Trying to figure out how to enter a tapered bit into G-wizard to figure out feeds & speeds, and I’m getting really weird results no matter how I try. I sent two emails to G-wizard support but didn’t get a response back. Anybody else using G-wizard and tapered bits? This is the mill I have:


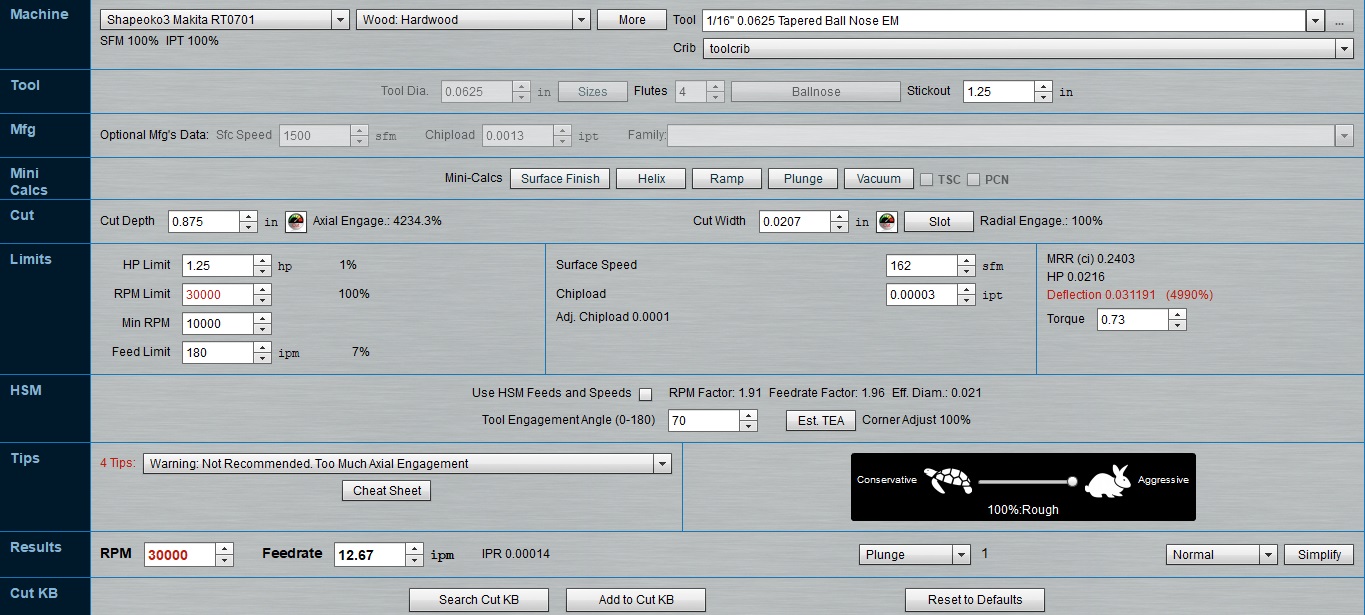
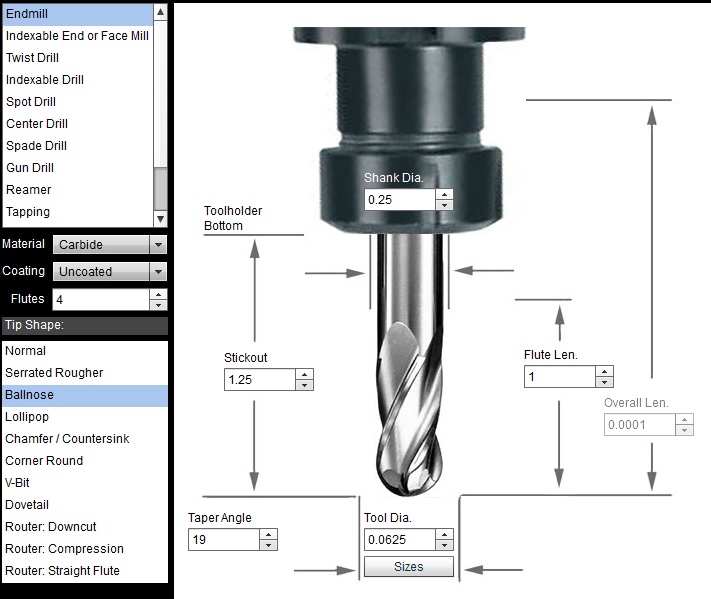
It doesn’t seem to matter if I put it in as a ballnose or a v-bit, I can’t get sensible numbers out of G-Wizard. This is what I have it currently entered as:
I have to set the depth of cut to 0.875" to get it to register an axial engage and for it to recognize that the bit will be cutting at all (radial engage), otherwise the radial and axial engage numbers are at 0%. Am I doing something wrong, or is this a flaw in G-Wizard?