i bet its because of the min and max of the dewalt giving you the same for material.
Are you optimizing for cut depth?
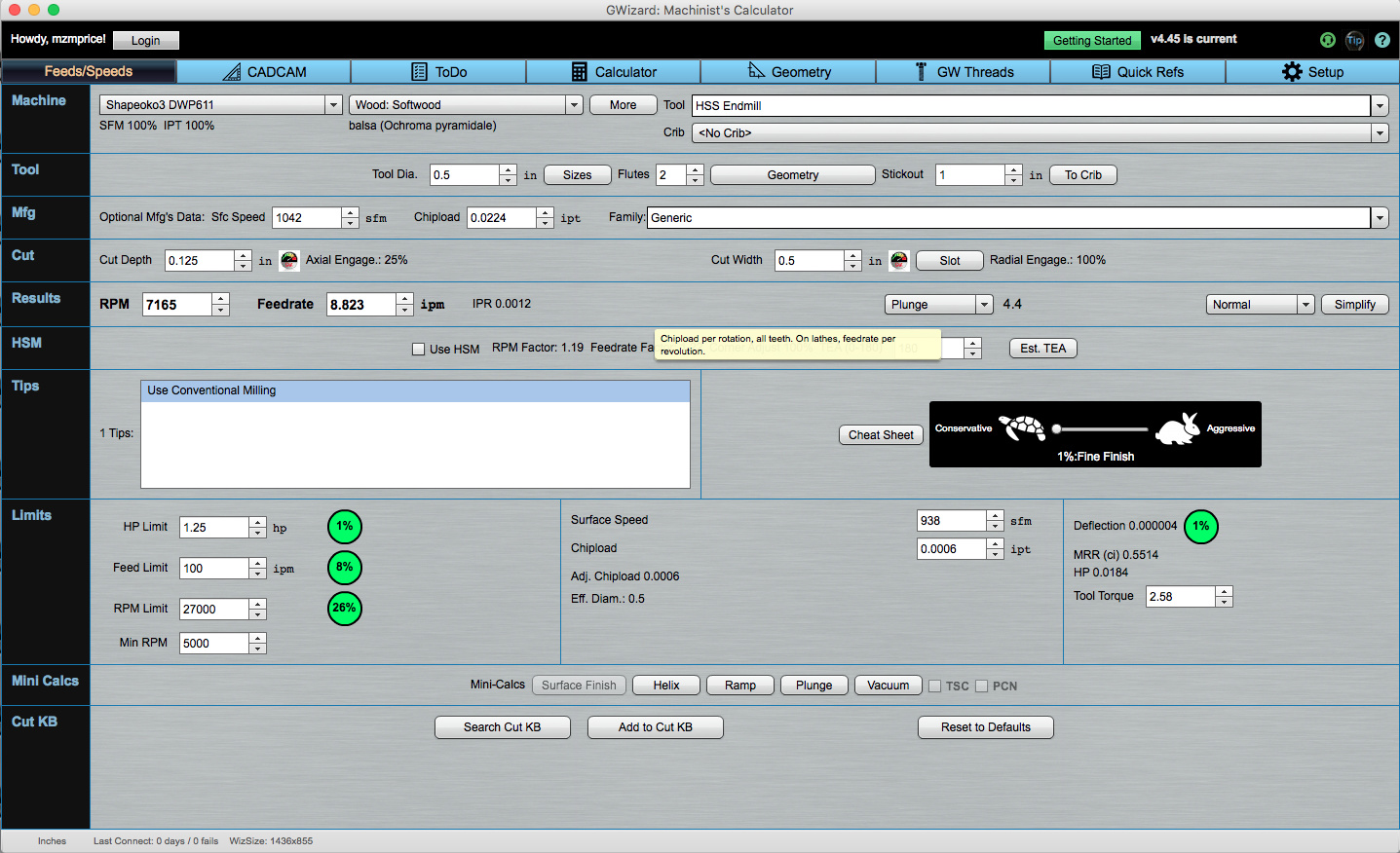
The only way I could reproduce your results was to change GW’s router Minimum RPM from 16500 RPM to 5000 RPM and lock GW’s RPM and Feedrate to your values. Strange since we’re apparently running the same software version!
