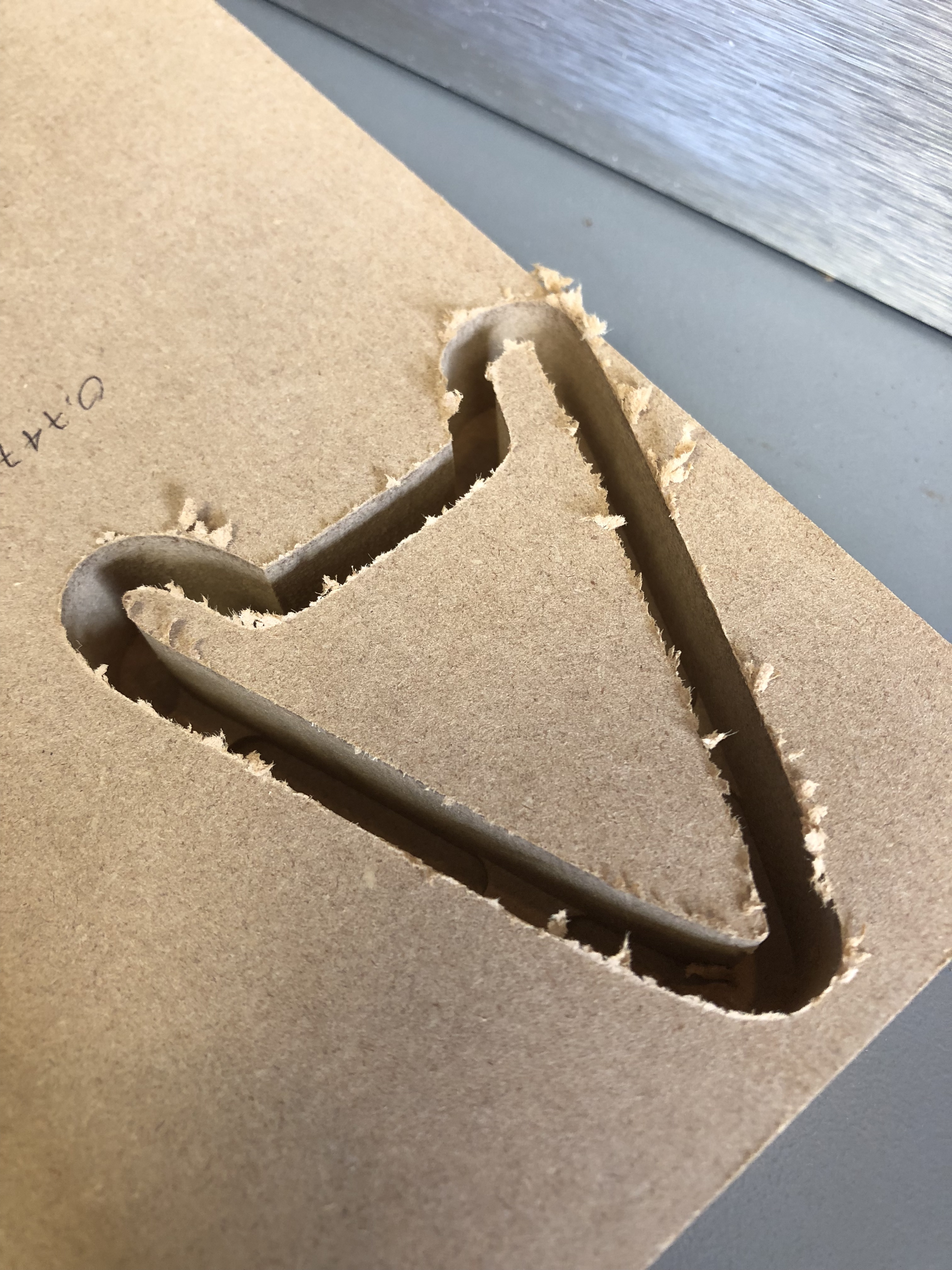
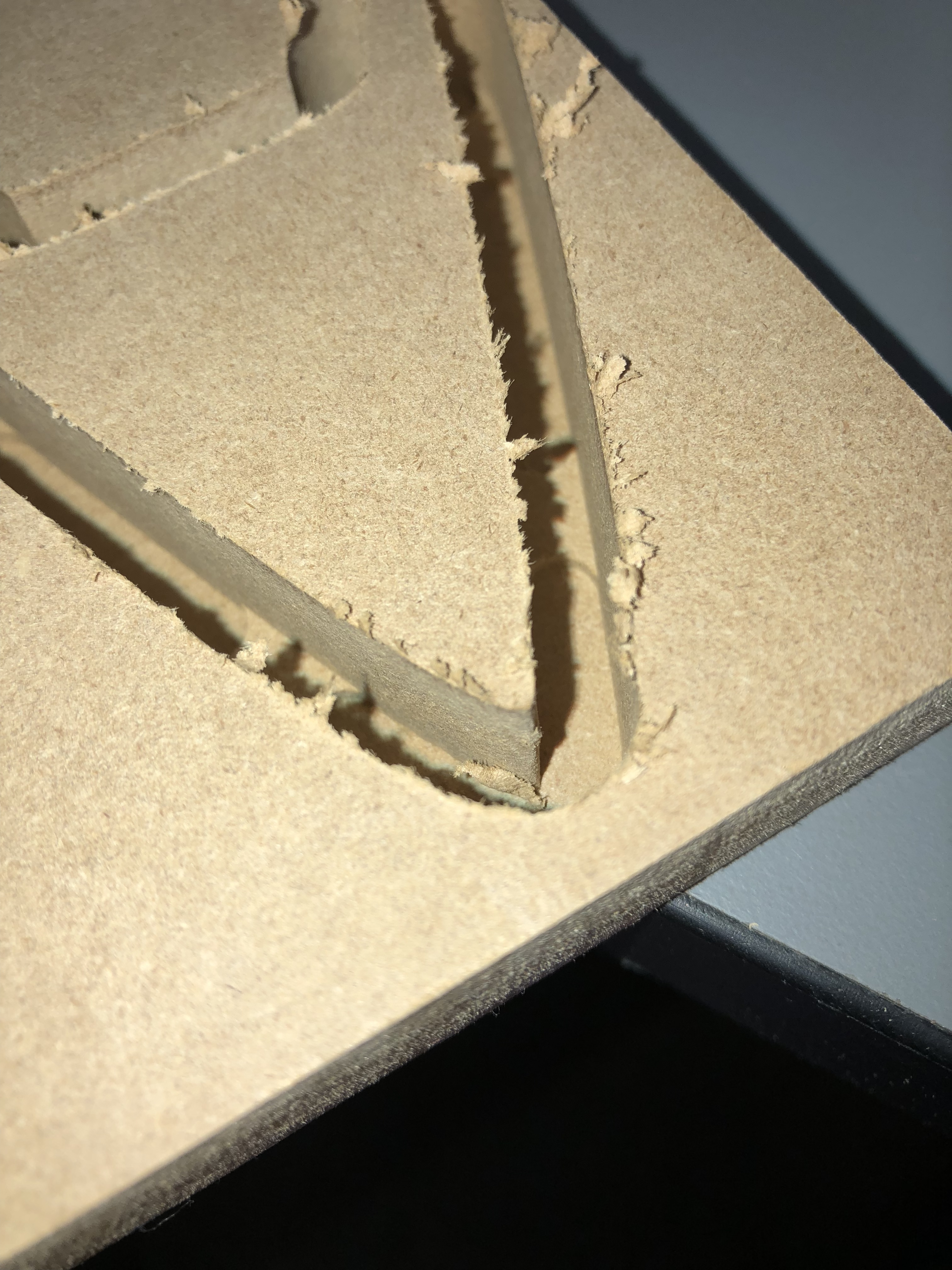
I’m cutting 3/4” MDF with 1/4” 3 flute down-cutting square end mill. DOC 0.017” RPM 3000 Feed 56 and Plunge 18. Using carpet tape as work holding. With 1 or 2 passes left, the endmill got caught at the peak of the letter “A” I was cutting. It stops the spindle from spinning and the carriage gets stuck. I’ve had this issue a few times now and it keeps happening during the last few passes. Any ideas what might be the problem? I slowed down the rpm and feed rates by 25% from recommended speeds and feeds for MDF.
Slotting is hard, and it’s all too easy for a slot to get filled with MDF chips which expand after cutting.
Add geometry and cut it as a pocket in two passes — may want to consider a 3rd bit of geometry which allows a finishing pass.
1 Like
Yup. Slotting is hard. I will note that you are running at over 0.15mm (0.006") chip. This is pretty heavy, especially with a 1/4" bit. I would bring it up to 5000 or so (bring the chips down to 0.1mm (0.004") and keep the original feed.
In addition, a finish pass is a good idea, as the MDF can leave ‘fuzz’. I would probably widen the slot a little and add about 1/2 degree taper to the walls, so that the cutting edges are not rubbing the previously cut material and to make it a little easier for chips to get out. It will add time, but not as much as starting over.
When plowing a slot on a machine without forced coolant (fluid, air) to flush chips, I tend to follow the cutter with a high velocity vacuum to get the chips out. I Do my best to avoid slotting cuts alltogether, but it isn’t always possible.
Another option is run the job with a smaller cutter to reduce chip volume on each pass and get more from the toque available.
1 Like
Using a downcut spiral bit in any wood is difficult for a deep slot without good chip removal from the slot. Using one in MDF is asking for trouble. There is almost no way to keep the dust from packing in the slot. If you are worried about the surface cut, use a downcut bit for the first .125 inch and then switch to an upcut. That way at the bottom of the cut, you wont be packing the slot. The upcut bit will bring the dust up out of the slot and your vacuum will work or it will be deposited more on the outside of the slot.
2 Likes
Whoops. I totally missed that the bit is downcut.
What Stacy Boncheff said: It won’t clear chips and will pack the flutes. Not good for deep slotting.
1 Like
How long are the flutes on your 1/4" endmill? Longer than the deepest cut? If not, you could be rubbing the shaft of the cutter against the site of the slot, which can cause problems. As the others say, downcut is going to cause you all sorts of problems here - this is the wrong place for downcut.
1 Like
Thanks everyone for the comments! I wish I had an uncut bit! Since I don’t, adding geometry and pocketing did the trick. Doing so allows enough room for the chips so they don’t get in the way. I used suction every 5-6 passes to help keep them clear. Thanks again!
3 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.