Here’s the setup:
(pic of setup once I got it running)
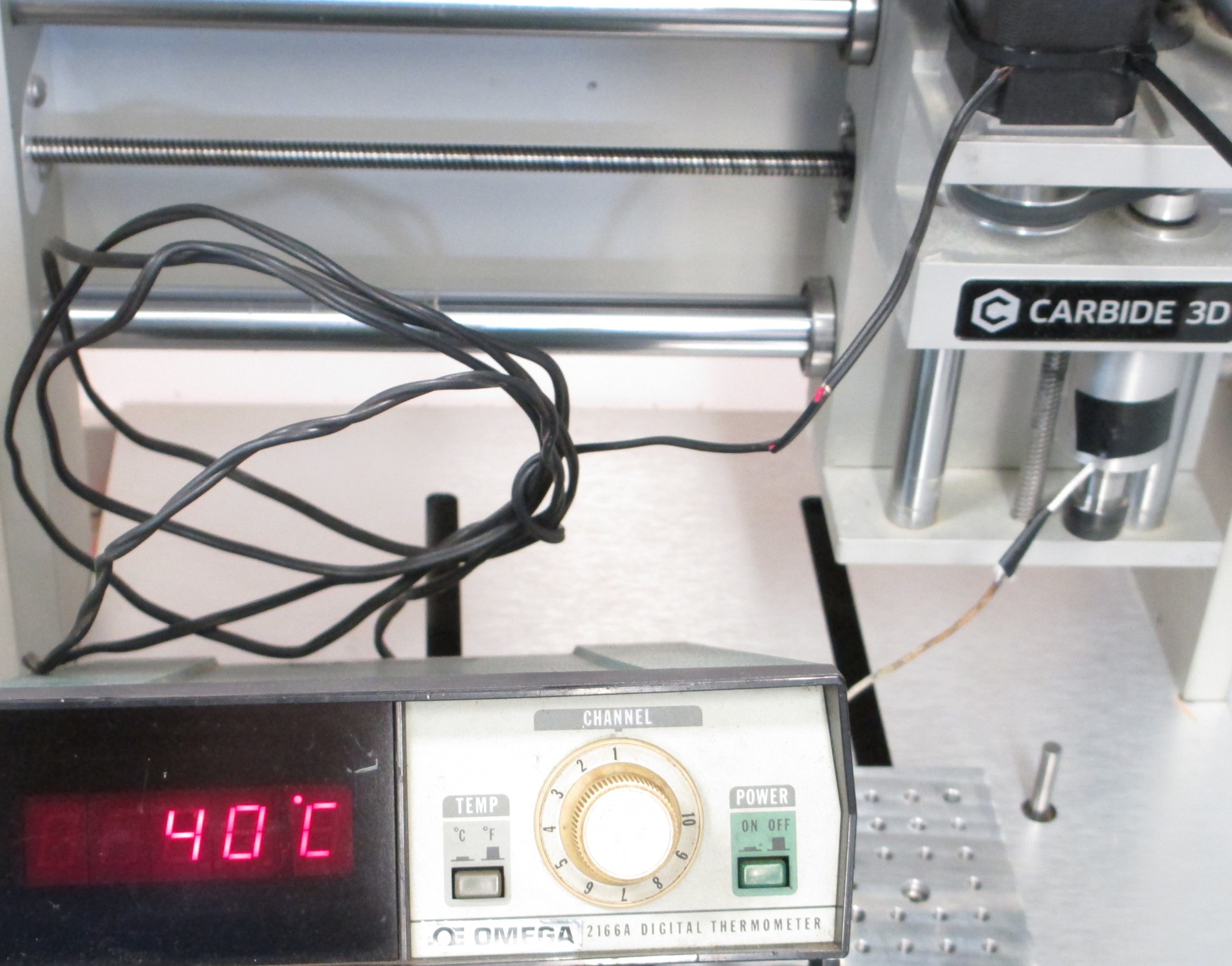
Fluke (Omega marked) 2166A. Had to switch back and forth between channels. The unit is not in calibration, but cross checked with my good stationary temp sensor (I should probably do a full calibration on it at some point, but I don’t use it much), so I’ll go with it.
Environment temp is 34 degrees in the workspace. Initial temp for the motor and the spindle also 34 degrees.
Spindle at 10KRPM
Recording every 10min motor case temp and spindle cartridge temp as shown in photo:
Time Motor Spindle
T=0: 34 34
10: 42 39
20: 52 41
30: 52 43
40: 53 43
50: 54 45
60: 54 45
I checked the temp at the bottom of the cartridge at the termination of the hour, and it was also 45, and ran the thermocouple 30mm into the spindle and measured 56
What this says: 54C is about 130F, so the motor is in the same general ballpark
45C is 113F, again about what you had. This is in the realm of what I would expect. The motor is putting work into turning the bearings.
The internal temp of the spindle is a bit higher than I would have expected, but not terribly so. The only path out for heat is through the bearings and along the spindle to the small exposed surface at the end. I would imagine that the bearing temperatures are about the same, and this is a pretty reasonable temperature for a good bearing. SKF specs the seals for continuous running at 100C, and max to 120C, for most of their sealed ball bearings. The other parts are 120C or higher. The lubricant is also in the green to well over 100C (see: http://www.skf.com/us/products/bearings-units-housings/ball-bearings/self-aligning-ball-bearings/temperature-limits/index.html )
I did not measure the temp of the dummy tool in the collet, but it wasn’t uncomfortably warm when I removed it.
The only thing I don’t have a good idea about is the scceptable operating temp for the motor, but I would expect that it is at least 90C, as the lowest class of magnet wire is 90C. IEC starts classing at 120C. A reasonably well designed motor will get the heat out pretty well, and the windings will not be terribly hotter than the case under steady, acceptable, loading (overload, on the other hand…)