I’m new to CNC, considering a Nomad for flat inlay work on small boxes (it used to be guitar headstocks and fretboards). Suppose I cut the outlines of the stock (pearl, abalone, silver, ivory-like nut), pockets in the wood, then glue the inlays in place, flush with the surface on the box top.
Now I want to engrave fine lines in the inlay components, probably with a drag engraver. Is it possible to align the completed top so this can be done? Performing the scrimshaw-like engraving before gluing pieces in place typically results in some uneveness when the surface is finish sanded; engraving later is a much better solution for appearance.
I would somehow have to zero the machine on a point that probably wasn’t the zero for the outline cut. I would then also have to rotate the top to the proper angle that the inlay was originally cut. Maybe repeat this process since rotating would probably move the origin somewhat.
I guess this would have to be done with Carbide Motion which, not having a machine yet, is yet a mystery as to its utility. I suspect I would need good reference points on the inlay, with probably two on the same axis, with accurate distances inbetween? Possible?
Edit: I think I would need this: Can Carbide motion move the spindle to a particular area and then have that area assigned a particular non-zero value for a machining reference?
So I’m clear you were wanting to engrave on the inlay more? Shouldn’t be hard if it’s always the same ish size to make a jig that would hold the smaller box in place to the same surface.
You can then reference your x and y off the box and use height of the box for z height. It’s a learning curve but not a crazy hard one.
I got the nomad and it’s been really neat to sort out learning what I can do on it. I highly recommend them!
Thanks. So, picture the inlay stock as a, say, 50 mm x 60 mm x 2.0 mm slab from which the inlay is cut via CNC. Now picture the inlay, yet to be engraved, as part of a box lid, say, 180 mm x 150 mm x 25 mm.
Okay, this shouldn’t be all that hard to set up.
So I’m going to use a project I’ve been messing around with as an example here.
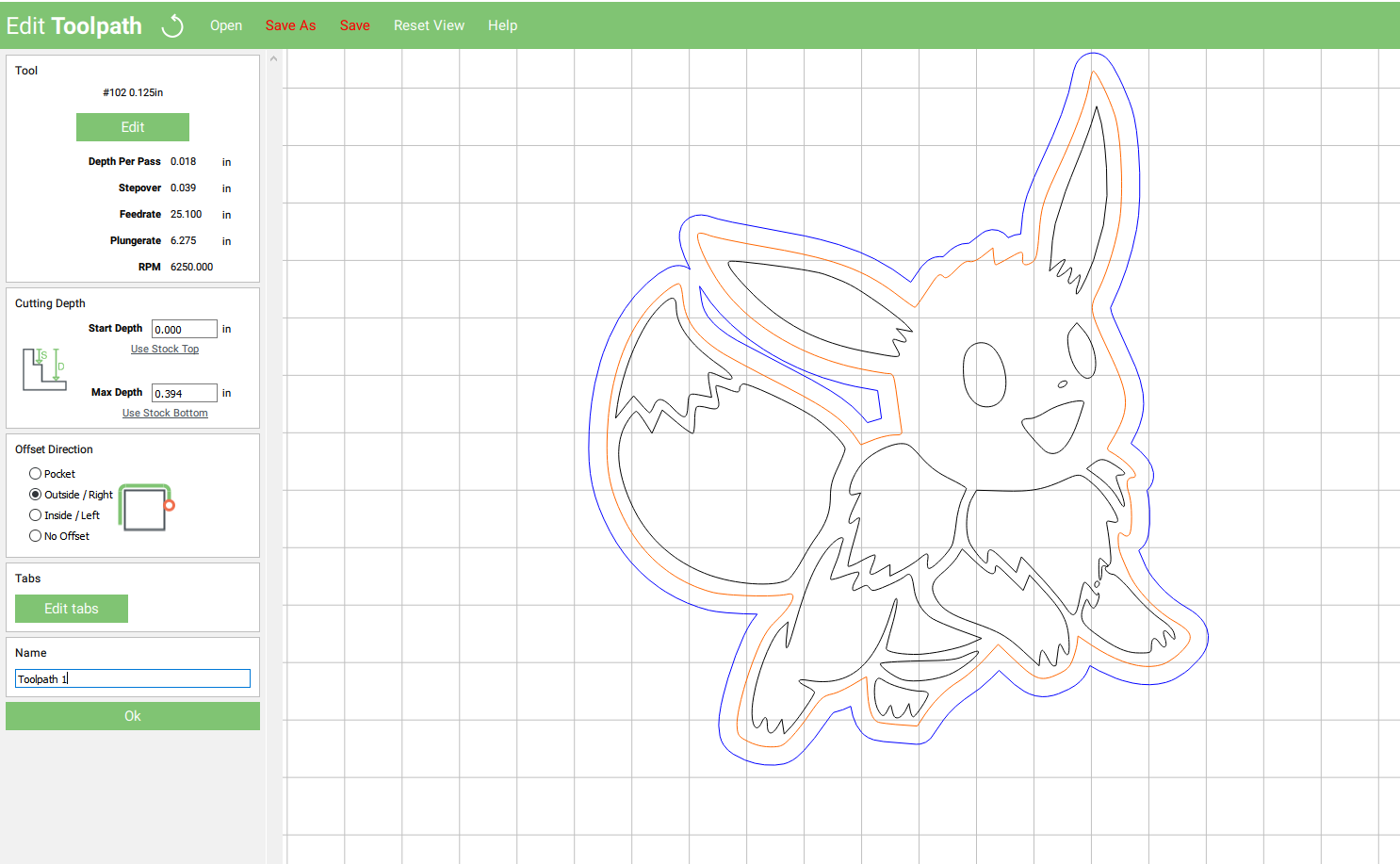
You’ll likely want to edit the stock size for the full width of the box top, even for the inlay portion. Just select the middle of the stock as your zero point.
