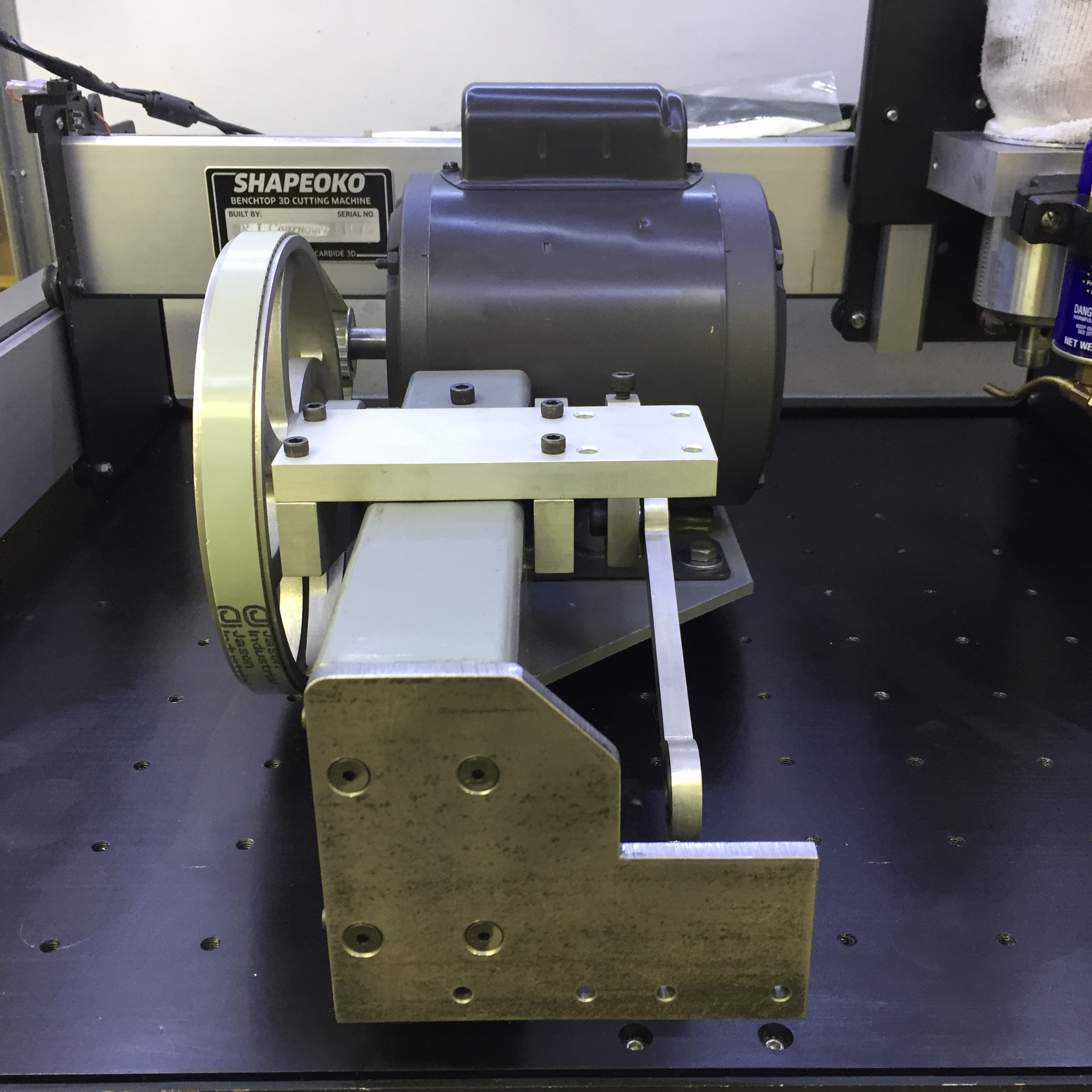
Project update: Power unit is complete (less the guards and handle). All the aluminum parts are home brew anodized Now on to the support rails, cutting arm, the vise and the electrical stuff… auto shutoff, relays, etc…as he scratches his head.


4 Likes