We Real World Tested 30+ materials, Plastics, Woods and Metals.
This is really exciting and should open up the options for all of us in exploring new materials for our Projects.
From Acrylic to Wax and Cork to Limestone We have Feeds and Speeds numbers for both the Nomad 883 and the Shapeoko3.
On the Shapeoko 3 we used the #201 and #202 3 flute .25" endmill, 100% engagement,
For the Nomad 883 testing we used the #101 and #102 .125" 2 flute Carbide endmills 100% engagement.
These numbers will work for roughing and waterline cutting toolpaths.
These aren’t aggressive promotional numbers, and these aren’t super conservative, they work very well- and were refined to give optimal efficiency and the best surface finish possible.
More tool sizes for each machine will be added, but for now please enjoy the range of materials we have tested.
The Speeds and Feeds charts can be found on the Documents page here:
I took the data that you provided and converted it all to metric for my fellow Europeans I also included frequency settings for anyone with a 3 Phase Spindle (1.5KW Chinese import) and added a few more warnings on some potentially hazardous materials.
I was hoping for something like this before I received my XXL so I could make some gcode in advance… at least it has materials I haven’t cut on it yet!
3 flute bits on the Shapeoko 3? any specific reason for that?
I’m American and convert everything to metric so you helped an American as well lol
@lxkhn It’s good to have a base line everyone can work from! Ah glad to see someone in the States using some proper units lol!
2-3 flutes are ideal for a wide range of materials.
@ApolloCrowe No problem! Happy to help out as always Haha I’ve never come across someone who uses both!
Very nice Apollo. This will get me to try some new materials in my Nomad.
Spotted a small typo in the Nomad chart. In the section at the top (with the endmill pictures) it says the speeds and feeds are for .25" endmills. I think that should be .125" for the #101 and #102.
Don’t mean to nit-pick but I found a tiny typo, it should be Polycarbonate rather than Polycarbonite
Isn’t Carbonite the stuff that Hans Solo was frozen in? LOL! Having googled it, it is also an explosive that was used in coal mining… I hope no one tries to machine that!
@ApolloCrowe on these charts you’ve got inches as the denominated unit for DOC, but then no unit symbol on the feed rates and plunge rates. I intuit that it’s inches, but it wouldn’t hurt to mark it up as such, just to remind people that it’s not mm.
I’d love to see the recommended numbers for the 1/16" tools as well, when you guys have the time to dial those in
@lxkhn: three-flute tools are more balanced and vibrate less than two-flute or single-flute tools because they’ll keep the tooling in contact with the work more evenly at all times in plough-cuts and most times in other cuts. Also, because the spindle speed is what it is on the router, you can feed faster with more flutes and still have proper chip-loading per-tooth than you would with two-flute or single-flute tools. Hope that’s a helpful explanation!
I have some 4 flute end mills but I’ve never used them… Everyone said 2 flute was the way to go when I first purchase my Shapeoko 3 XXL :-/ My life is a lie.
@lxkhn Do you want flutes clogging?
4 flutes cutters have 2x smaller flute “gullet” so they are easier to clog.
The .25" endmills we carry are 3 flute, because the larger .25" diameter allows for a third flute, but keeps a decent flute “throat” to evacuate chips.
What you dont want is to clog your flutes, so less flutes, less chance to clog.
^ @ApolloCrowe beat me to it. That’s definitely the big issue with higher flute counts.
Depending on what software you’re using for your CAM planning, you can work around that limitation a bit by using so-called ‘adaptive’ tool-path strategies, which Al Whatmough of Autodesk does a good job explaining in this video:
Because the tool-path strategy is always working to side-mill and not plough-cut, and it frequently is working in “swipes” at the material, it provides an opportunity for chips to be evacuated between passes into fresh material.
A spiral-from-edge path would be a good “next-best” candidate for this kind of thing, IF you’ve got adequate chip clearing from compressed air or coolant (which you probably don’t on a Nomad or So3…)
The other thing to consider is whether or not the updated feed/speed rates for the number of flutes you’re trying to use still falls within the recommended cutter surface-speed for the cutter and material combination. If it doesn’t, you may be going too slow or too fast in that regard, so it’s definitely a multi-variable joyride X-)
You want just the right chips, not too big or too small, not generated too quickly or too slowly, not re-cut by the cutters… and you don’t want to overdrive your spindle or your linear axis motors, or burnish the part and wear out your tooling.
