Have you had a chance to test the computed settings, and did it help?
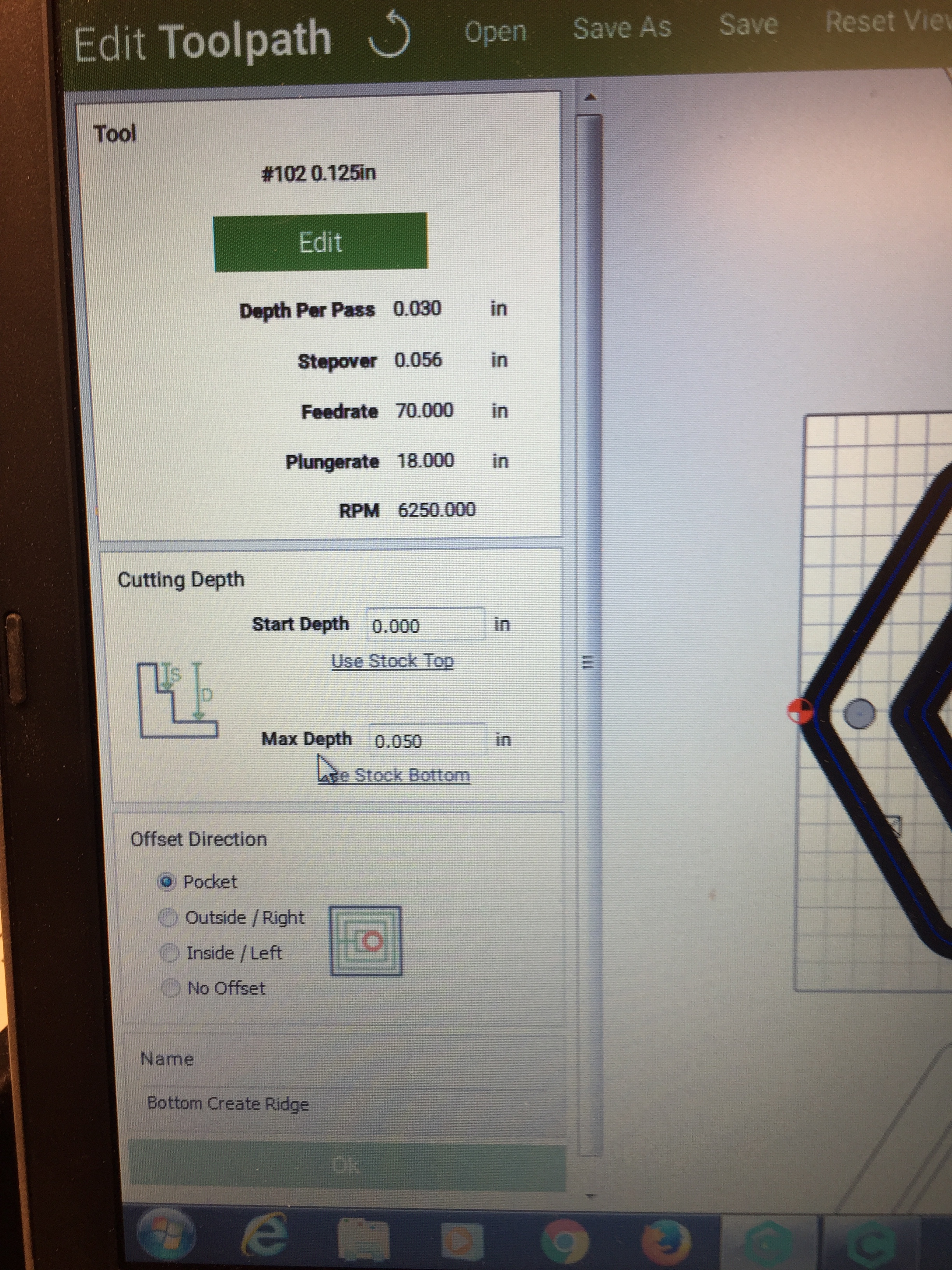
Not yet, spent all day doing more traditional woodworking (ie, lots of work to end up with a box  ) . Plan to run it on Tuesday. Was around .03" doc with ~70ipm feed rate. So for me about 1/3rd of my DOC as almost 3x the speed so, shouldn’t be a big time difference, especially if it saves me some sanding time.