Next we’ll want to carve out the inlay from stock. So for that we’ll select the outside line and make a contour tool path selecting the Outside/right option.
I assume you’d also want to set up it to carve the inside of the box lid as well, so same line/same tool path, except choose pocket as the option.
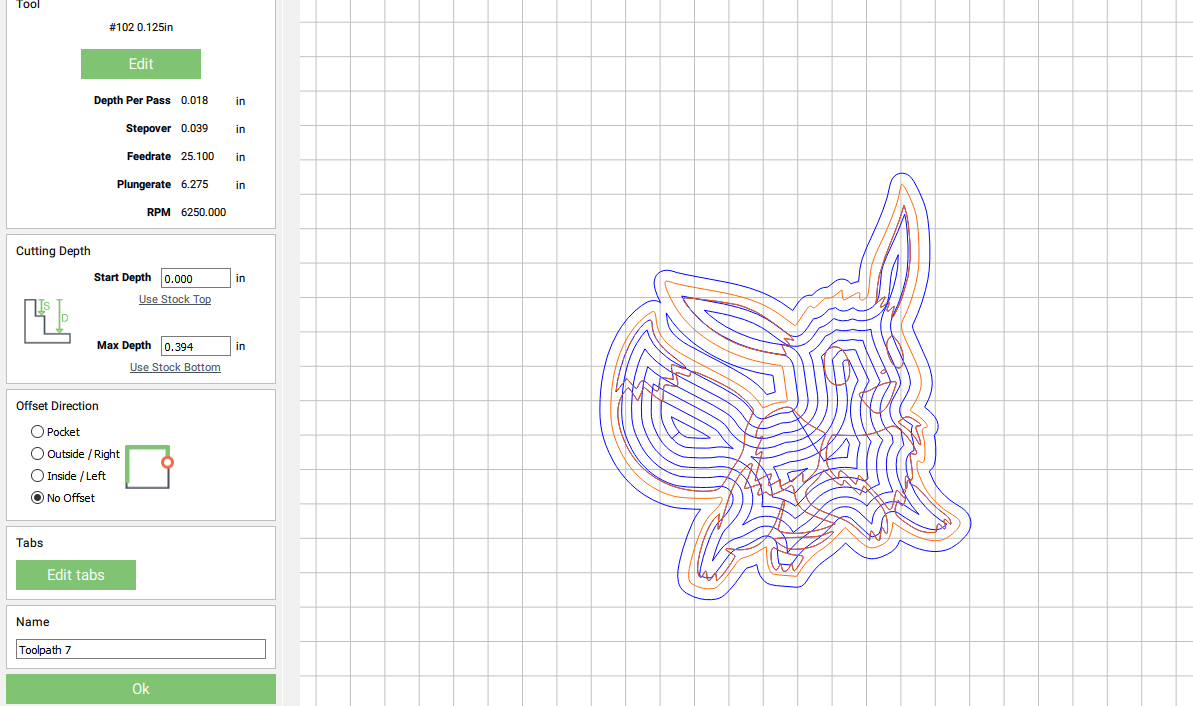
After that then you make another tool path with the lines involved for engraving with the drag knife.
Same type of thing, contour, though this time you’ll want to select no offset.
For machining you may want to disable the last two jobs and save that gcode, and then then separately disable the first toolpath and save that gcode. I think center option as your zero is the best bet, though it does require you to be careful with job set up (which admittedly is always the case).
