So I’m still having chatter issues… after changing spindle and getting fancier tools… so Im doing something wrong (pushing it to hard) or the machine is still messed up…
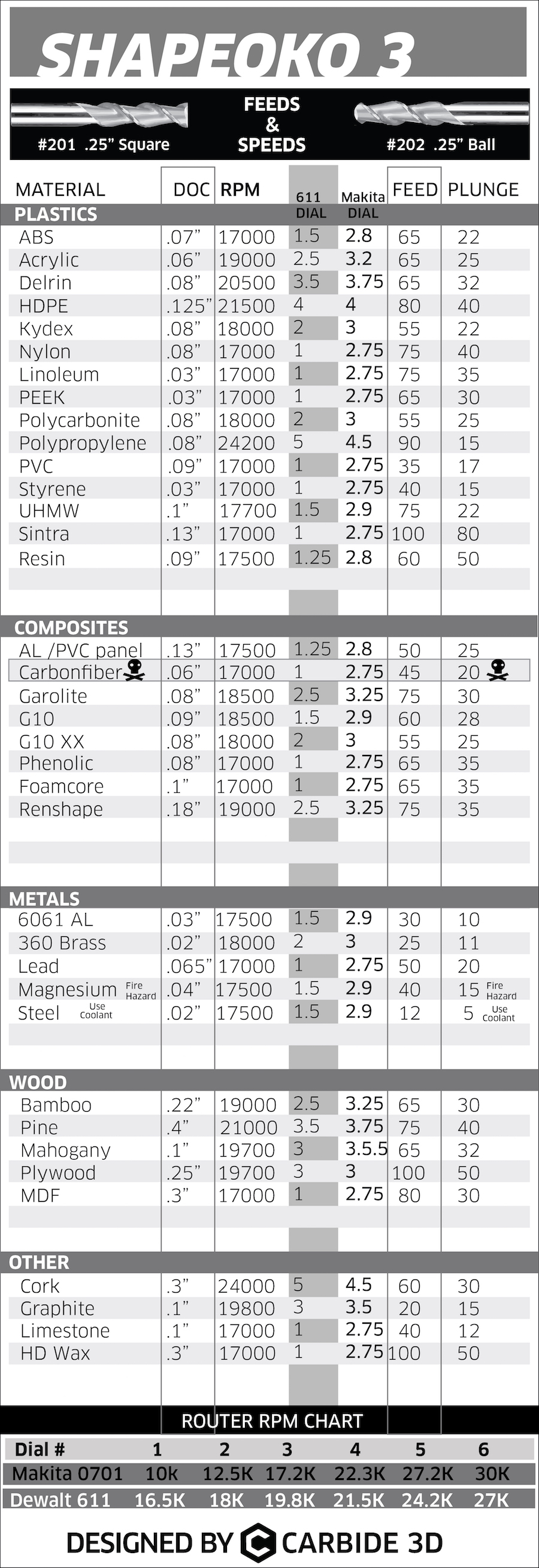
So could some of you who work in hdpe or delrin/acetal/pom post your max mrr cut data with 6mm 1/4 tools (prefably with single flute endmills) so I can compare.
Or just your max MRR with any tool in those materials… I need to remove lots of material in some of my future projects…
I’ll second that on the torque - I have a 3? 4? flute 0.25 mill that doesnt seem to drop RPM when engaging HDPE whilst still delivering good chips. Away from the PC so I dont have feeds and speeds. Will note conventional vs climb milling made a large difference in chatter for me with the larger end mill. As I recall climb was the ticket.
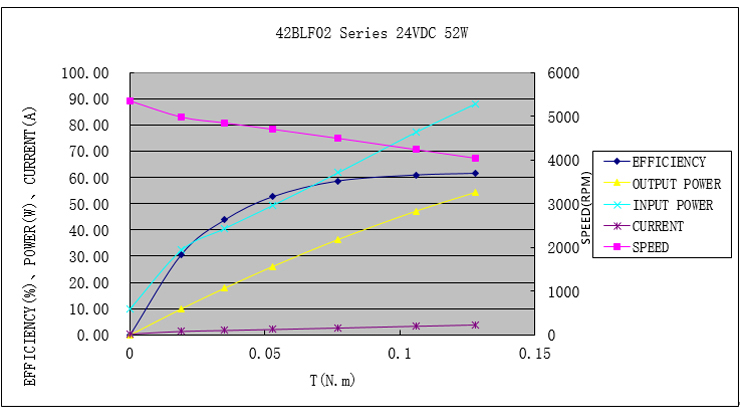
Uh-oh… rainy Sunday pondering - so really… if one changed the motor to spindle pulley ratio (existing must be 1:3 or so) one could get more power delivered at lower spindle RPMs… hmmm…
well, running low speeds (3500rpm) didnt help, guess I’ll scrap the single flute 6mm for now and move on to the 3flute.
I wonder if changing the spindle bearings to something that require the shaft to be press fitted would help. Or some high precision angular contact bearings, though paying 200$ for a pair of bearings, that experiment is not super enticing.