Also, just for comparison, how long do you think it would take to mill one out of wood and/or plastic on an S03?
1 Like
I would estimate: Wood = 1/10 the time
About an hour on a high end 4-axis mill.
Well thanks for all the information and sharing, this thread is a real eye opener to the possibilities.
I do look forward to seeing progress.
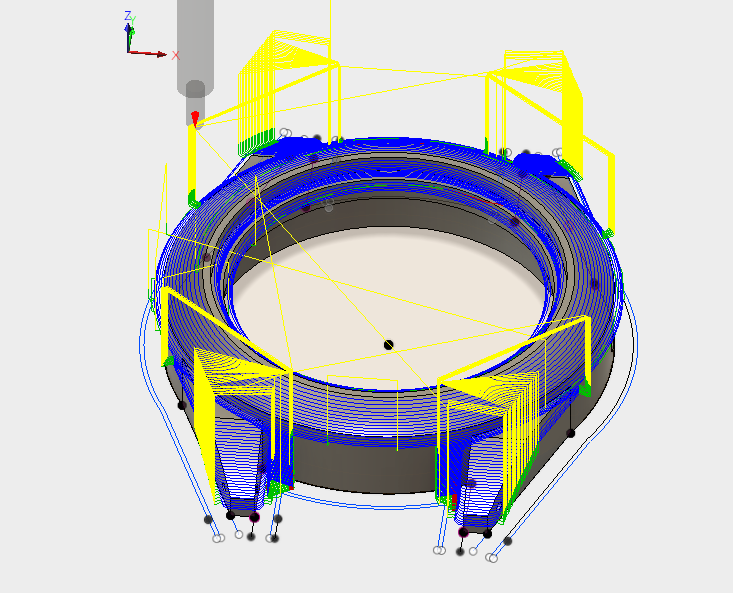
Today was a slow day since I didn’t have any programs to run this morning. I did the CAM work on the front (top) side then went into the shop.
