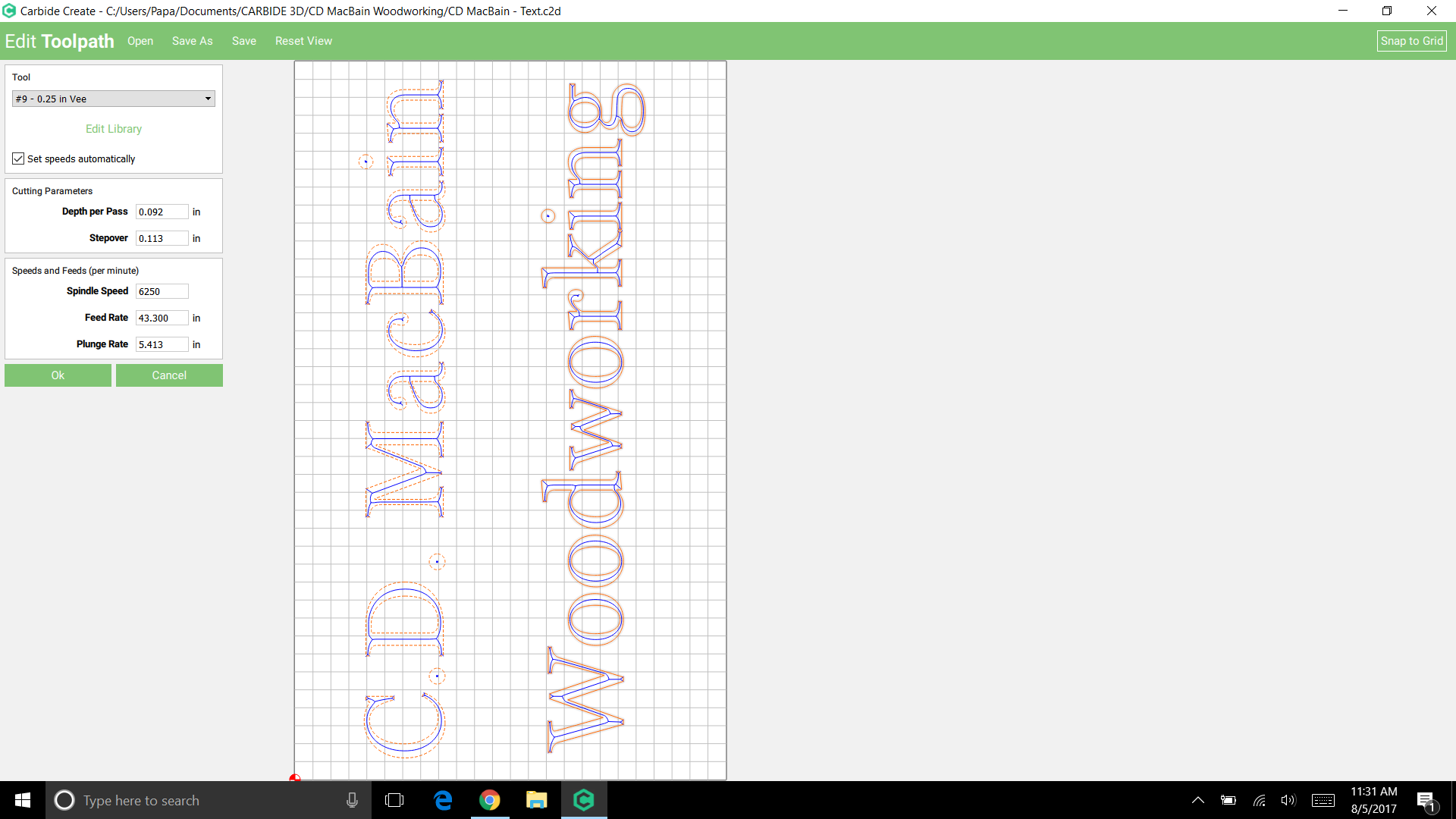
Using Georgia - Regular font to v-carve some text, the SO3 is like:
Put a dot here.
Go to far side of project and put a dot.
Go back to beginning and cut half of a letter.
Go back to the far side and put another dot.
Come back to the first letter, skip it and put half of a second letter. Do’t worry first-half-letter, I’ll come back to you in about 3,000 gcode lines.
There’s a blank spot over there, ima go put a micro-dot there.
Go to the middle, begin cycle again.
Humorous, maybe. Sarcastic, sorry. It seems extremely inefficient handling the text turning a 3 minute job into 20-30 minutes. I’ll have to see how other fonts are handled, but slowly accepting my fate of watching my drunk SO3 work all over the project.
Generally found that the cutting works top down, left to right. Which means with text like…
LoLoL
It will work on the L’s first since they have operations closer to the top of the workspace. When you combine that with vcarving where each letter is broken down into numerous smaller operations, you end up with the effect you describe.
It would be nice to see in future versions a system where once the machine selects a node to work on, it completes all connected nodes before looking for another candidate node. That should be entirely safe on V-carving at least.
