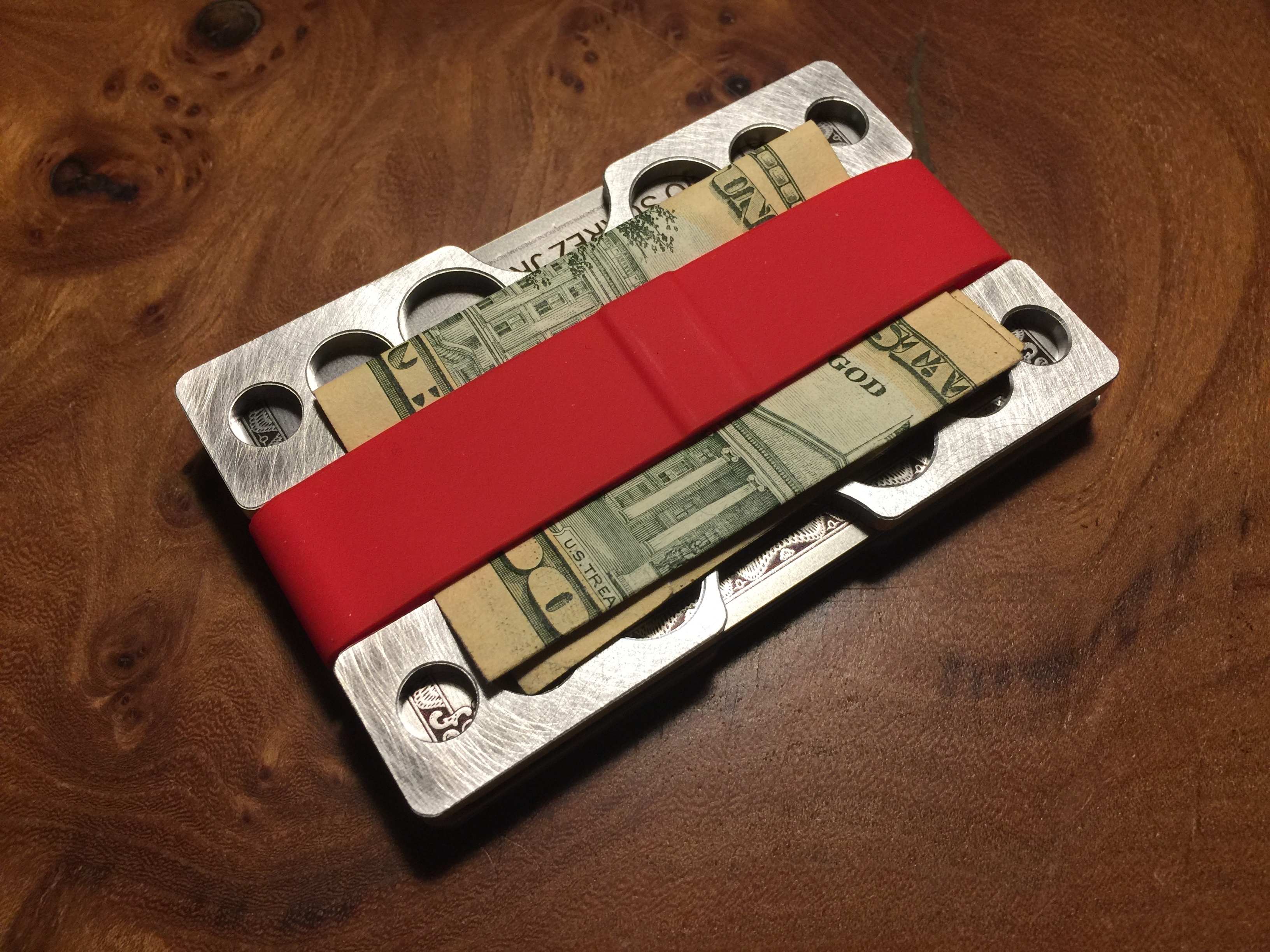
I lost my wallet last week. What a pain!!!. This had me shopping for another one. I got, as a gift, a small plastic wallet where you just put some credit cards and a few bills. I travel a lot and when in another country, I like to just throw a couple of credit cards, my hotel key and a little cash in my pocket to not carry everything. I liked this little gift I got with my new “everyday” wallet but was cheap plastic. I thought it might be a great project to finally tackle aluminum. I’ve had the 1/8" aluminum plates from Carbide 3D for many months just sitting there waiting to be used. So here it is. I am very pleased with myself. Followed the feeds and speeds posted by Carbide 3D as my start and adjusted a little here and there. Slow job but a great finish. It took about two hours. The rubber band is from the cheap plastic one I got.
