This is something I have wanted to try for about a year, and it finally made it to the top of the To Do List.

The price of 1/4 shank Carbide Thread Mills is crazy expensive so I decided to use my Tool Maker experience and make one from an old worn 1/4-20 tap. The goal is to remove all the teeth except ONE! It really isn’t that difficult, since you have about 12 teeth (about) to practice with. Meaning if you make a mistake, grind off the mistake, and go to the next tooth. Once you have a single tooth on one of the 3-4 flutes, now it’s time to grind all the other teeth off slightly below the minor diameter.
Now the hard part. If the thread you are cutting is a 20TPI, you don’t need to do anything, but since I was cutting a slightly smaller, I needed to grind the helical angle on the top side of the tooth so that it wouldn’t rub. Some Dykem, some good magnification glasses and steady hand is what it takes (and practice)
<img

She may not be pretty, but great for a trial.
PS Dykem on the tool so I could look for rubbing (Insufficient clearance)

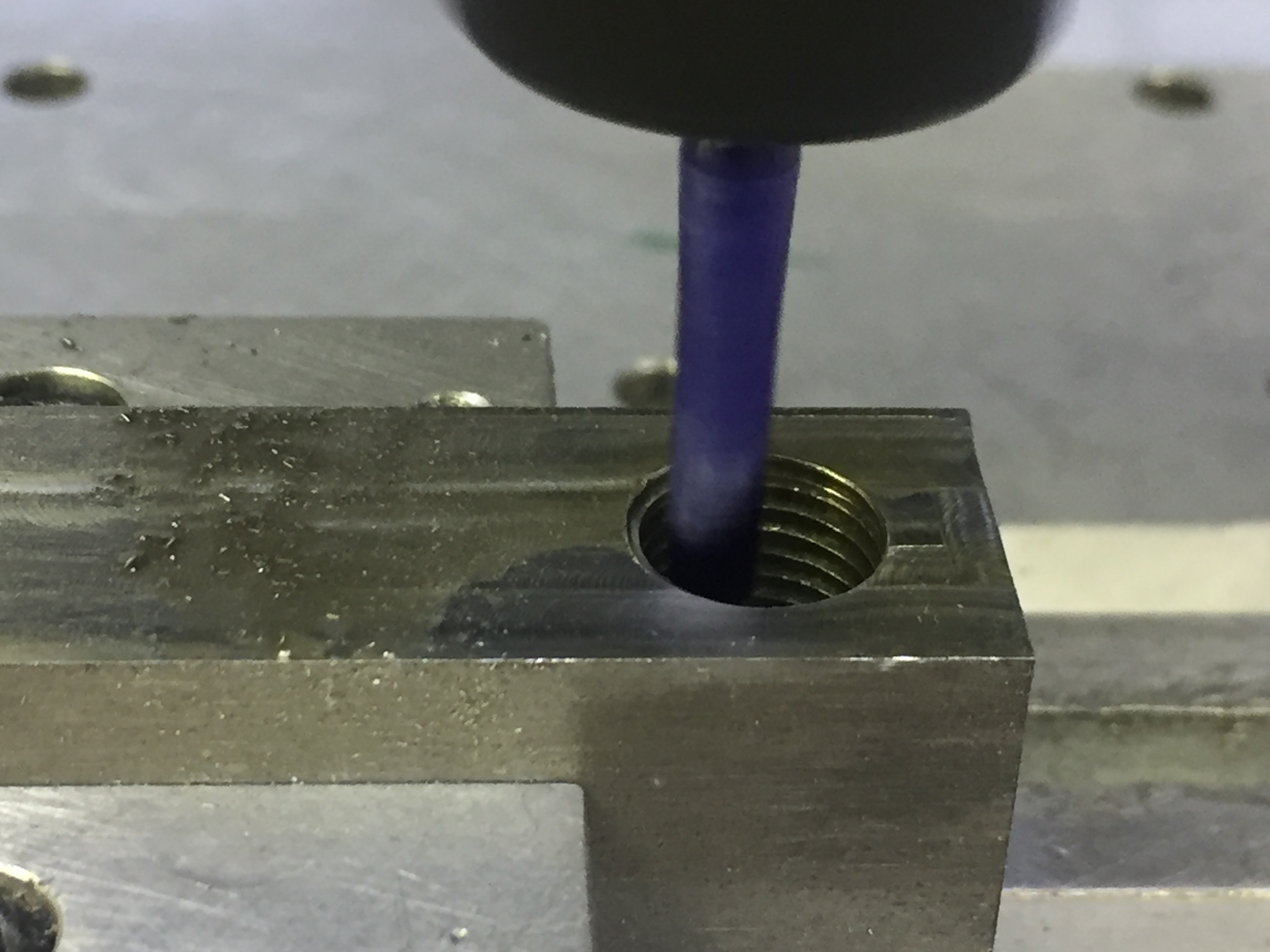
Next, I used Fusion 360 to (a) design a tool that had the OP and length of my new (handmade) tool and wrote the program and posted it with my personal Post Processor
I used 5 passes to get to depth, but since the tool is HSS there was some deflection on the bottom and it took another 2 more runs of the program to remove the spring.
Speed: 10,000 rpm
Feed 11 in/min
Thread depth (0.055")
Actual Thread depth (Cut) 0.062
Lube: WD40 (of course)

