I bought some end mill bits from a local company. They are the ICARVER 40-9028 set. I want to add them to carbide create however i don’t understand or know what the proper inputs are.
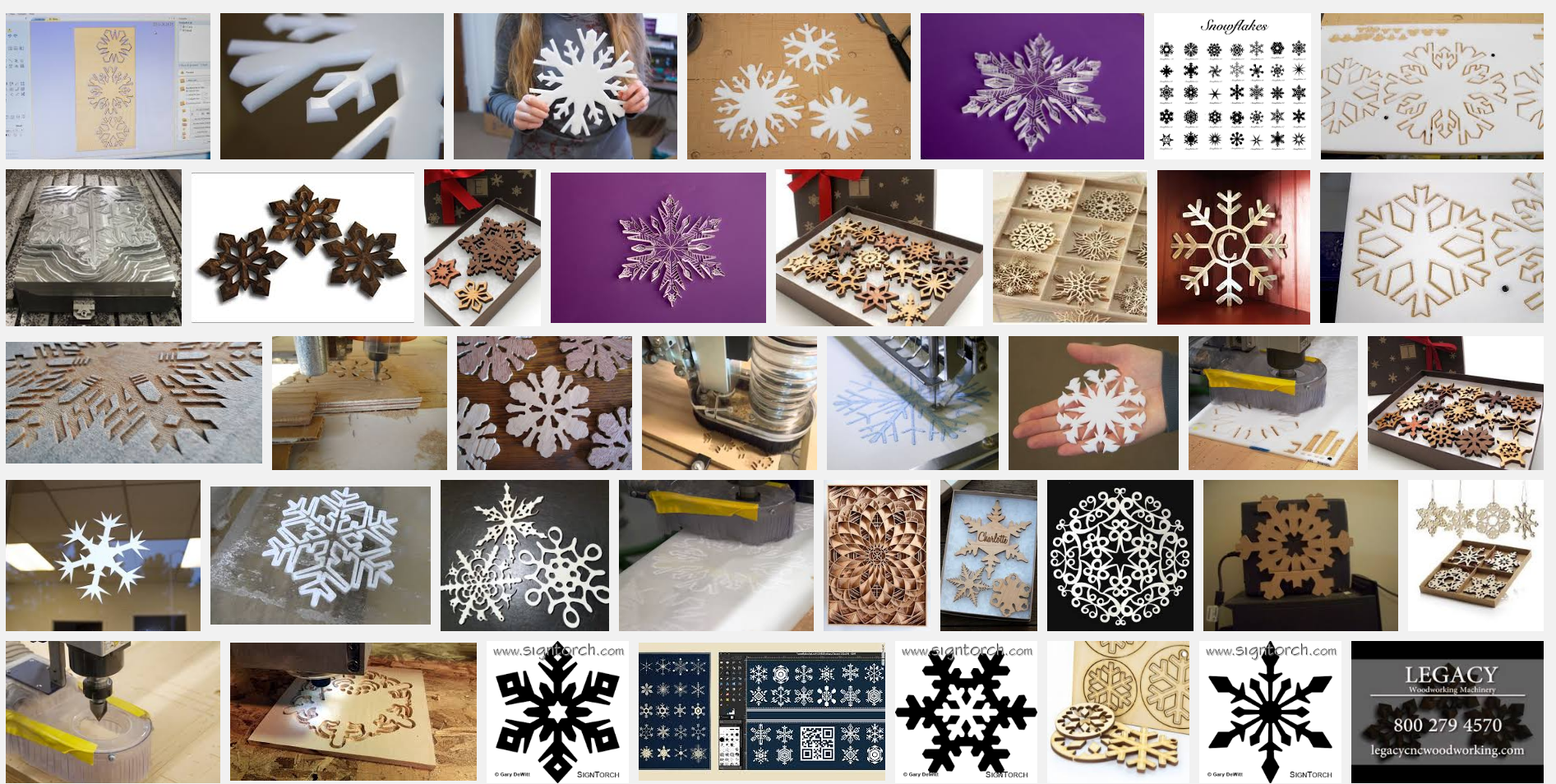
For a new owner i do not know what bit should be used for my project. I want to do snowflakes for my first project and i don’t know what bit i should use. I don’t want to damage or break my machine so i want to do it right. A new user guidance for this would be appreciated.
I tried to upload the c2d files but its larger than the file size limit.