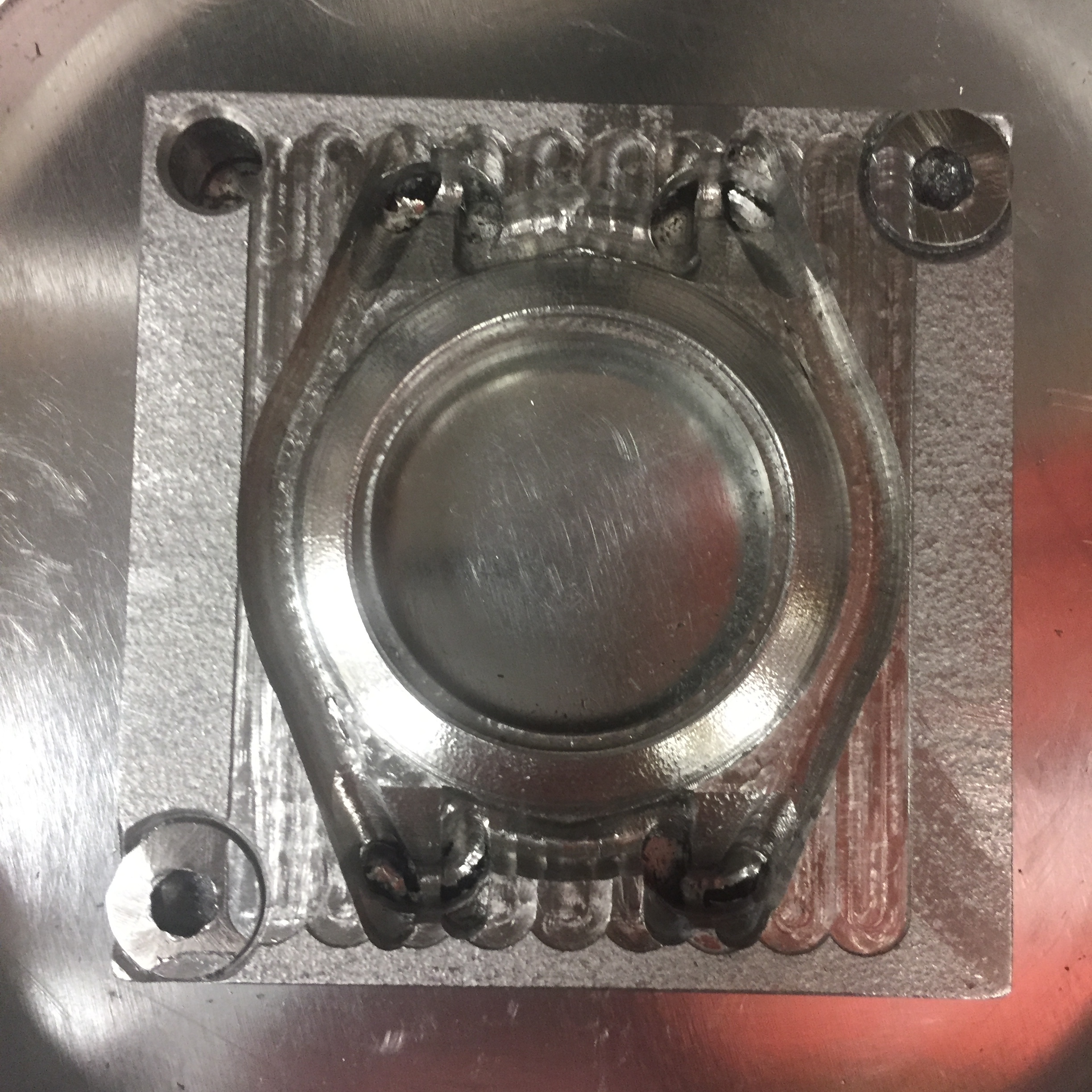
Then I flipped the part over and indicated it in (parallel to my X). Then I faced the top leaving it 0.005 heavy (Allow material for the 3D milling), then I bored for the Saphire Crystal and dry fit into the case (You can see the light reflecting off of it in the photo:)
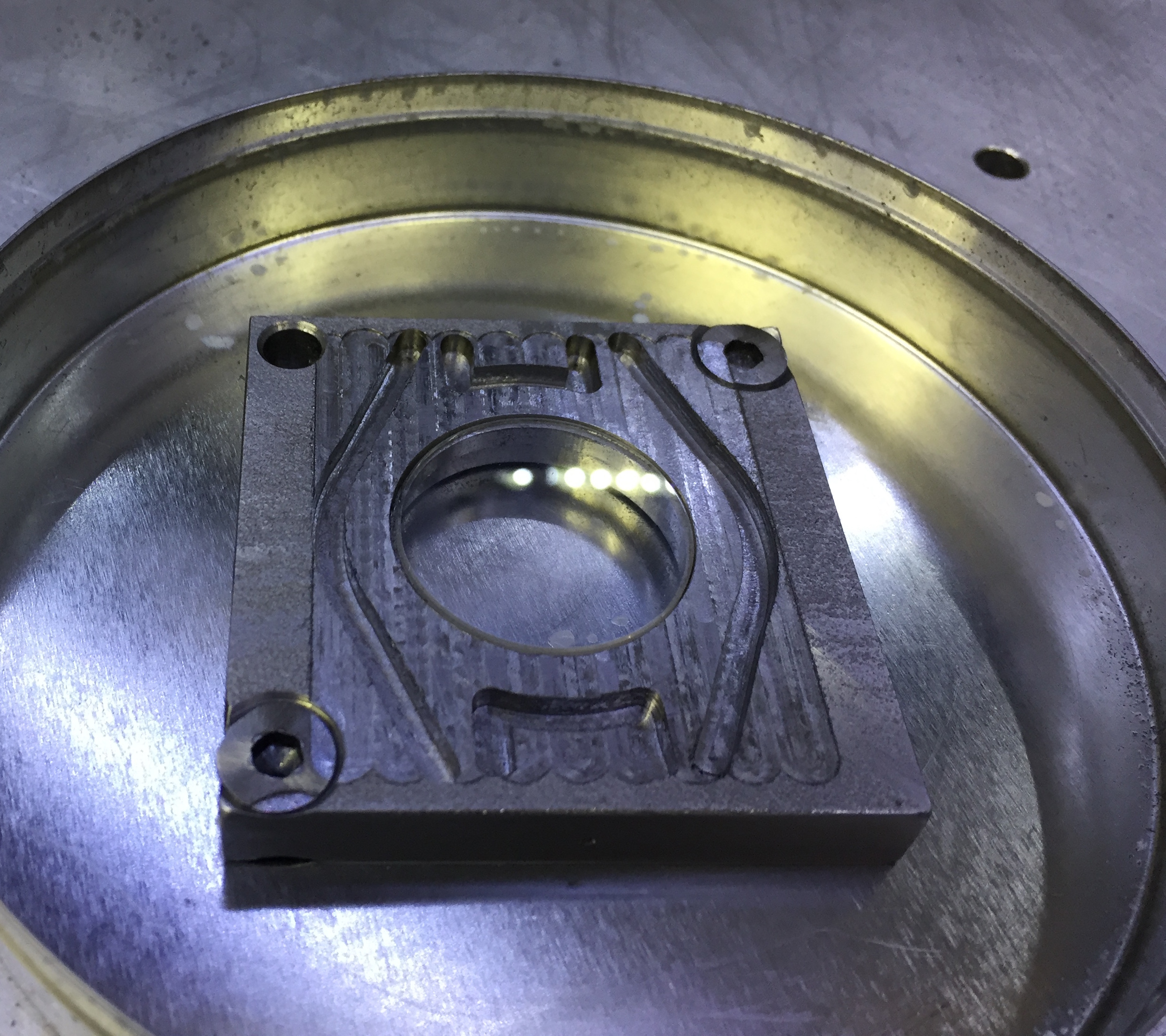
Then while the OD was being roughed out (This will provide tool clearance for the 1/16 and 1/32 ball end mills during the 3D milling