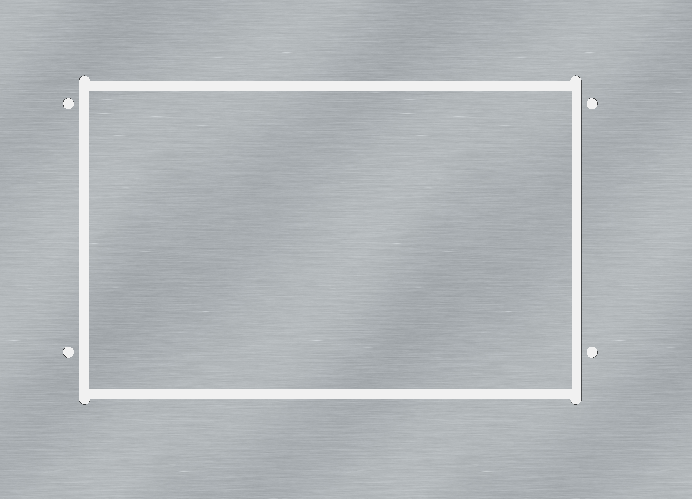
Making a 6.535"x4.134" rectangular inside cutout on .090" Aluminum. Simulation looks fine with #102 tool selected. But, with #112 tool, it’s a wreck! What’s going on?
Ray, you need to post a more information for us to help. Here a list of just some of the information we could use to help you:
Tool: 102: 1/8" 2-flute, uncoated. Tool 112: 1/16 ZrN coated (Are these the tools you are using?)
Speed (Spindle) for each cutter?
Feed rate (IPM/MMPM) for each cutter?
DOC (Depth of cut) for each cutter)?
Are you using lube/fluid during the cut?
Photos to assist us in determining what a wreck actually means?
Material alloy (6061 T0, 6061 T5, etc…)
Your turn.
Unfortunately, Carbide Create runs an optimization pass and discards small features — it may bet that the smaller endmill size is resulting in features too small which are discarded.
You do get an accurate indication of how the machine will move from the blue lines in the Toolpath pane.
You may want to try a 3rd party previewer: https://www.shapeoko.com/wiki/index.php/Previewing_G-Code
This is with tool #112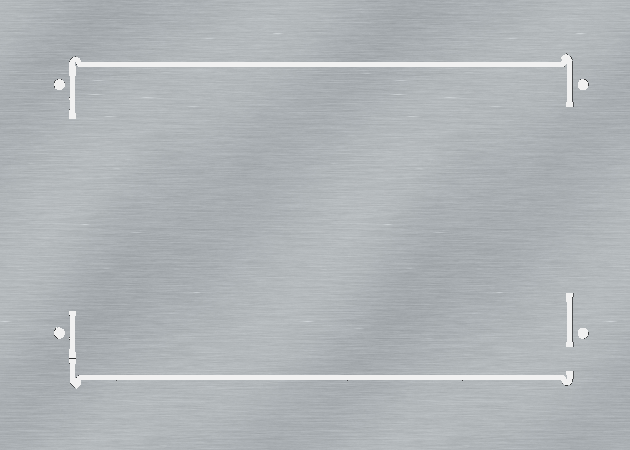
yes, that’s unfortunately typical for the smaller tools / features — use the blue lines in the Toolpath pane to see what will actually be cut.
1 Like
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.