The good news is that it’s pretty hard to break the machine using the wrong mill. You might break an end mill (or many…one of these days I’ll post my box of broken tools), but it’s pretty hard to actually hurt the machine. You can stall it, you can get the servos to skip, but it’s pretty trivial to recover (turn it off, turn it on, and restart all the software). You can wreck the project, but it’s hard to actually damage the machine.
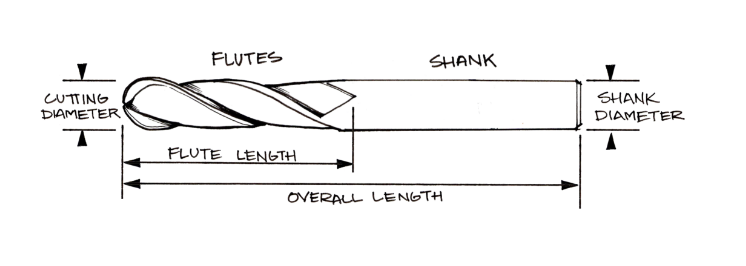
In general, use a square end mill, up cut, unless you know you need something else. The up cut pulls the chips out of the cut better (but also pulls up on the material some, which is why down-cut exists for special cases). The conical and v-bit tools have special uses. The ball-end tools are generally but not always, for 3d machining. For your snowflakes, almost surely the square tool…assuming these are 2d/2.5d parts.
You want to use the largest tool you can get away with - if you don’t have any details smaller than .25", use the .25" mill. If you have smaller details use the 1/8" tool. There is a speed-n-feed chart here: http://carbide3d.com/docs/support/ … you’re going to need this…maybe not right this second…but you’ll need it eventually.
When you get a little further along, you can look at how to use the .25" for roughing, and the .125" for finish pass (with a tool change). It’s not hard, but if you’re just getting started, it’s one more thing to mess with, so get comfortable first with just one tool.
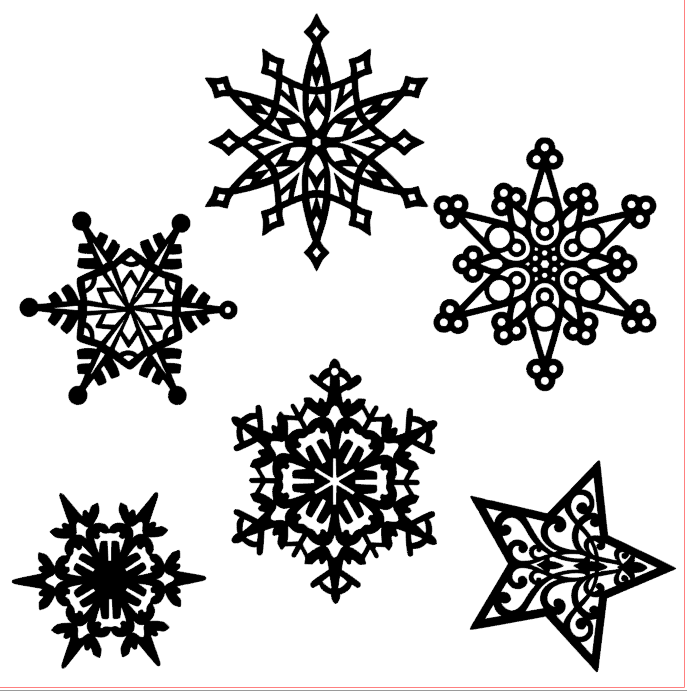
A screen shot of the Snowflake file will also work if you cant upload the file.
OR a picture of an existing thing so we can see what tool-pathing solution is needed to achieve the effect you want.
Referring to my question on the bit sizes of the iCarver 40-928 its not anywhere on the web… BUT… I thought out of the box and did the following.