of the top), I made a bushing for the 1.2mm x 0.25 mm (pitch) tap. I can’t even see the threads…it’s SO tiny. Penny for scale:

I should start on the 3D machining later Thursday or Friday morning. PS I am still using the SAME 1/8 2-flute coated end mill that I started with (and it was a used end mill)!
7 Likes
Started on the Watch Top 3D Contour this afternoon. The finish isn’t what I was hoping for, but then again, it was a 90 cent 1/8 ball end mill.

Tomorrow, the Lugs!
3 Likes
I think it is so neat I’d be tempted not to sand/bead blast it, but wear it as-is.
4 Likes
Agreed I like the machine finish as well. Maybe it’s the photo but it almost looks hammered,…with very tiny hammers. Cool stuff!!
Dan
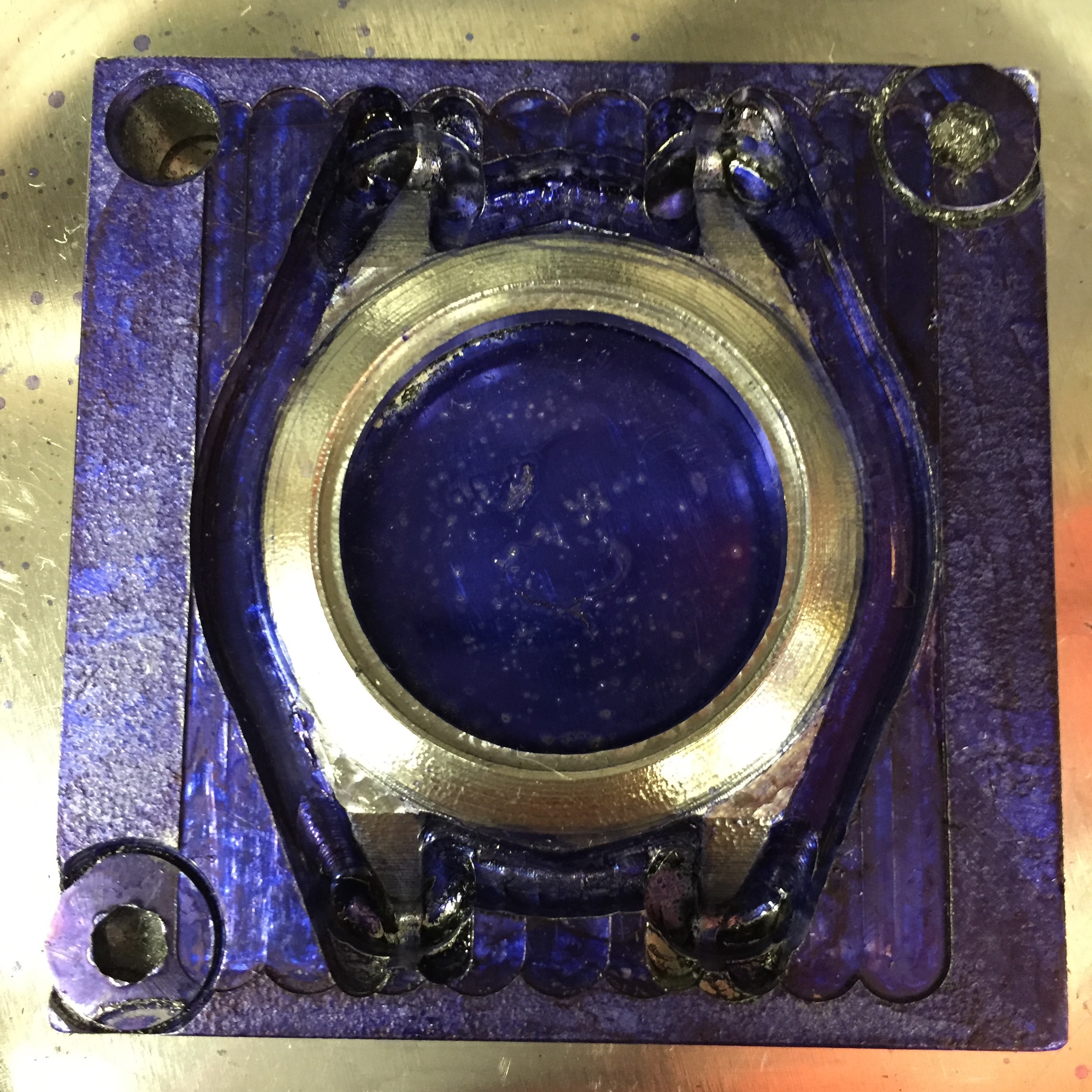
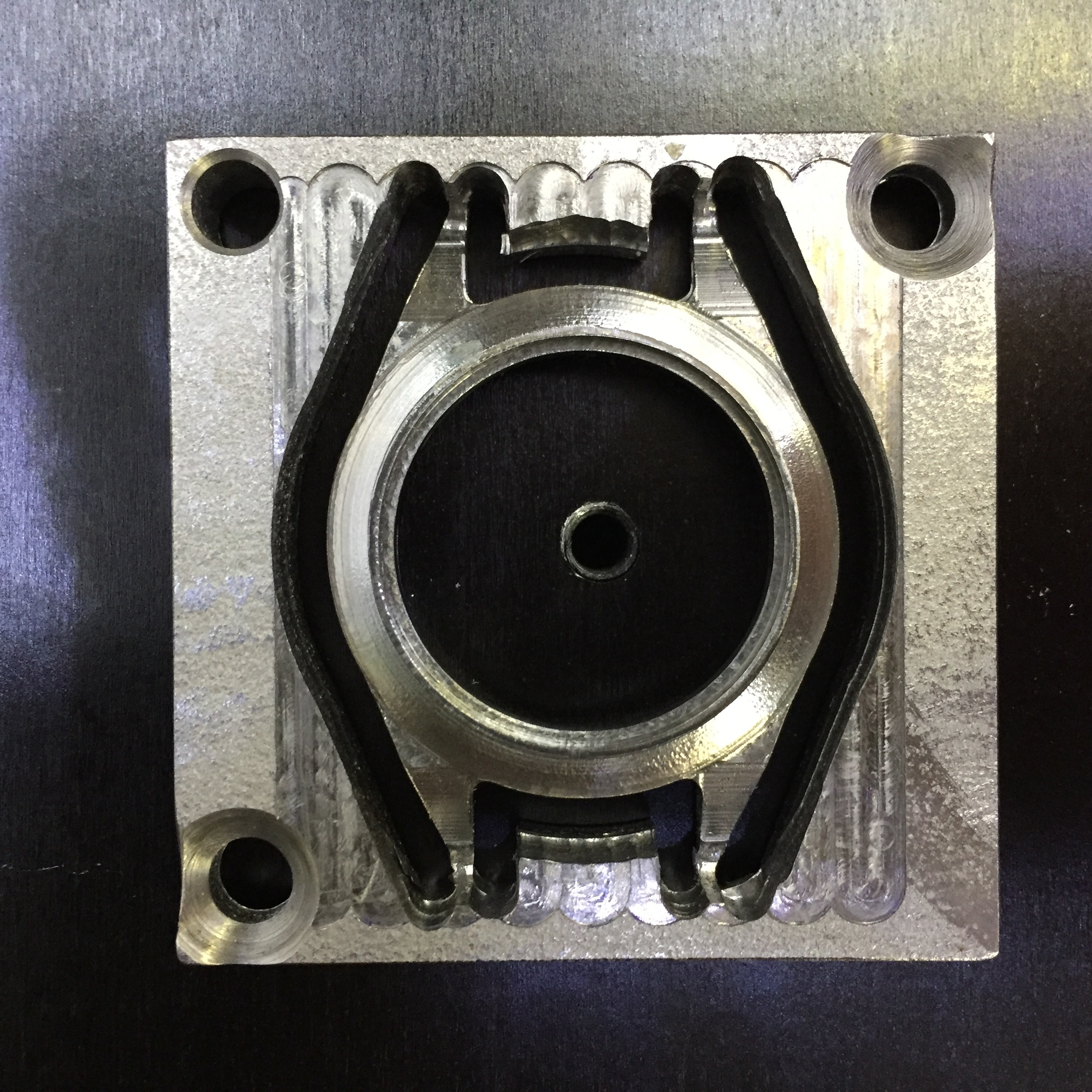
Today was LUG day. Using 1/8 and 1/16 ball end mills to rough out the lugs. Lugs and OD are roughed within 0.020 (0.5mm), and 40 of 47 programs have been run (no crashes, AND no Carbide Errors (I am using Ver 408).
