I just got around to reading this… it’s a 4 month long rollercoaster of a thread with frustration, confusion, realization, and elation. Totally well worth the read.
2 Likes
Indeed was a long post, I think I got several ‘badges’ due to how long this has gone on, but I’m glad it ultimately shows the process I followed (which is hardly the most efficient or best) and actually getting my final desired product in the end. Also a good reference for people who think CNC means plopping a piece of wood down and hitting ‘go’.
4 Likes
Does anyone know where I can get free 3d files. Please replyc to ky4usa@gmail.con. thanks old joe
Tried to collect them at:
https://www.shapeoko.com/wiki/index.php/Online_resources#3D_model_sources
see further down:
https://www.shapeoko.com/wiki/index.php/Online_resources#Sites_for_3D_Models
1 Like

Gratz on the sale!!!
1 Like
Sigh. I’ll diagnose this in the morning, for now I’ll just sand it off but it always makes for a looser fit on the box when I do that. It was alleviated a bit when I reduced the feed 10% in CM4, so got to use that feature right away. May just take the settings back into GWizard and go a bit more conservative. Also possible the bit got bent, but since the ridges seem to stand proud of the cut deflection seems more likely.
I originally tuned this process on Maple and it’s possible the difference in hardness between maple and walnut mean my settings need tweaking, though I made some before without this issue so shrug. Probably going to give CC one more shot by making some of the cuts narrow pocket cuts instead of perimeter, after that might import this all info fusion360 where I can more easily setup a finishing pass.
It’s all about that finishing pass - least thats what I’m finding
1 Like
If the bit were bent the ridges should stay no matter the feedrate. I’d say you’ve got something loose somewhere… Check all your vwheels for jiggle? Or if it is deflecting take lighter, faster passes?
1 Like
Yeah the bit was my less likely scenario. Machine didn’t seem loose last night but it was late. Going to play with it today.
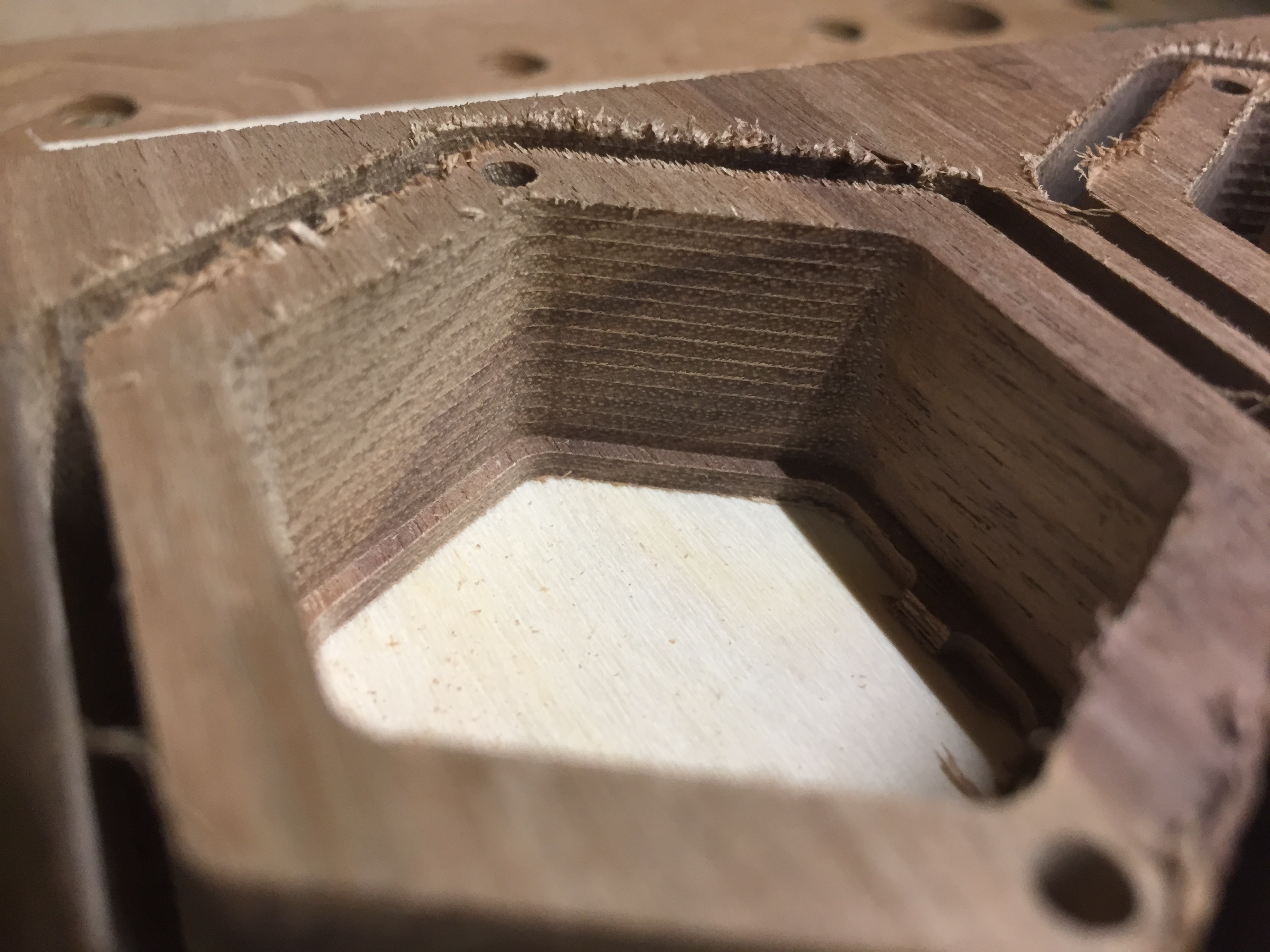
Alrighty so, actually sold some of these boxes! Enough that I need to run another batch and decided to try to put in all the tweaks to minimize my work after the CNC was done. I setup a ‘fake’ .165" rough cutting tool in CC and had it do some narrow pockets where I’d previously been fully engaging the bit, that left ~0.02" of material. I kept the F&s conservative and GWizard gave me a .08" DOC for both rough (more fully engaged but rougher result) and fine (.02" engaged but finer result) and I backed it off from GWizard’s “RUN IT AS FAST AS YOU CAN!” to 60ipm. The deflection estimate was fine so I went with that. Yeah no dice 


curiously, the waste material which did NOT get a finishing pass looks pretty good!

That one really has me scratching my head. It’s on both sides of the piece so I don’t think it’s the gantry not being level to the bed (plus it’s a machine leveled bed and I bought the $100 leveling tool).
I’ll likely try swapping out the end mill tomorrow just to see what happens.
