After a great deal of thinking, researching and navel gazing today I made my first cuts in Aluminum.
The material was 0.25" 6061-T6. The test cut was a 0.125" 3 flute ZRN coated carbide endmill (ebay $15 with shipping) cutting a 0.150" slot with a conventional cut 0.040" per pass at 22ipm with 7ipm plunge. There was a full depth 0.005" finishing cut, but it was too shallow to make a visible difference. The cut was very clean at the 6pm and 9pm position on the cutter and rough at the 12pm and 3pm position.
The fourth try was a bit better.
I increased the overall slot width to 0.205" with the rough cut 0.145" wide and a full depth 0.030" finishing pass. The rough cut was the same as before. The finishing pass was a 17ipm climbing cut.
I want to say thanks to G-Wizard. The tutorials and CADCAM wizard were very helpful in my making sense of all the options.
I used Fusion 360 for the model and CAM. My SuckIt dust boot did a remarkable job of keeping the area clean.
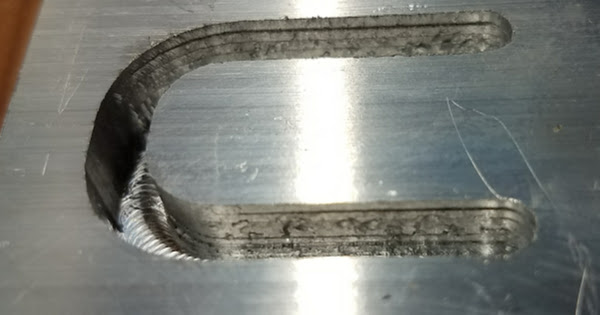
The rough pass still looked rough, so I thought maybe I should try a climbing cut. Not a good idea:
Proceeded to cut rough until the bit was clogged with AL (sorry for the poor focus, but you get the idea)
I managed to pry the Aluminum off the end mill and it appears to be cutting fine. It turned out to be an inexpensive lesson.
This was just a test cut. Next step is to rework my first Aluminum project to cut a wider slot and then see how it will work.
Rather than risk damaging the endmill, (assuming compatible coating chemistry) one can use a suitable chemical solution to clean off the aluminum — lye is the usual suggestion, and is easily sourced as drain cleaner.
I understand, but I think a little WD-40 goes a long way. I learned and follow the example of the other folks here who do way more aluminum work than me.
Switch to a 2-flute end mill, and a spritz of wd-40 will do wonders for your finish.
Aluminum tends to “smear” so a decrease in spindle speed and slight increase in feed will get better results. Expect noise… lots of noise.
Personally, I use a jet of air to keep the chips clear. It’s very easy for a spinning end mill to get those fine chips to a malleable temperature, thus the smearing and sticking.
I have had great results with an “0” flute. The high rpm of our routers hinders good results with more than 2 flutes without serious compromises in performance.