I’m also proud to say that not a single end mill has broken or damaged.
I tried using some Dykem to help with the contrast (everything is shiny Stainless Steel, and hard to see)

7 Likes
Looking great Rich!
I still haven’t the nerve to even try aluminum yet lol.
I saw a wooden watch on my pharmacist the other day, have been looking for some plans for one.
4 Likes
have you thought about using a optocoupler circuit for the control circuit? Other thoughts are EMI shielding, etc
The Case is Done!!! Well I need to drill the lugs, drill for the crown, tap those 8 little tiny holes. and to cut it off. I’m going to use my #powerhacksaw to remove it from the blank. I think she came out awesome.
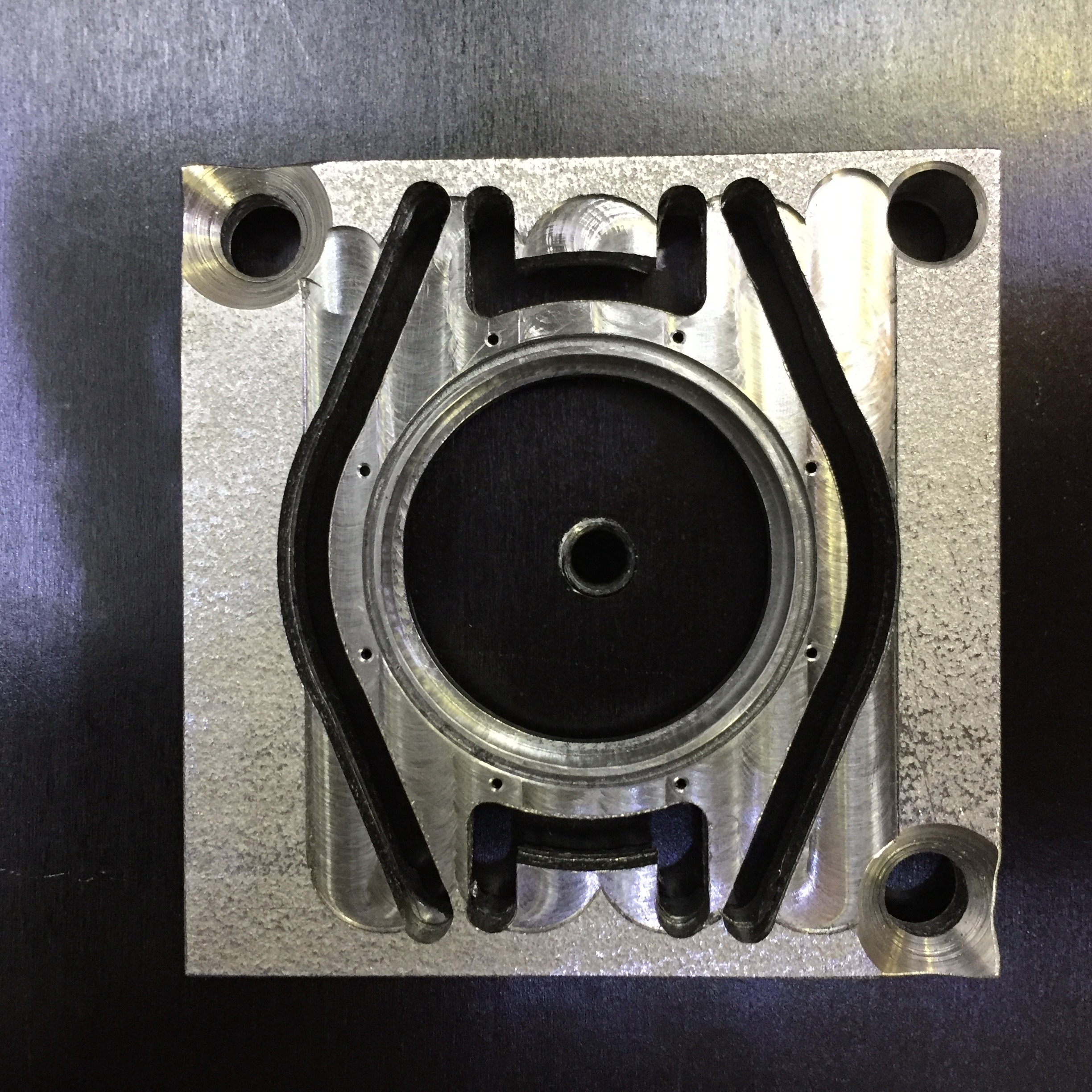

Now onto the cover.