1 Like
Check the runout on your router, collet and bit. I had so much runout in one router, I had to replace it to fix it. The bearing was bad. I bought a repair kit but havent put it in.
1 Like
I want to say I checked the runout before but likely not with this bit. I’ll still try changing the bit first. It’s also leaving cut lines in the bottom of the pockets which I don’t recall it doing so yeah wondering if there’s a small bend in the bit or something. 130 posts in probably going in circles at this point 
My other thought is to do a full height finishing pass, definitely shouldn’t leave any ridges. I’d originally tried only doing a .135" bit (thinking it would be .01 finishing pass then realizing I needed to divide by 2 on that) and it really didn’t even touch the side. I think I’ll redo it was a .145" bit instead of .165" in order to leave .01 instead of .02" for the finishing. That may be enough on it’s own but it’s also small enough I wouldn’t mind running the full bit.
The fact that you have the ridges on the inside and the outside of the boxes, but not on the waste material is very odd, I would expect it to be all three places if there were nothing different about the inside cut in the box and the waste material.
Could it be that you are having an accumulated heat based alignment issue-what cuts are first?
Maybe you are having a tolerance issue is based on decreasing size concentric cuts? If you cut a bigger box, with the smallest inner cut the same size as your current waste cut, is the issue still there-that absence of the issue in the current waste cut is a key to finding the issue.
Hm you raise a good point, the two faces that got the finishing pass are where most of the issue is at least at the moment. I just checked the ‘plug’ from the middle, a little bit on there but not as much.
The box isn’t particularly small, it’s ~2" across, I don’t think the scale is an issue at this point. Putting it down for the night but yeah I think the next step is reduce the amount of stepover on the finishing pass and try doing a full pass, or a half pass perhaps and see how that goes first. I have to see how many 1/8" bits I have also, I have a few C3D ones I’ve marked as ‘suspect’ related to this issue, and a bunch of cheapo chinese 10 for $10 type ones. Might give a cheapo a shot until I get it worked out.
Might also invest in the maintenance kit for the machine, might be a flat spot on one of the xaxis vwheels but since they’re across the whole piece I doubt that’s this issue specifically.
1 Like
Hm moment of insight. So I don’t really get the markings on the 2 face-grain sides just the 4 sides with 45 degree angles with partial edge grain. I always assumed this was just because face grain is easier to cut so it deflects things less. If it’s the machine unlevel along the X axis however then I should be able to rotate the wood 90 degrees and get these lines on the face grain edge. If I DO get them then it’s really likely that the machine is still out of square despite my efforts. At least it’s something to try.