) . Plan to run it on Tuesday. Was around .03" doc with ~70ipm feed rate. So for me about 1/3rd of my DOC as almost 3x the speed so, shouldn’t be a big time difference, especially if it saves me some sanding time.
1 Like
Getting prepped to try another hexagonal cut as a comparison. Gathering my settings
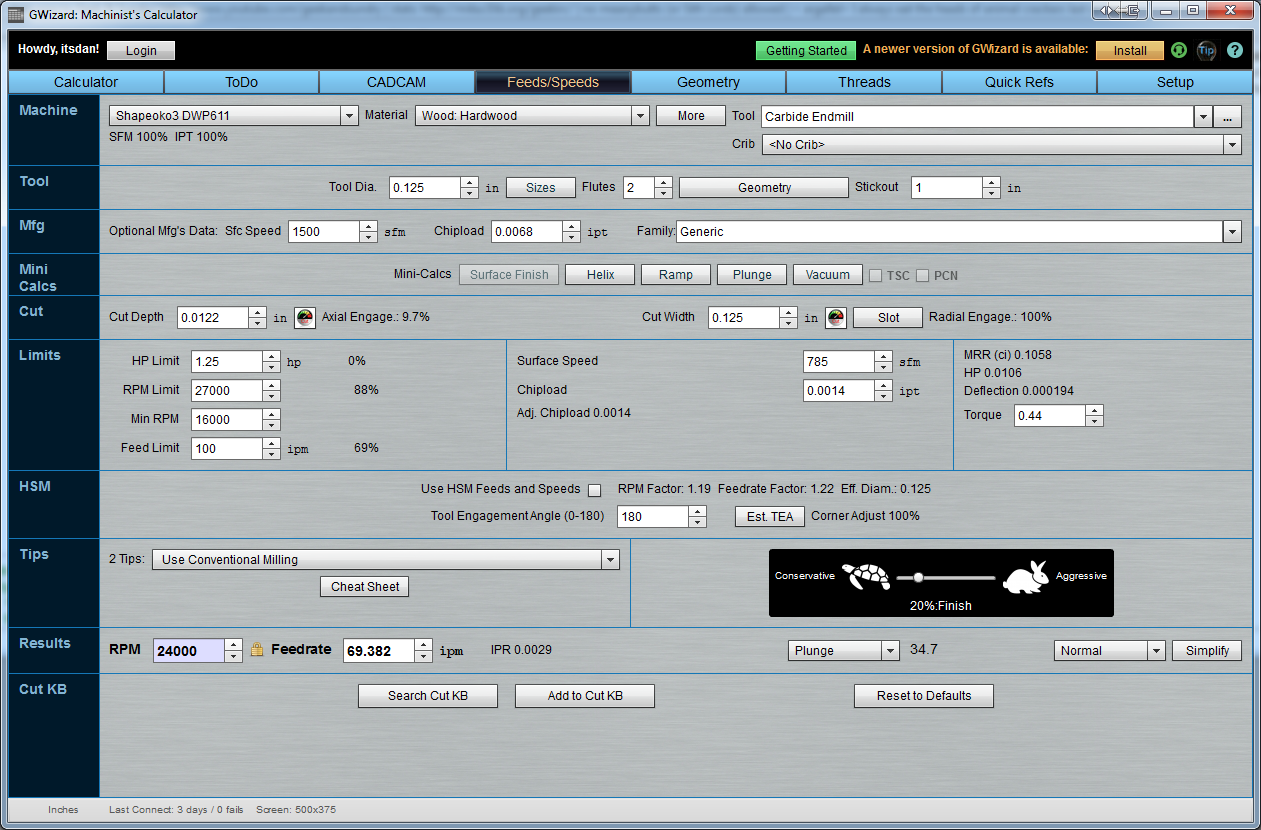
No deflection warning. I did make a few little tweaks though. I turned the RPM down to 24000, I just don’t like running the router at full speed, and my understanding is this helps a bit with tool life. Cut depth is quite shallow but feedrate is quite high so hoping it’s not painfully slow. It’s a .75" cut though so … crap 62 passes? Ouch.