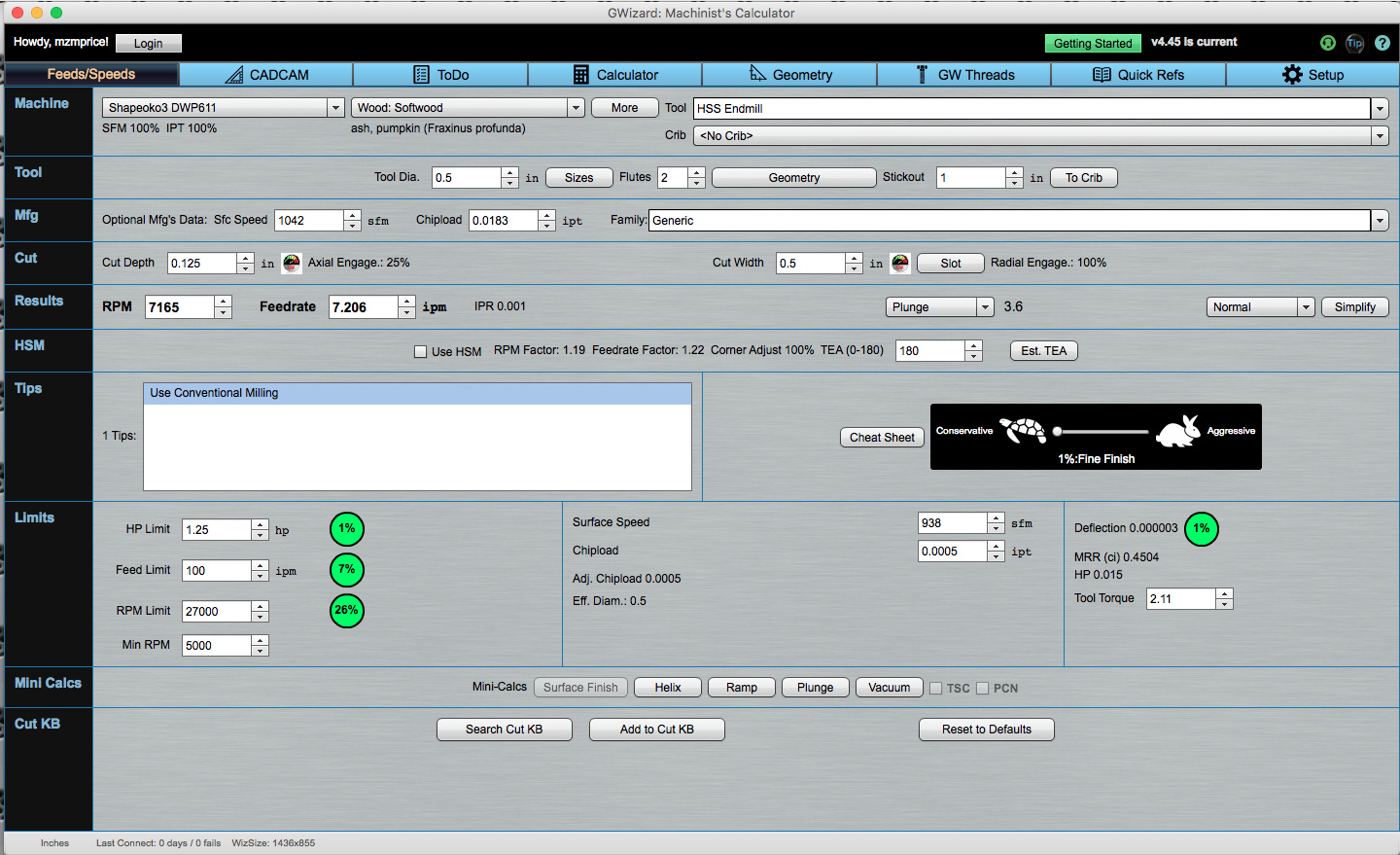
Nevertheless, if you use the same RPM and Feedrate for both species (“Alloys”) in GW, you’ll get exactly the same results for both alloys. In fact, you’ll find that’s the case for all alloys in any of the “Families”. At least that was the case when I checked a few months ago.