 I also included frequency settings for anyone with a 3 Phase Spindle (1.5KW Chinese import) and added a few more warnings on some potentially hazardous materials.
I also included frequency settings for anyone with a 3 Phase Spindle (1.5KW Chinese import) and added a few more warnings on some potentially hazardous materials.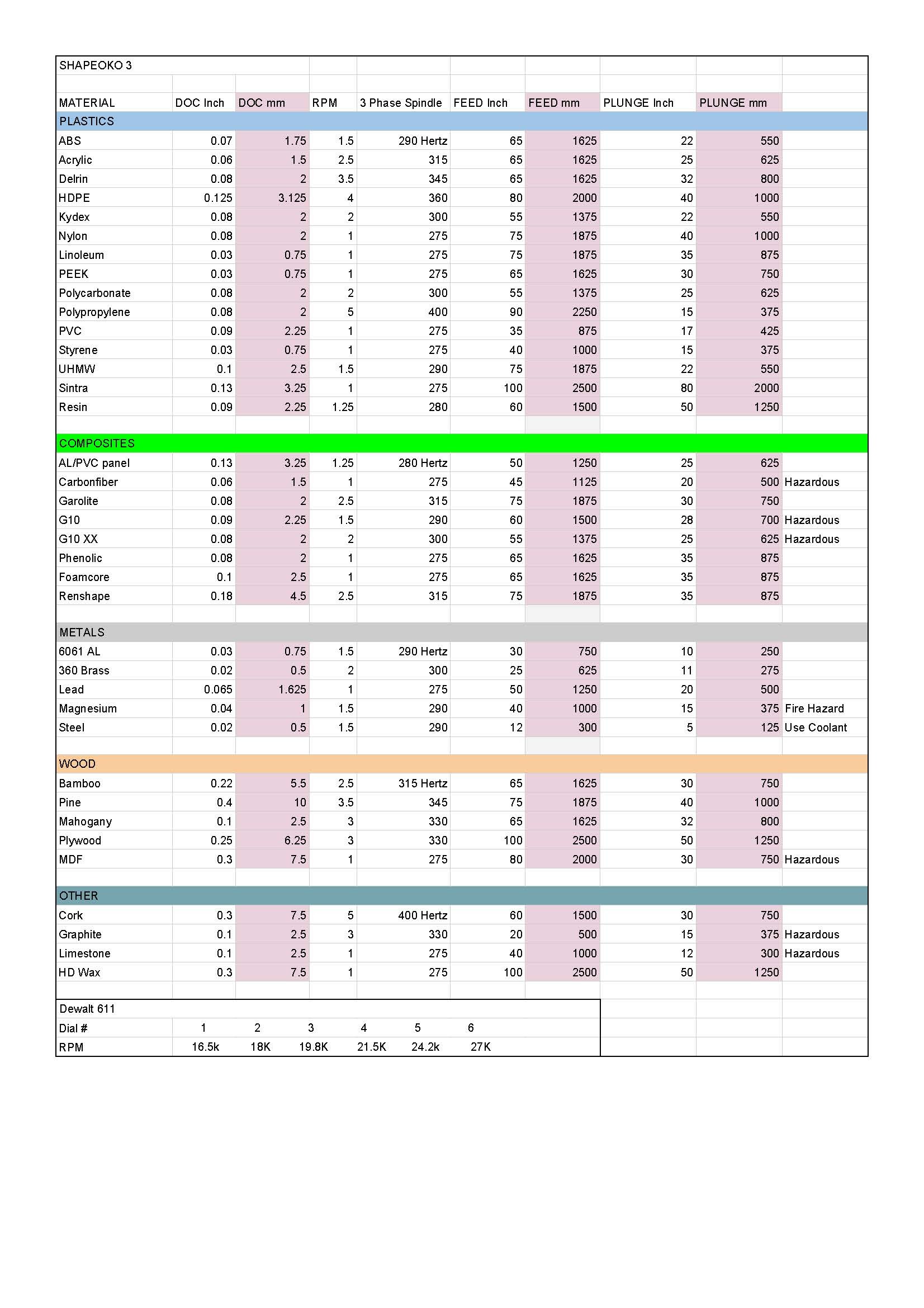
 lol!
lol! Haha I’ve never come across someone who uses both!
Haha I’ve never come across someone who uses both!