Alright attempt #2, turned up the aggressive slider:
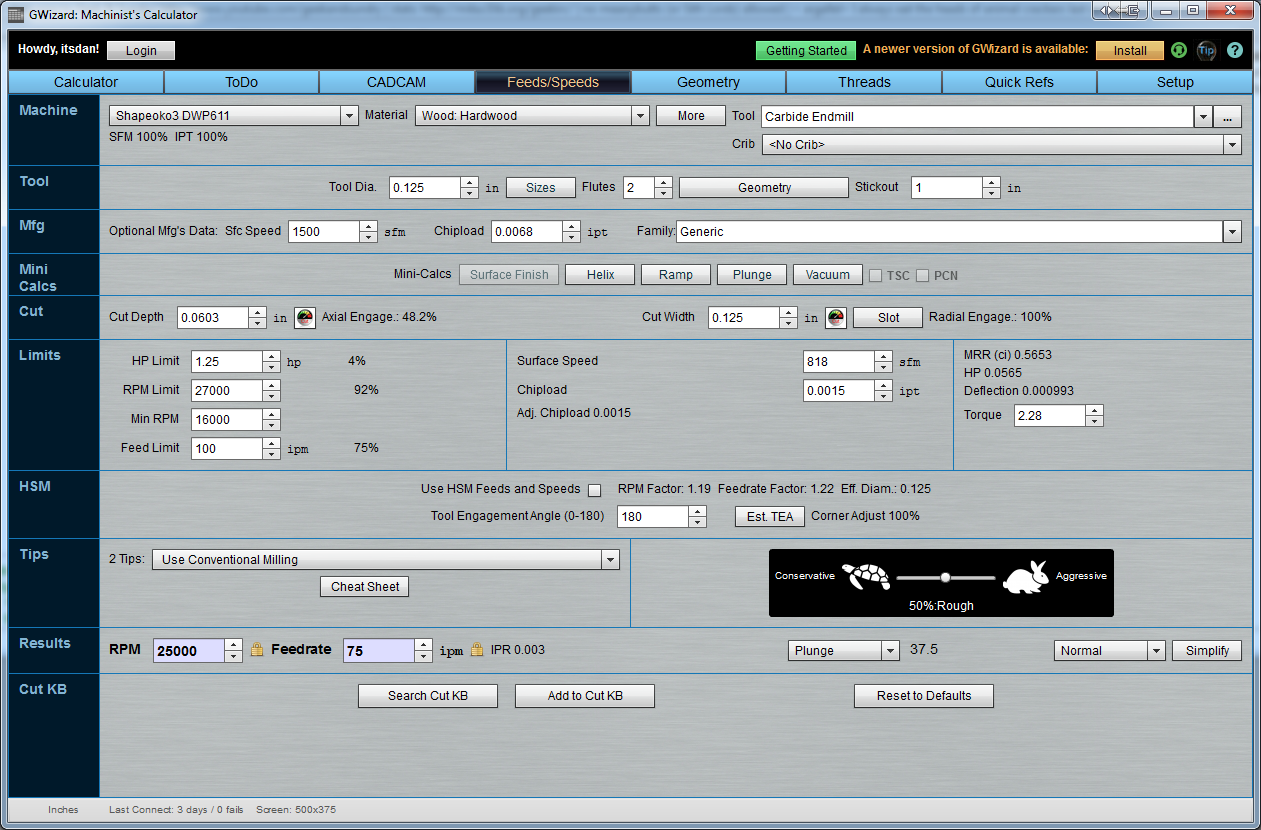
Much better. Locked the feedrate at 75 and it gave me a .0603" depth of cut without a deflection warning so that’s 12 passes. phew
1 Like


4 Likes
alot cleaner,congrats!