That’s not the result I get when I also optimize to generate a depth of cut. Yes, the feed and speed numbers end up the same (basically, you run into the limit of the machine) but the greater depth of cut enables a much greater material removal rate in the softer materials.
Can you please post screenshots so I can better understand what you’re saying?
Please feel free to switch to Aluminum if you wish (since this thread is really about that)
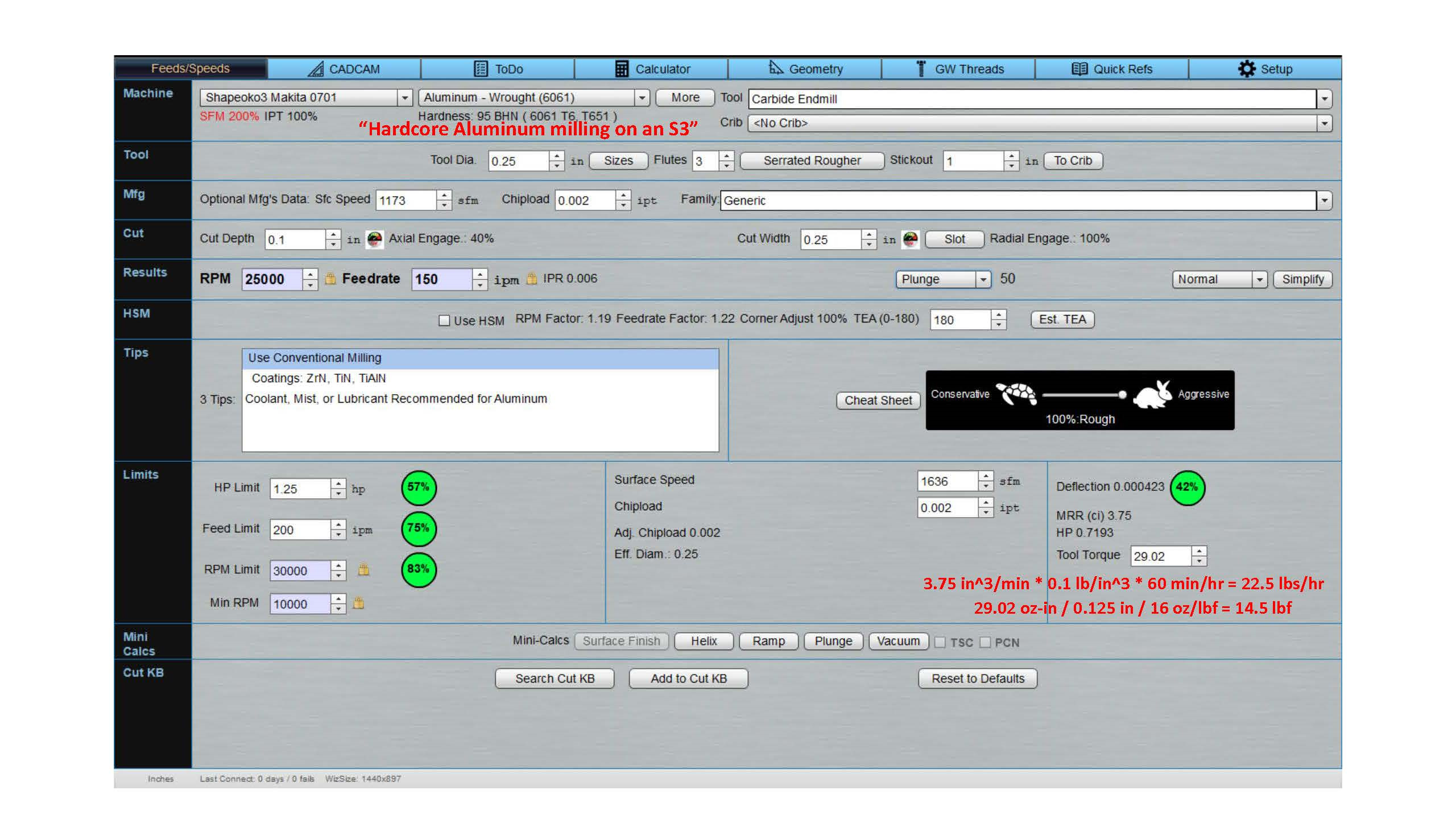
As shown in the attachment, both the latest GWizard and Kennametal calculators “say” that less than 1/3 hp and 15 lbf are required when cutting 6061 T6 aluminum like this. GWizard “says” that’s true for 7075 T6 too. Kennametal “says” less than 1/2 hp and 23 lbf are required for 7075 (more reasonable IMO). Does your experience and/or measurements contradict this?Aluminum.pdf (1.7 MB)
The attachment also shows the expected factor of 2.7 reduction in force achievable by increasing the router speed from 10 kRPM to 27 kRPM.