I’m going to work now in learning where I can optimize my feeds and speeds to see if I can mill this quicker. I think I’ll send this to be anodized black.
The finish looks great too, especially on the inside diameters of the holes!
Did you use a chamfering bit to do the chamfers or was that done manually? Looks great either way
Would you mind sharing your machine type, endmill size and brand, and feeds and speeds you ended up with? and the software you used to create the toolpaths?
I have cut a few things in aluminium but haven’t been able to get a finish this nice yet…
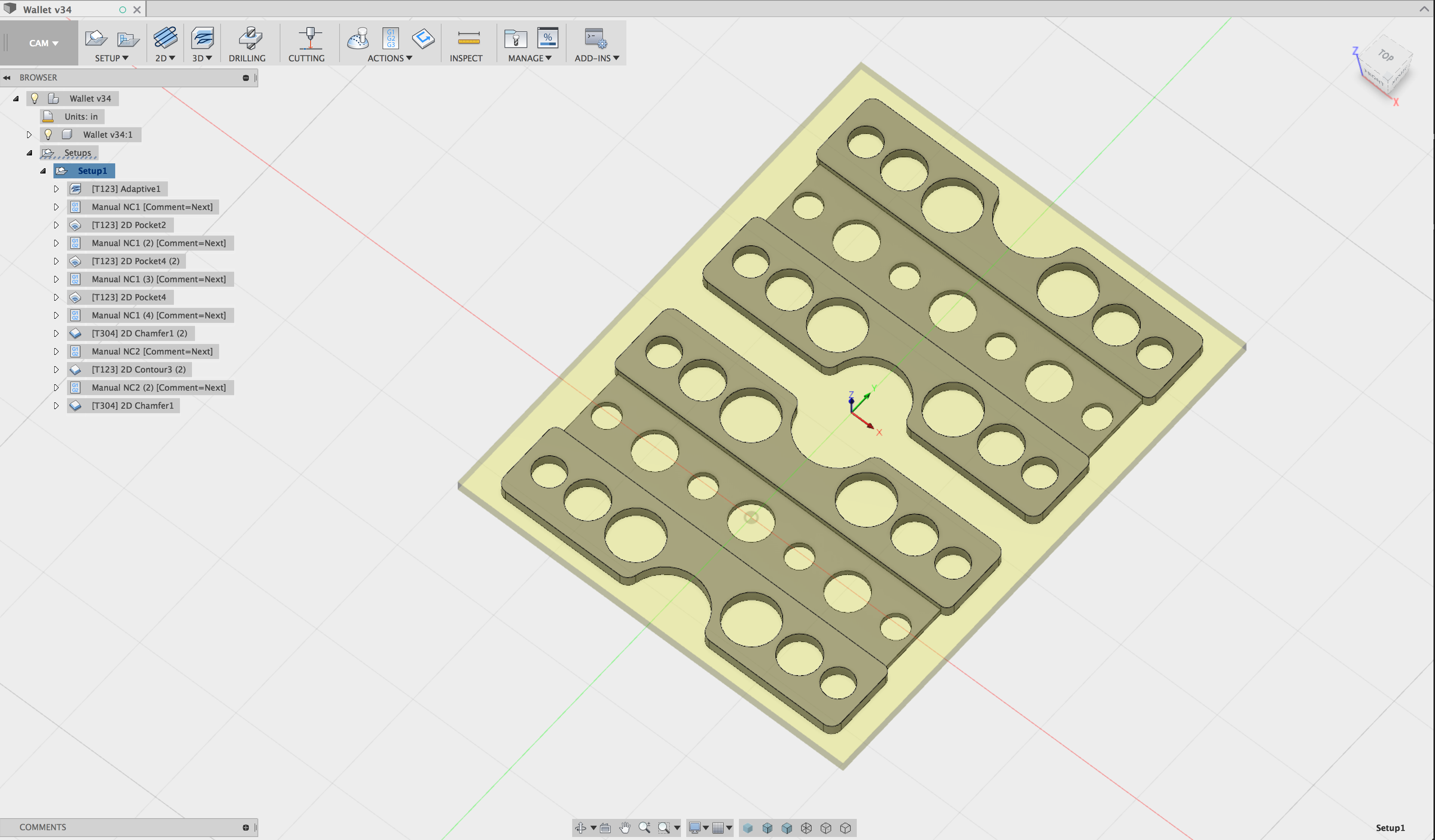
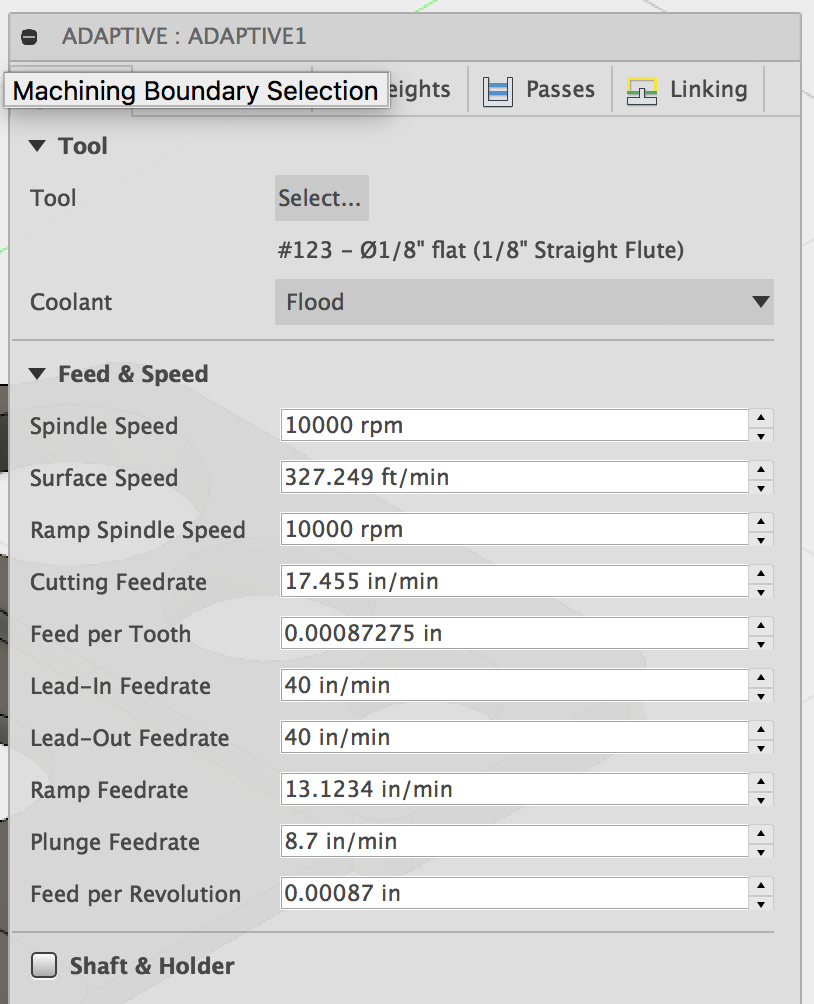
Thanks @stutaylo. I did use a chamfering bit on the CNC. I have the Nomad Classic, used the 1/8" Zrn coated square end mill that Carbide3D sells and here are the feeds and speeds I used from Fusion 360:
These numbers worked beautifully but I’m wondering if I can optimize them to save some time. At the moment, after redesigning a few more holes to save more weight, my milling time is up to 2.5 hours. Anyone having advice for me, I’d really appreciate it.