Actually you’d have each job run separately. I’d maybe make a jig that holds your lid in the same place for the second and third operation. Maybe machining out a groove in a wasteboard for it to fit in (maybe 1mm deep so the wasteboard is still usable, you mostly just want something for reference). That way your second and third operations you can pull the lid off for the glue up of the inlay into the stock. Or just pull the wasteboard off (there are 5 screws, one on each corner and one in the middle). You could omit the middle one for the lid jobs and if the lid doesn’t extend over the screws on the corners.
If you haven’t yet, I suggest you download carbide create and play with it. It’s fairly simple but can do some complicated things with it.
Let me know if any of that wasn’t clear. It’s clear to me, but I’m the one who wrote it.
This ends up being non-trivial. It depends on how much precision you need. The easiest way is to engrave first, then cut out, without moving the material off the wasteboard. If it’s already loose, I imagine holding it may be a bit of a challenge - as others have suggested, a little jig to hold it in may be in order. When you make that jig, create a feature that’s easy to align to - some raised edges, maybe a hole for aligning the spindle on (with for example, a 1/8" pin in a collet).
If the parts to be engraved are already in place on the larger part, you can also use a feature on the larger part as your reference point, but I imagine the jig for holding that is much more involved.
Another idea might be to place a mark on the stock (very small, very light - preferably non-permament?) that can be used for your reference. A pointer in the spindle can then be used.
That’s the long answer. Short answer: Yes, this is very doable with some planning. CM can place the zero wherever you want it - the job is >>always<< run with reference to that point.
Placing reference marks on the inlay piece is doable. Let’s say I make two toward opposite ends of the piece. Can I choose one to be my zero? I’m starting to infer that zero need not be the corner of your stock? If so, i imagine I can jog (?) the spindle to that position on the inlaid top and call it zero
This would get me most of the way there. Suppose I also know the x, y displacement of the second point, Can I then move the zeroed spindle to that position and rotate the stock so that the reference point matches the spindle position? I understand this will likely affect the zero alignment and will require a series of successive adjustments.
Thanks. Not sure if this applies to my query here. If you mean in reference to cutting pockets for the inlay, understood. (I’ve yet to read the entirety of your link but will.)
I have worked out a set of CC toolpaths that appear, in CAMotics, to give me what I want inlay wise. I was considering using a drag bit for the “engraving” for which endmill diameter wouldn’t apply. We, except in the sense where the width of a dragged line needs to line up with a contour element of the inlay. For example, one tree branch crossing another.
Here’s an example of what I want to do. (Actually have done, but by hand.) The pegasus is MOP, moon is silver, black is the ebony in which they are inlaid. This all sits flush with the box top. I’d like to do all those interior lines, what I’ve been calling engraving, after the pieces have been inlaid.
Yes, you can place it pretty much anywhere on or off the stock, depending on what you’re trying to accomplish. The only thing to be aware of is that you need to be able to get them to match between the CAM software (Carbide Create, Fusion360, VCarve) and where you set them in “real space” on the machine. That’s why setting (for example) a Z-zero against the wasteboard is sometimes really useful rather than setting it on top of the stock - if you mill away the top of the stock, then change a tool, it can be very difficult to reset that Z in a machine that doesn’t have a tool sensor (nomad does, shapeoko 3 doesn’t) - but even that isn’t always the case (maybe there’s a stub of the top surface left- you can use that sometimes). I think what you’ll find is that there are generally more than one way to accomplish something - that tends to lend it’s own complexity because if you ask a questions you can get multiple answers that are all correct but different.
You can certainly accomplish what you’ve described, and I can come up with a few ways to do it. You really need to just get the machine at this point and try some things and see what works best with the rest of your workflow, and where a jig will help. There are lots of smart people here on the forum that can help get you pointed in the right direction.
I had a similar issue, where I had a non-square shape cut out that I wanted to finish with stain before doing v-carving, so I needed to be able to place the material back on the machine and get the carving to come out where I wanted it… without being able to zero off the material. This was my solution: Wedding welcome sign
TLDR; do your v-carve for the inlay, cut out the shape you want from the wood. Do your thing with the wood (gluing, sanding, etc). Then attach scrap wood to your machine, zero off the scrap wood, and use the same vector you used to do the cutout of your wood, but cut INSIDE the line. This will result in a pocket in your scrap that exactly fits your material, in the proper orientation. Put your material in the hole and secure it. Do whatever you need to do with the material. If you need to rotate it for some reason, more scrap, cut a new hole, secure your material in it.
Thanks all. I had a look at the Carbide Motion screen images on the site. With that, and your feedback, I think I can make this work.
I can phycisally mark a point on my inlay that is, say, 10.00 mm from x = 0 during the inlay machining.
Now I mount my assembled box top, ready for engraving. With CM, I can position the spindle over that reference poing and call it x = 0. I can then incrementally back up the spindle to x = -10, and reset x to zero. Same for y.

 but different.
but different.