Looks really good!!!
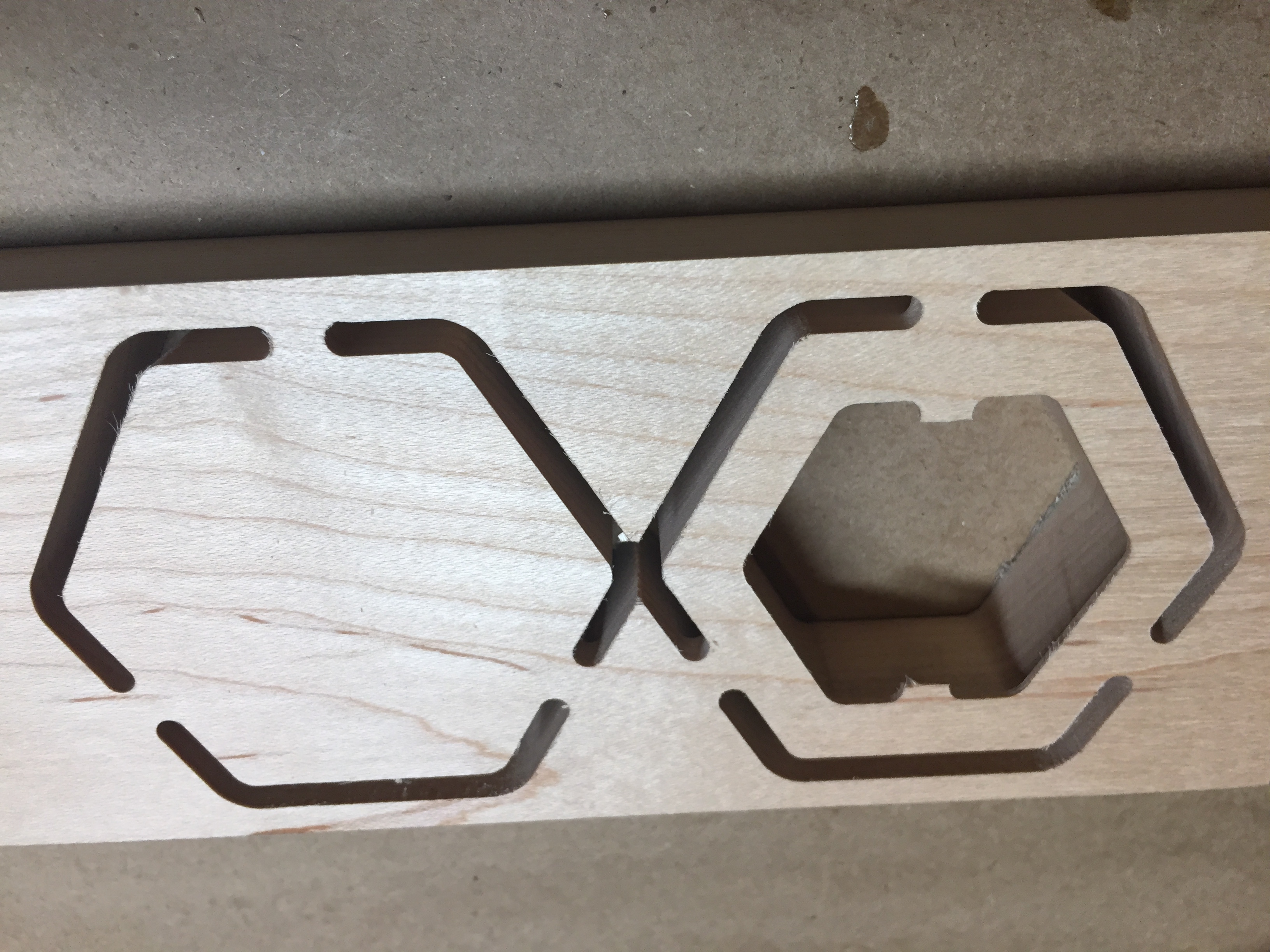
I have a question(s) looking at your photos, how thick is the wood, and are you trying to save the “plug” for some reason? I’m just wondering if you are making a deep slot all of the way around and you might be getting some deflection off of the plug? If the plug isn’t needed can’t you just pocket most of it out with a larger bit, then do an inside profile with a smaller bit to get to the corner radii you want? You could even remove most of the material with a Forstner bit before you ever went CNC? Just thinking out loud.