I have found it’s started completing holes I try to drill in a single operation (series of pecks) instead of drilling all holes in the same operation to the first DOC, then the second, and so on. Yeah a lot of wasted time doing repeated moves.
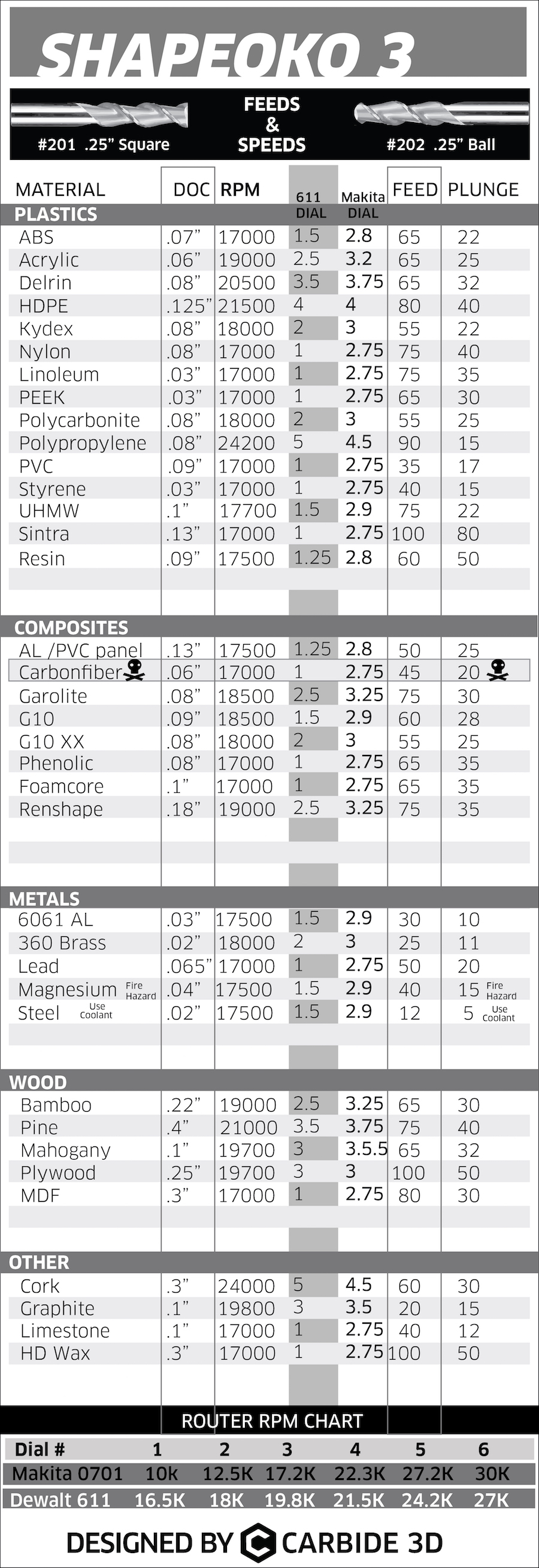
I suspect this is caused by a very low depth per pass — please note that the settings in Carbide Create are better for the Nomad — for the Shapeoko 3, you’ll get much faster cutting and higher material removal rates if you use the official charts:
The official charts would get used more if they included more than just the .25" bits He’s vcarving. And if he’s v-carving with a .25" straight or ball nose bit then he’s on his own.
I see what you mean by depth per pass. If I increased that significantly it would probably speed up everything? The serifs of the fonts were tiny cuts, but the lettering was initially a deep pass with several contouring passes. I accepted the “automatic settings” but should learn to change those for more efficient cutting.
This is a long way around too, but i think you can assign a toolpath to each letter individually, then combine toolpaths in the end, as long as it’s the same tool.?
I initially did that when Playbill font lettering was too close - I made a separate toolpath for each letter, then configured each toolpath individually. That was the long way, and I just discovered a much shorter way:
By group-selecting vectors (like group selecting all the individual letters) you can then create one toolpath for them all. Of course I didn’t realize this already established function until later.
Please note however that selecting disparate paths and then assigning a single toolpath operation to them will result in an inefficient toolpath which cuts one layer in the first, moves on to the successive paths to cut their layers, then returns to the original to repeat the process for each layer.
Hi Will, By layer, are you refering to DOC?
For my lettering since I use the engrave command, I draw my fonts my way. I get an absolute personal lettering style. Eventually I’ll have an alphabet. With the Vee bit I do a single 1 mm DOC so each letter cuts and than on to the next one. I draw the fonts in sketchup using the 3 point arc command, takes a while but I’m always in a “hurry”??? Using the vee bit with the v carve command Estlcam does the lettering and than goes back to add the sloped ends so I mostly use engrave.
Jude
That may explain what happened as that’s exactly how it behaved. It did a bunch of dots first, cut various things, then cut serifs on different letters. If that’s the case then I would need to have each letter be an individual toolpath. More initial setup, but drastically reduced milling time.
 He’s vcarving. And if he’s v-carving with a .25" straight or ball nose bit then he’s on his own.
He’s vcarving. And if he’s v-carving with a .25" straight or ball nose bit then he’s on his own.