13 Likes
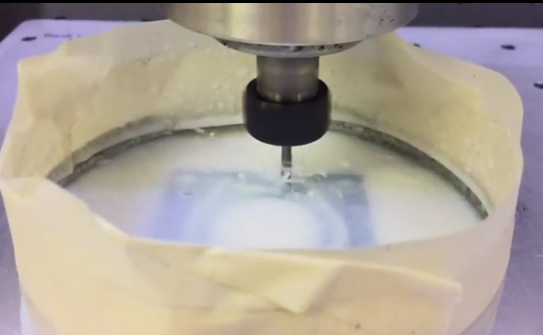
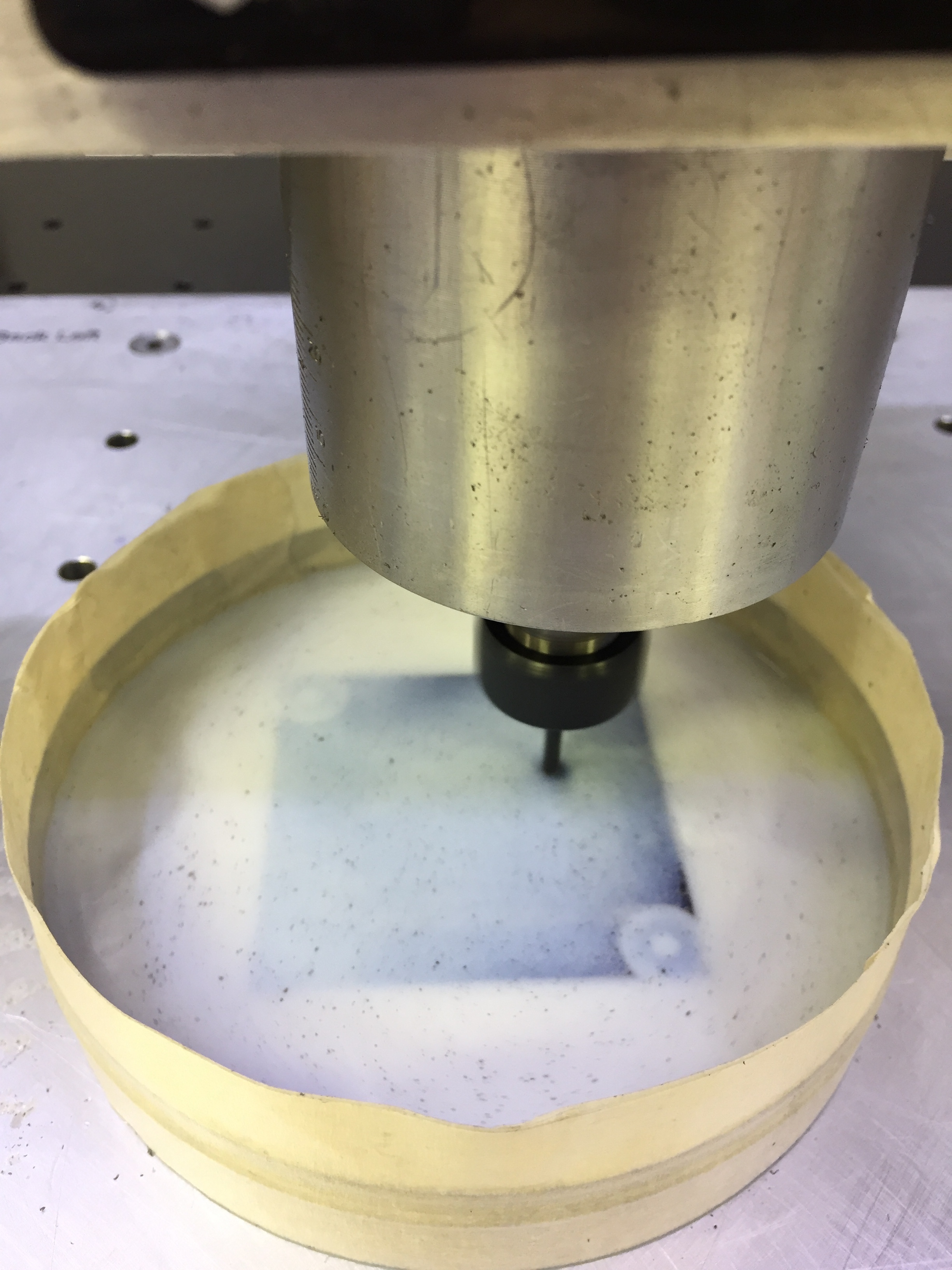
It looks like you’re using a tape dam to hold the coolant in. A few years ago, I did some miniature F1 car molds using the casting resin from Alumilite. They suggest using a clay product that’s probably nothing more than modeling clay for building containments. I’ve used it on several occasions with the resin and for me it worked a lot better than hotmelting wooden containers, tape or anything else.
3 Likes
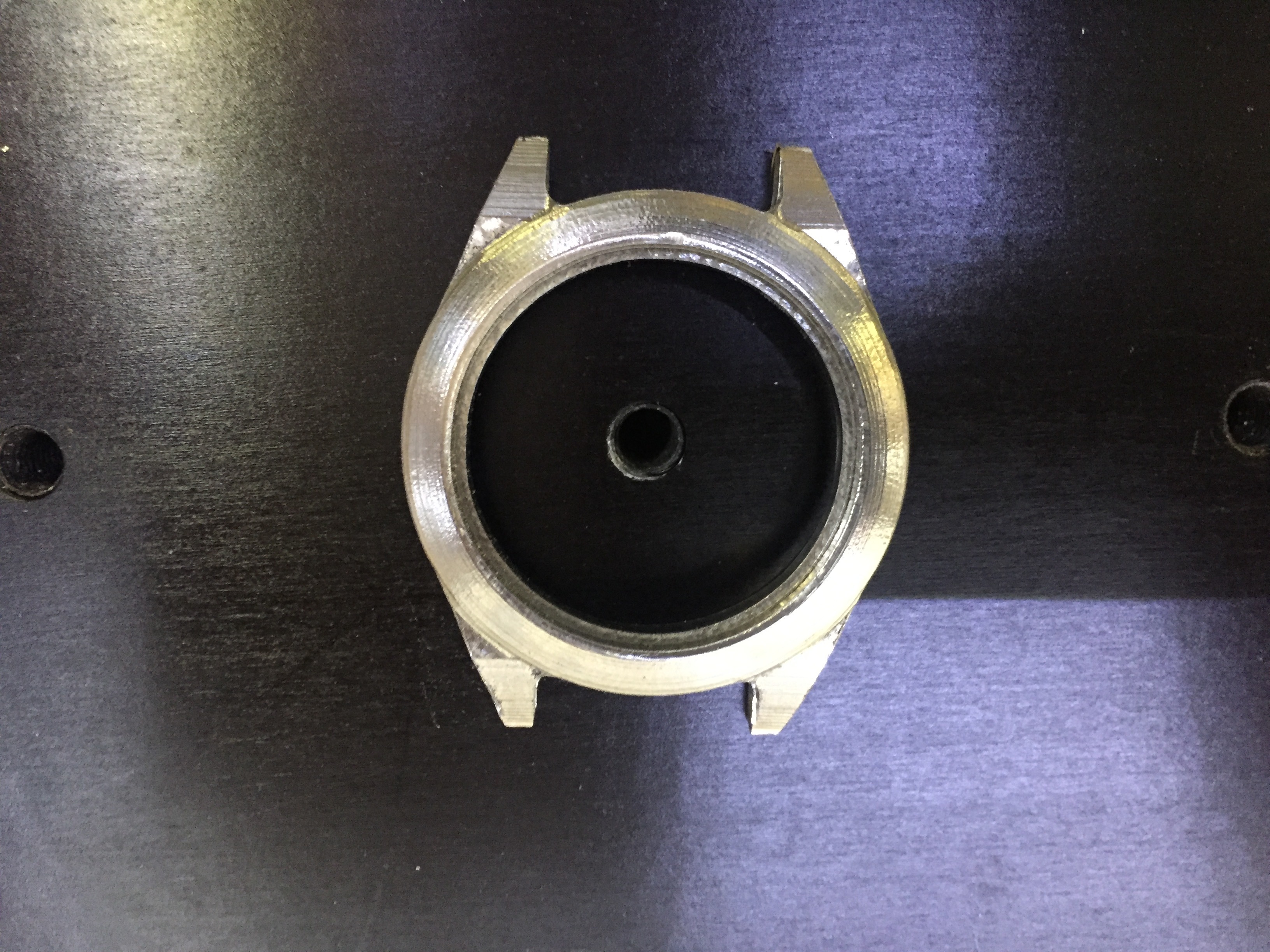
Got bored while the Cover is being machined. 220grit>400grit>600grit>800grit. I think it’s shiny enough.

PS. Tap won’t even start. In the 0.8mm tap drill. It’s TOO small. Awaiting 0.9mm drill to arrive (it’s the correct size). It’s just 0.004" but a mile for this tiny thread.


14 Likes
Looking fantastic.
How will you line-up the larger bit with the existing holes?
1 Like
Indicate the main Bore, then indicate the lugs so that they are inline. That should be all I need to do, But I will put the 0.8mm drill and check the position with a program that just enters the hole.
AND say a few prayers.
6 Likes
Looks amazing! How is the band held in place?
If you scroll all the way to the top of the page and look at the pictures of the solid models, and you’ll see. I still need to drill the lugs for the spring pins (those little pins that hold the band onto the watch) and I also need to drill for the Crown (tube).