3 Likes
Documenting this mostly. I appreciate everyone still chiming in with ideas, definitely a long running bit of frustration but, hey I bought a hobbyist machine. New attempt I’ve reduced the roughing bit to 0.14" from 0.165"/. My first cut (not the one I posted pictures of) was .135 and that seems to miss the material in some places (or it was so subtle I missed it). That gives me a .015" diameter difference so the finishing pass should take off .0075". GWizard on a finish quality pass suggestes I can do a full height pass as long as I take it slow, 15ipm produces no deflection warning. fingers crossed
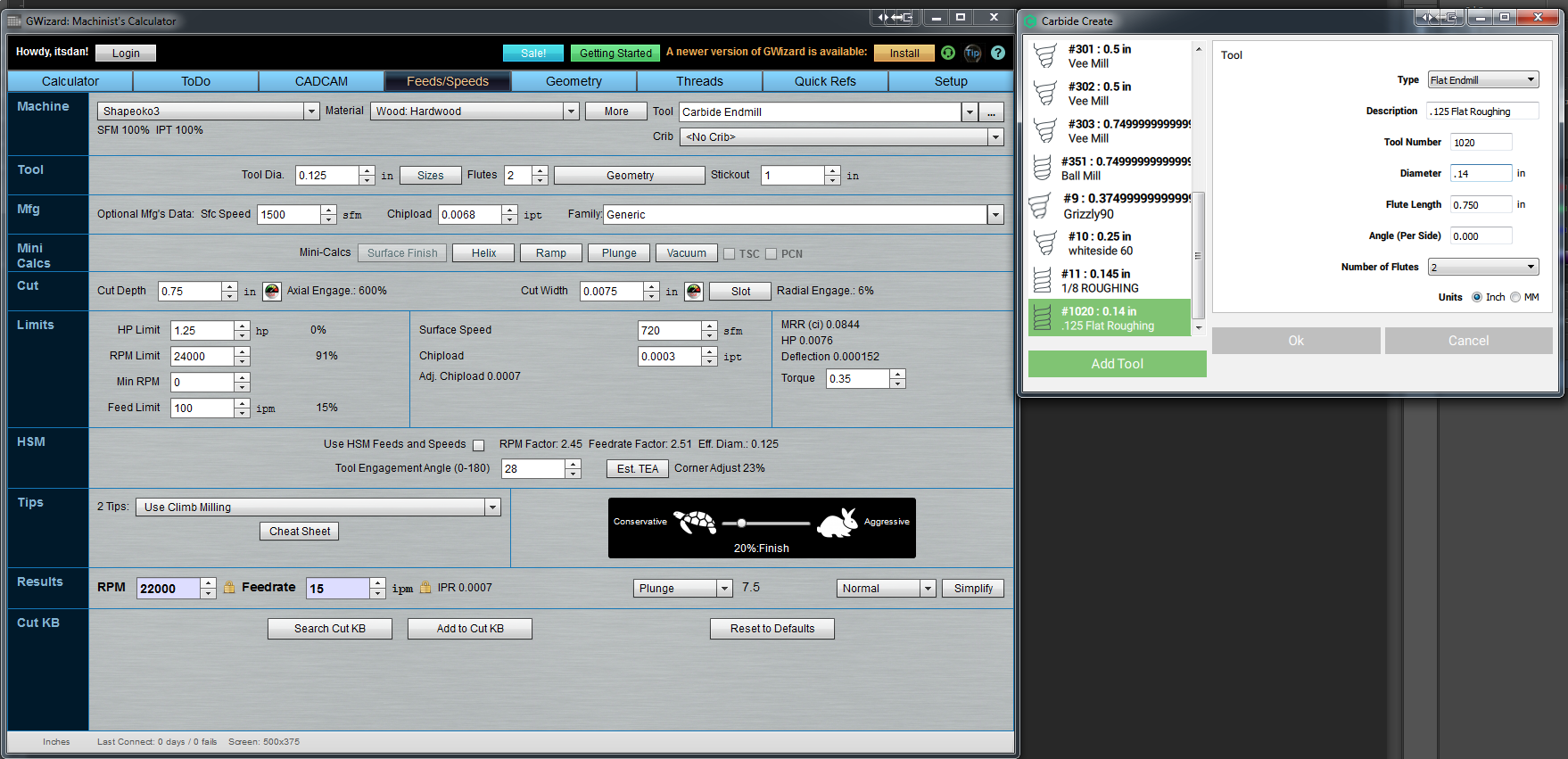
2 Likes
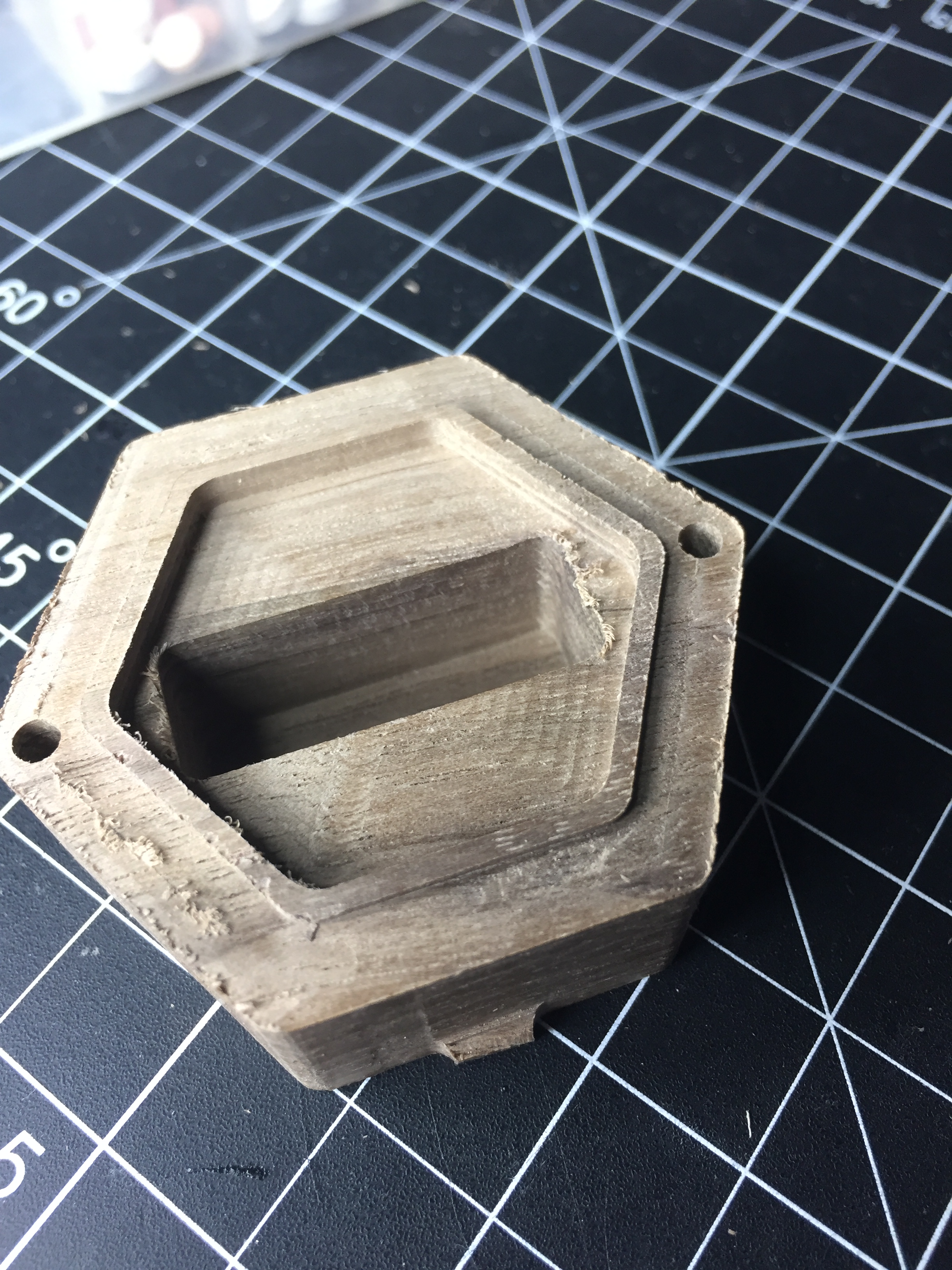
Not great success and my brain is a bit fried from this. This was the result after adding a full height finishing pass that takes off .0075" as described above.

So perhaps that isn’t taking off enough? What’s a good finishing pass amount for hardwood?
I also swapped in a brand new cutter, admittedly a cheap one but it was still brand new, so even if it was junk it shouldn’t produce the same issue. There’s also a bug here where it didn’t cut all the way to the bottom but you can see the ridges on the top 90%.

I did notice one thing on close inspection, pretty sure this is where the bit entered to begin the finishing pass, seems slightly off on X, but if I imagine the big moving around the interior of that cut by the time it returns to the entry point it’s back on track?
Best I can tell the X axis set screw is fine and the belt tension is good and similar to the Y axis belts.
Please check all the sides and see if there’s something there which indicates which way things are leaning — make a spindle square and ensure the spindle is plumb / square to the balance of the machine?
The other thing I’d investigate (and the thing I’d look into if you have marks on all sides) is collet which doesn’t hold the endmill true (or a bent endmill?) I actually bought a 1/4" precision collet for my Makita to replace the stock one out of concern for this sort of thing.
1 Like