Dan
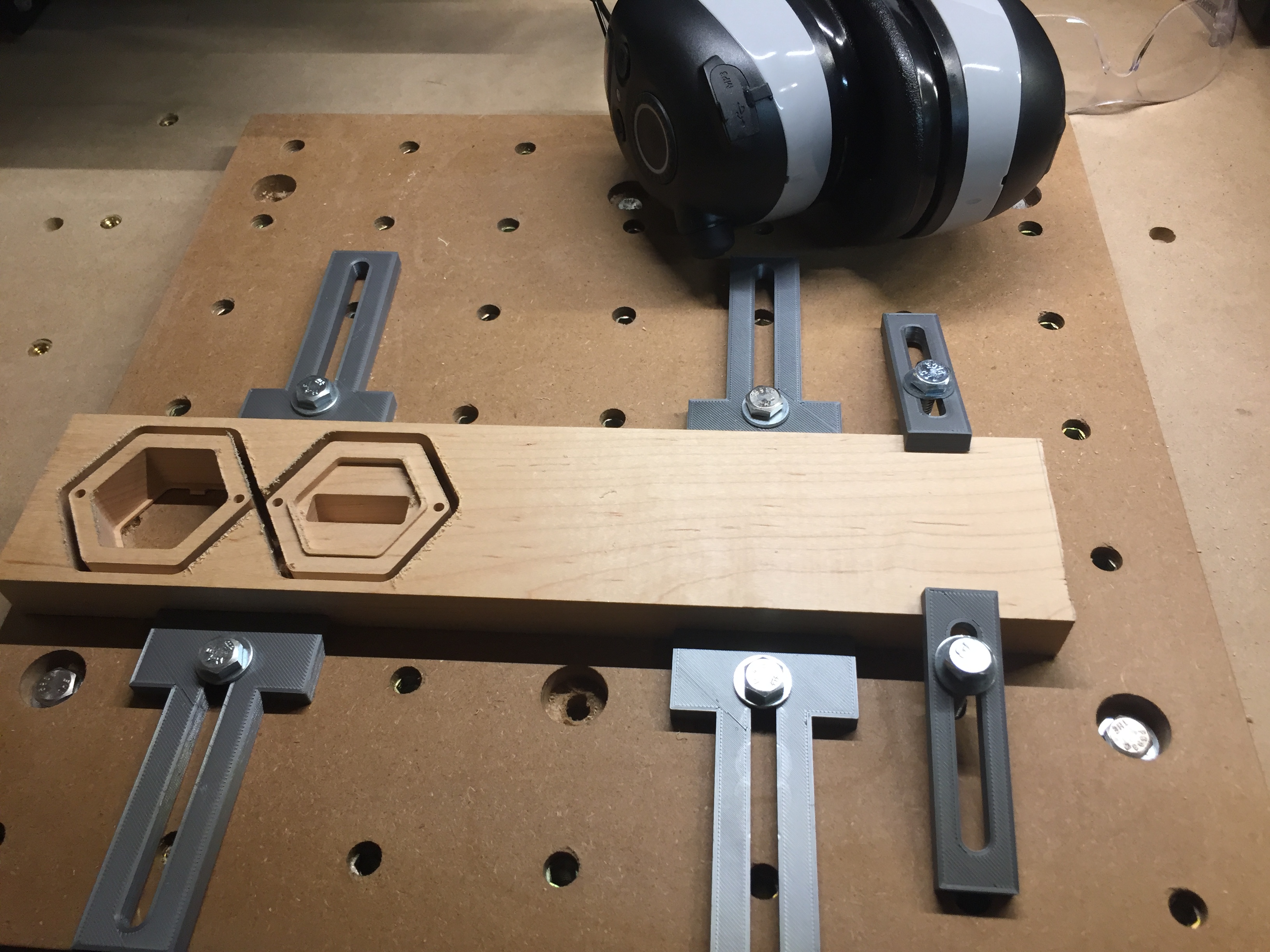
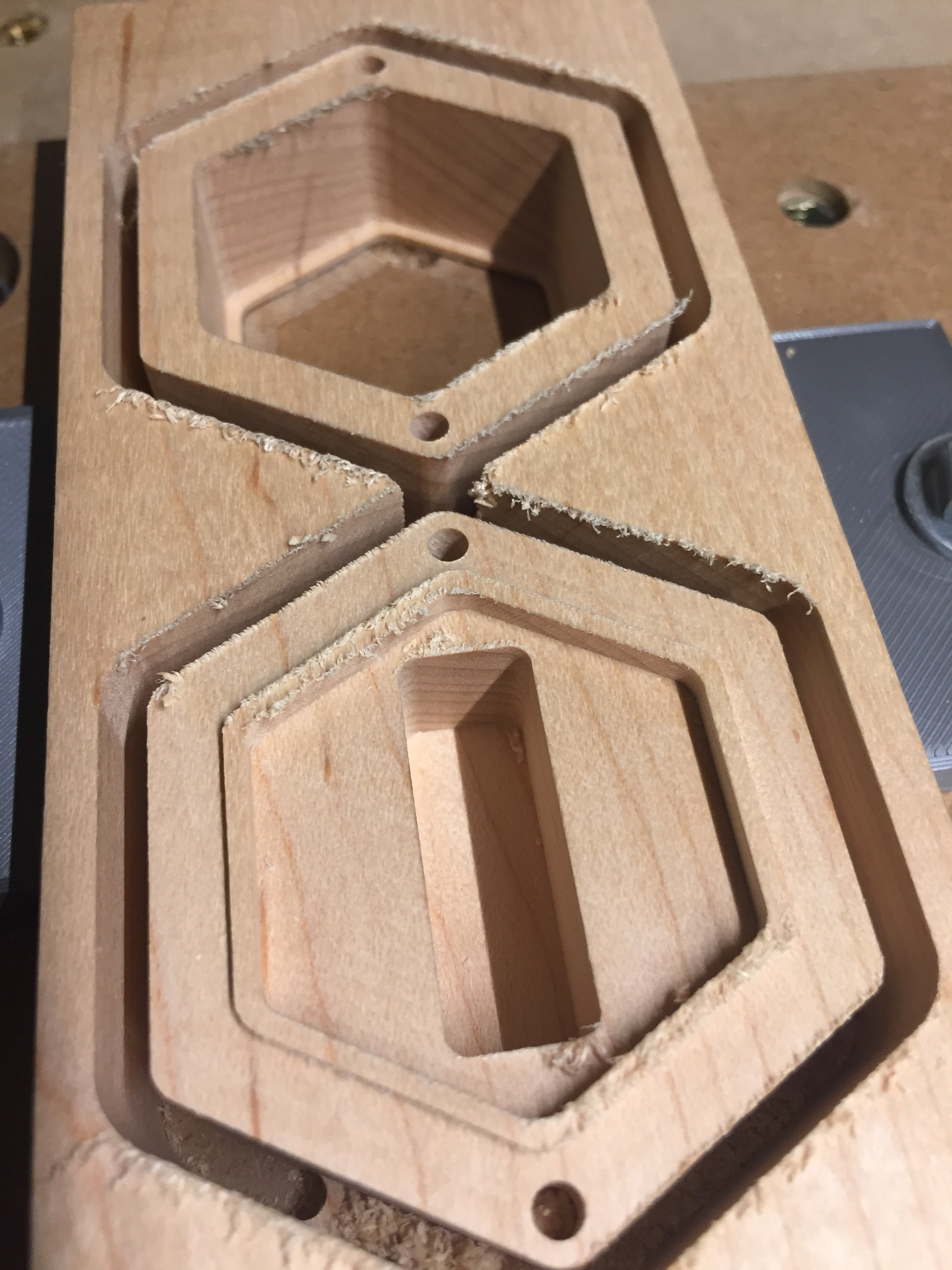
I’m not saving the plug though I may have found a creative use for it with a little more milling. There’s a through cut there and then just outside of that I pocket down 95% of the way, creating a ledge, so the outside surface you see in the main piece there would be carved away, will use gwizard to get settings for a partially engaged bit and see how it goes.