The thread data is 12mm - 1.25mm x 19mm
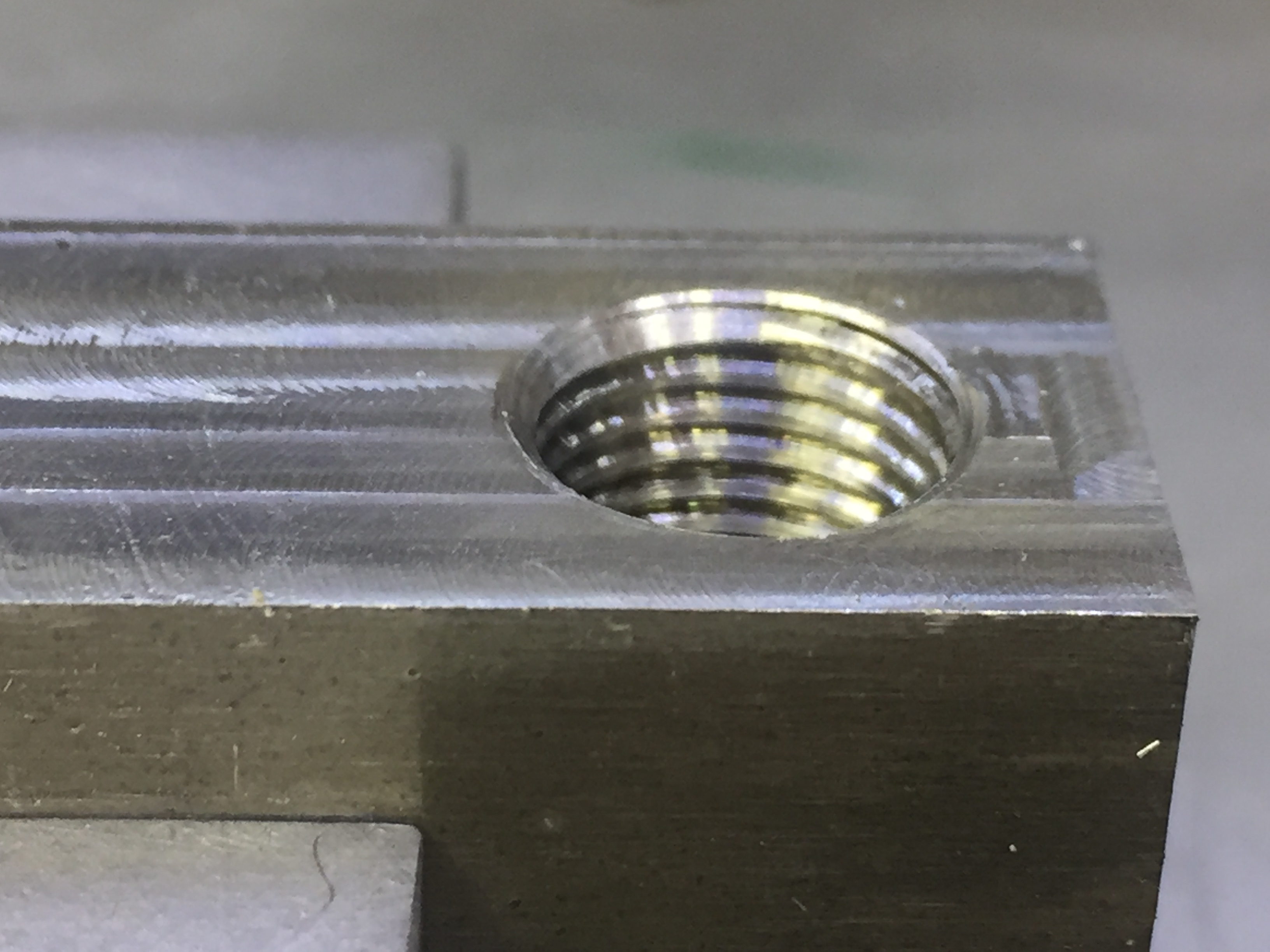
I don’t have anyway to measure the internal pitch, but the top is a few thousands larger then and bottom, but overal I am VERY pleased with this first attempt.