Those number’s don’t look right.
Ref: 1/3hp (15lbf) vs 1/4?h (23lbf) Perhaps 1/2 hp?? for 7075
1 Like
Thanks for catching that! I just corrected it. Do you think those values are reasonable?
Yes that look about right.
Onsrud claims that keeping cutter chiploads within their specified ranges is critical for cutter life. As shown in the attachmentGWizard and Onsrud.pdf (1.1 MB)
, their 1/4" endmill with the smallest chipload (0.002") is a single flute solid carbide.EM. Forcing GWizard to provide that chipload at the maximum router speed (to maximize MRR) results in a 11.9 lbf force on the workpiece and router (since the cutter’s shank is the same diameter as the cutter). That force would likely cause about 1/64" of added cutting error on a Stepcraft D840.
IMO GWizard would be a lot more useful if users could enter minimum chipload (cutter dependent), spindle speed, and maximum machine force. To be meaningful, those calculations need to properly account for the characteristics of the material being cut. Users would also need to know how much error they’re willing to accept and what force causes it.
Rick and Will,
One of Kennametal’s 2 flute endmils Kennametal Catalog.pdf (1.8 MB)
should provide material removal rates up to 19 times Calculations.pdf (1.3 MB)
that listed in the Shapeoko speeds and feed table for 6061 T6 aluminum. Why?
Now we’re entering into the fields of my Ph’d studies…
The lack of stability, dampening and rigidity in a hobby style machine vs. a commercial machine (e.g. Haas) is the reason.
3 Likes
Unless I’m missing something (am I?), your “1.25hp” March 2017 post’s MRR was 6 times higher than that recommended in the table. If you had tripled the speed and feed, it would have been 18 times higher. Both cases would have produced 14.8 lbf of cutter, workpiece, and router force - mostly perpendicular to the feed direction. That force should cause less than 0.025" additional cutting error with a Stepcraft D840 CNC router - right? See - Chart Vetting.pdf (651.5 KB)
Vince.Fab’s experiences also suggest that the Shapeoko3 is much more capable than the speeds and feeds table suggests. He should be able go even faster without impacting performance by maximizing the router speed and increasing either the depth of cut or the feed rate proportionally.
This seems like a tennis match…my serve…
Yes it is…have you seen all the modifications he has done to his machine???
Please stop this game.
3 Likes
@gmack theres a certain point with pushing feeds seems speeds where you have diminishing returns.
With the ridgity of 0.250 tool I haven’t found much use in going over a 0.100 rough doc and my usual stickout is around 1.5" . With a 0.375 rougher I’ll go 0.200 doc at high speed because it doesn’t deflect nearly as much.
Charts are great and all but every machine is different, especially the bench tops. Even with my two S3 builds they run completely different feeds and speed profiles.
1 Like
Ide love to see a thread just about stability, dampening and rigidity! It’s very interesting how these things come into play with heavier milling.
My setup is on a toolbox on wheels that weighs several hundred pounds. When using higher speeds the whole box will move quite a bit and might provide a little dampening. And that’s with a tiny Makita, I’magine the weight of 2.2kw spindle being thrown around.
3 Likes
Sorry - just trying to understand, not offend!