Right now I can do the whole operation with a 1/8" bit, and if I can sort out the deflection, which this seems to have, it will be much eaisier than requiring a bit change.
Could you do an offset slot slightly inside the one shown, then do a quick finish pass away from the plug? I’d bet willing to bet with a slight finish pass away from the initial slot the tool engagement would be so little that your DOC could increase and you could fly through it, and you could speed up the initial slot a bit as well since it would be a roughing pass. Might not cost a ton of extra time and you could still use the same bit? Again thinking out loud, I actually have a similar project I want to do in the near future, so I’m living vicariously through yours, haha!!!
Dan
As I said that surface you’re seeing would be milled away but I was only running the first cut as a comparison. ill see how it looks if I just do the second step with gwizard on a more conservative speed and if I have issues may do a proper full depth finishing pass.
How thick is that wood?
I’ve been contemplating using a 1/8" bit (an endmill, essentially) to cut some 3/4" sheet goods and was unsure of how it would work. The 1/8" router bits I have are 1/4" shanks and are limited to 1/2" DOC. But 1/8" endmills with 1" DOC are common.
Can you share your the final RPM, feed speed, and plunge speed, and DOC that produced your improved cut?
3/4" maple stock, using the Carbide3D bits which have I believe 3/4" cutting surface officially. I think my cheapo chinese bits are longer with the same cutting depth, I should try those now that I have better settings (I now own a LOT of 1/8" bits :P) . The final settings were the ones in the 2nd gwizard screenshot above.
1 Like
It looks like none of the 1/8" cutters sold on the Carbide3d store have more than a 1/2" cutting depth.
1 Like
I’m glad this is getting sorted, @ItsDan. I was worried this was an unfixable problem. As a side note, I recently bought a 1/8" extended reach mill from drillman1 on Ebay. Its a 3" OAL and 1/8" shank, so theoretically you could get about 2.5" of reach out of it, but I would never advocate that. I used it doing some full slot width contouring, and had to keep it at .05" - .1" DOC in Walnut (obviously fairly hard material) to work my way down through .75" of depth, or I would have gotten a lot of deflection issues.
1 Like
You could try creating a bit profile in Carbide Create with a .135 diameter, using a .125 bit for the cut. This would keep the cut .005 from the outer finish cut. Do the finish cut using the normal .125 profile, only cutting .005 reducing deflection. It would mean 2 cuts, but the speed and DOC could be increased on the last cut since it is such a thin cut, .005.
1 Like
Freddie, I had tried that yeah, the new settings help so I hopefully don’t have to go back to that.
Tried another run tonight, ran into a new issue I think I saw this reported elsewhere so my next step is trying to track down the other thread, but a few toolpaths into my project the machine started moving horribly slow, perhaps 70mm/min instead of 70 in/min. The plunge rate was also slowed.
Settings:
Speed:
Do you have the Log window open? Unfortunately, that causes the sorts of slow-downs which you describe.
I did not, unless I somehow hit a button but I don’t think so. Also it was moving normally when moving from cut location to cut location. I’ll have a chance to try it again tonight.