The cover is machined very similar to the body (Same setup, same XYZ0), so I will finish the cover in a couple of days then I will change the setup to complete the body)
3 Likes
That is the sort of work that is beyond my abilities. I’ll bet it would take me days of work to get the X/Y/Z back. I’d probably have to make a relief in something to hold the body and then clamp the body in the relief, to get my coordinates back. And even then, I’d break 2-3 bits testing.
Those are really tiny holes.
I’ll keep my fingers crossed that this goes well for you, seeing as you have so much time invested already.
You aren’t making a band, are you?
It’s actually pretty easy and straight forward. Once you do this a few times, it becomes easy, and will take less than 20 minutes. Here is the process:
I will use some extra clamps to set a few stops so that I can rotate the watch. More on this later. I will also place 2 clamps on the lugs to hold the case down to the machine.
Probing using the end mill:
I need to share that fact that having the Additive Aerospace Probe helps for this type of re-setup. First I will use it to check that the part is flat, by probing the Z in 4 or 5 places. Once I am happy with the watch being parallel to the table, I will move to the main bore. Here I will use a trial and error method of centering the cutter to this bore by probing +Y and -Y until the reading is the same (meaning I am in the center of the bore in the Y axis. Then I’ll probe -X and +X until in am in the center of the X axis. I will then recheck the Y just for piece of mind.
Now that Z is flat, and I am in the center of the bore, I will move on to getting the top and bottom lugs in line (This step will get the bolt pattern in line). I will then probe a top and bottom lug. If then are not in line, I will lightly tap it to bring the lugs in line. This is where the 3 clamps from above will allow me to rotate the case without losing the X0 and Y0 position.
From here is should be as easy as rerunning the the old drilling program (with a larger drill), and everything should be perfectly aligned.
Feel free to ask, if I didn’t make is clear. I hope that you will try it sometimes.
Band? No haha. This is an OLD watch (20-25 years old) that is just getting a new Case, new hands (glow in the dark, which helps with my aging eyes), a Saphire crystal (because I usually scratch the heck out of mineral glass) and a new Crown (because I lost the old one (so unlike me) I will probably buy a new canvas strap, since I find the metal bands to hot here in LALA land.
PS Wish me luck!
5 Likes