The product is mde by General Canada for the iCarver CNC
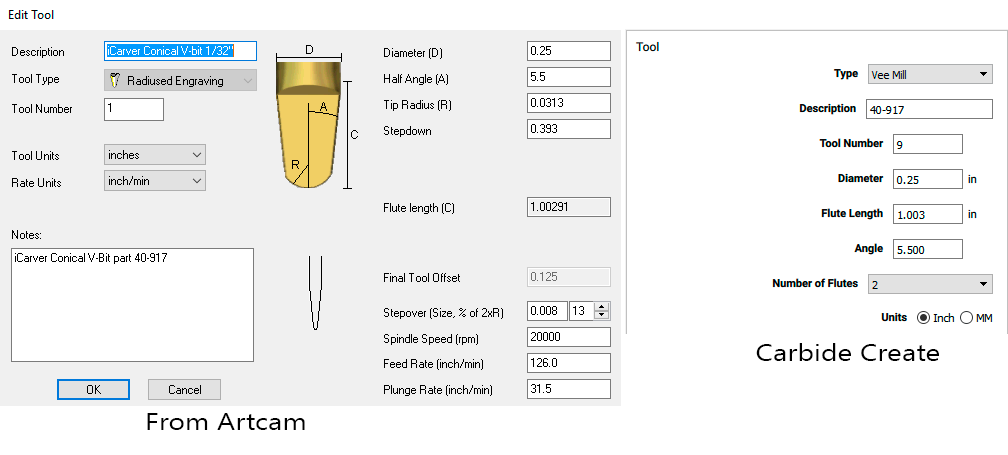
They use ArtCAM and I thought if those bits were preset in the software. And guess what they are. As this screen shot shows.
Now all i have to do is add them and i am set for making my first carving tomorrow.
Cool looking snowflakes! One of your big considerations is going to be dealing with interior corners/radii. You will never be able to get any sharper than the diameter of your cutting tool, so the smaller the diameter of the cutter, the finer the achieved detail. This will also, of course, be contingent on the final size of the snowflake because larger snowflakes will be less effected by rounded interior corners, such as the sharp corners in the triangle circled here:
So, you’re probably going to have the best luck with your .125" two flute up cut bit. Depending on the thickness of the material you’re cutting, you might even be able to get away with using your 1/32" bit, but I recommend you start with the .125" bit for practice first.
Also, just a tip for your order of operations (the order that you cut things), cut out all of the interior patterns, then end with a contour toolpath around the outside to actually cut the snowflakes out.
You can get a bit more detail on things such as this by running a V-carve engraving pass first — if you use a painted or coloured surface (suggestion: seal w/ lacquer or other clear finish first, then cover w/ a compatible paint) it will almost be as detailed as using a laser cutter.
I am new to the Shapeoko and what I have done is to use my ruler as spacer and I then used it to mark a line from the centre, then from the front of the board to the back. Then at every cross I drilled for a M6 insert then hey presto all I have got to is to make the hold down clamps.
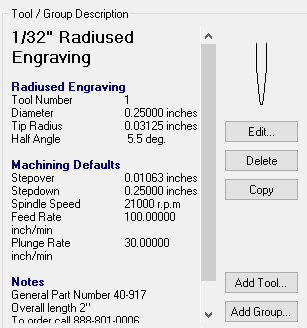
So i want to enter a new End Mill to the toolset and found these details on the endmills.
I want to make sure i go this right so could use some checking by those that have added tools to weigh in… Are these the right settings?
Would really appreciate and feedback on how to input the new End Mills into Carbide Create. Specifically with the end mill data i have included in this post
I’ve added tools and that looks like what I’d put, but haven’t ever used a tapered ball end, so I’d be doing some test cutting/engraving with it to determine how best to utilize it in my design. (The feeds and speeds from artcam look very aggressive and like a broken bit to me, but you were asking about CC right?)
Can’t help you with tool creation in CC, unfortunately. Creating new tools in CC was always a struggle for me, and now I’ve switched over to Fusion 360.
The thing to keep in mind about speed and feed calculators is that they’re typically assuming you’re using a very rigid, commercial mill, and a mill with a spindle with RPM’s well below what either Makita or DeWalt routers can do. I’m not a subscriber, so someone else can verify, but I think GWizard actually includes a profile for the S3 that takes rigidity and capable RPM’s into account.
So far, I’ve been using the material chart that Carbide3D did for a couple of their tools and then tweaking from there. I’ve got a Nomad, so I use the other chart, but the ShapeOko chart for the 0.25" tools is here: http://carbide3d.com/shapeoko/feedandspeed/
As a brand new user, I experienced many of the frustrations expressed earlier in this thread.
I think it would be great to include a step-by-step projects/guides to do after the Hello World project. They should cover creating simple versions of everything you need to get started using your CNC.
Hello World Project
Simple Wasteboard Grid
Clamps
A parts list, step-by-step instructions, and the digital files (already tested/optimized for Carbide Motion) needed to do the above projects would have been a huge help. I also think it would be best to have the above projects specific to each model.
@WillAdams to answer your question about the XXL board being doubled up, that is not the case. There are two screws holding down the support beams, on the other side towards the middle of the frame support there is one hole located 18inchs from the two holes on the other side.