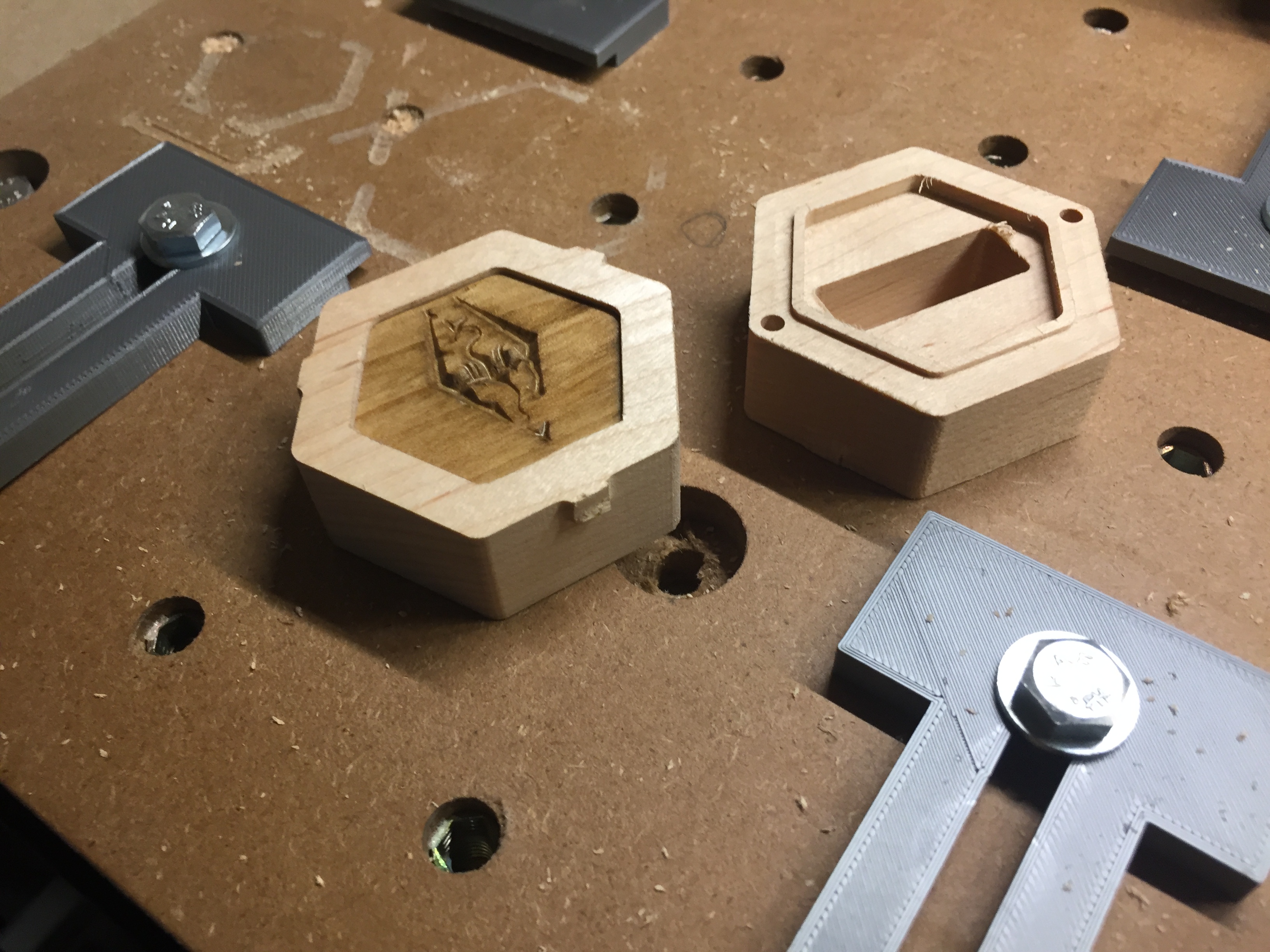
Build 305 released today fixed the speed issue. Used tabs also which is so much nicer than always using double stick tape because of the middle cutout. Very faint lines that will sand off easy.
4 Likes
Was able to confidently move forward with fancy woods. This thread ended up long but there’s a lot of assorted useful info scattered about.
5 Likes
Purpleheart? I’m interested to see what you pair it with.