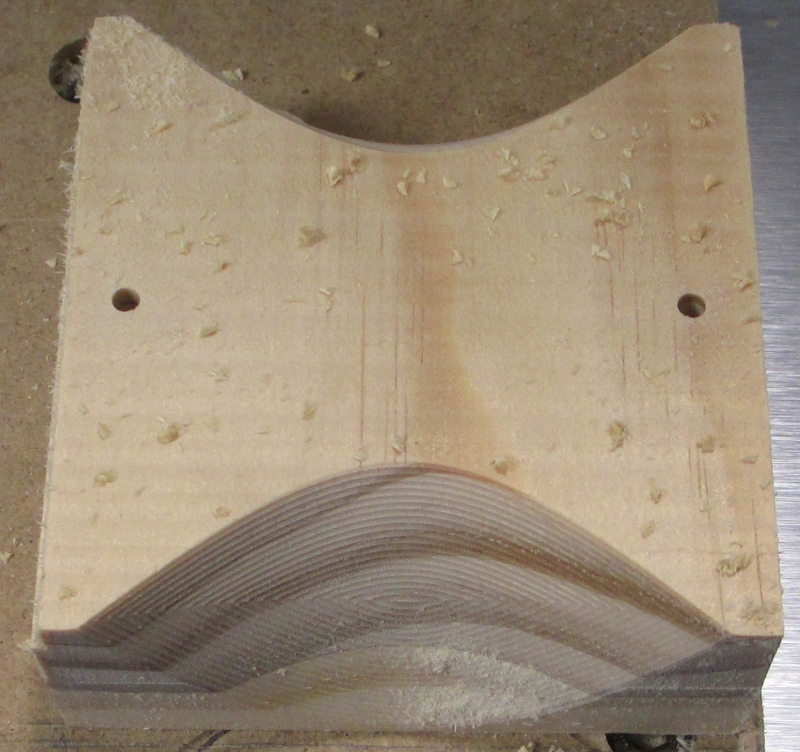
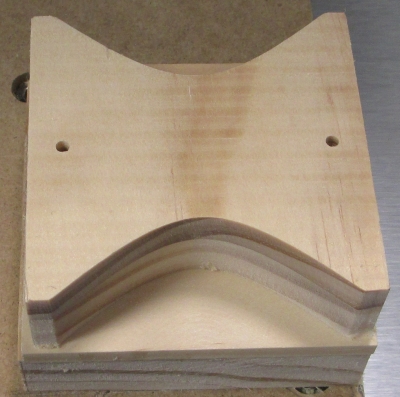
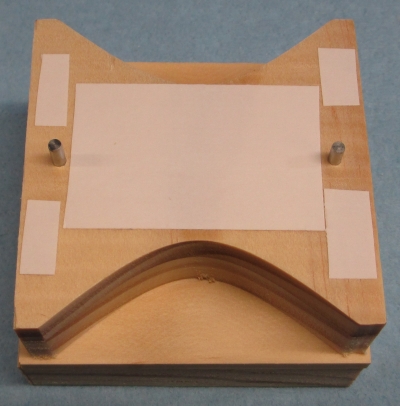
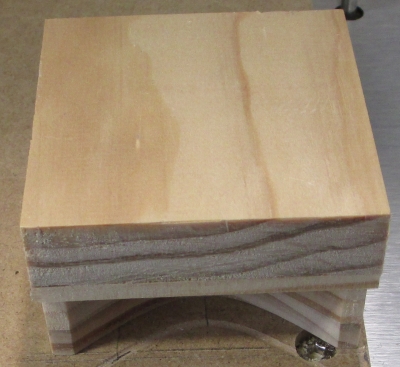
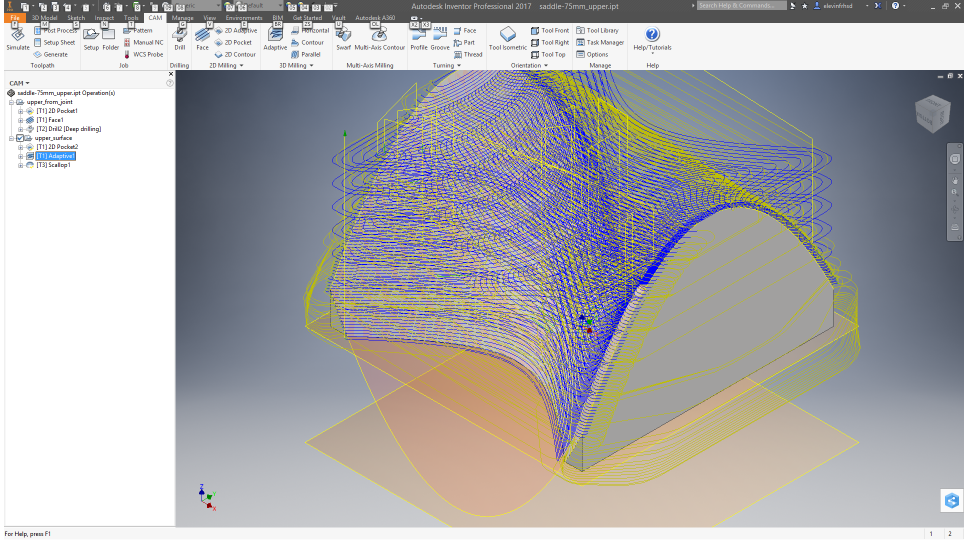
This led to two parts to machine:
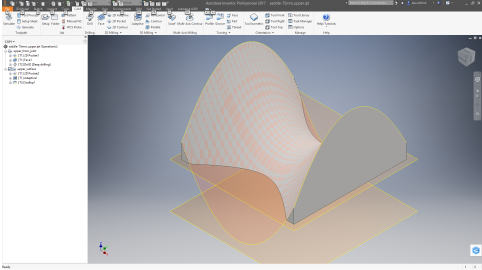
The split was done by deriving two models, one for the upper and one for the lower. The holes visible in the lower part were in the original model, run from the bottom until they nearly broke the top surface. This insures alignment, and they are used both for machining and for assembly.