Nothing too serious for me. I have a u-shaped block that I slide onto the body of the router to depress the spindle lock button in order to free-up a hand to make tool changes easier. On at least three occasions I started the router with the block in place which made a lot of racket. I finally added an arm to it with some Day-Glo tape to make it more obvious that the lock block is in place.


4 Likes
I’ve done that quite a few times with no problem. How did I get lucky?
So, I got a nice cribbage board all designed up in Inkscape yesterday evening, and I pulled an SVG into Carbide Create to CAM it up. A few gcode saves later (lines, holes, et cetera), and everything was more or less ready. For the holes, I let Carbide Create make them as very slim pockets, then I pulled that gcode into Notepad++ and took it from 63332 lines to 1187 lines by turning all the pockets into straight plunges (with a Kodiak drill mill.
Well, the gcode for cutting the lines with a 1/8" 30° engraving bit was cromulent (although I can definitely improve the 5-hole break line part of it if I hand optimize that, and if I decide I want to fill the lines, I may change to a different mill). Once the lines were cut, I swapped out for the drill mill and loaded my wonderfully concise gcode for the holes. The code worked exactly as designed, and it was quite speedy. So, where does the whole dumb part come in? Well…
I had just added an adapter to the end of the vacuum hose for my dust boot, but I had not checked the clearances. At the bottom of the Z travel for the holes, the router bracket ran into the vacuum hose adapter and forced a deflection, turning my nice prefectly-coded holes into oblong failures. You can see when I noticed and corrected the issue as the holes go from oblong on the left to nicely circular the rest of the way.
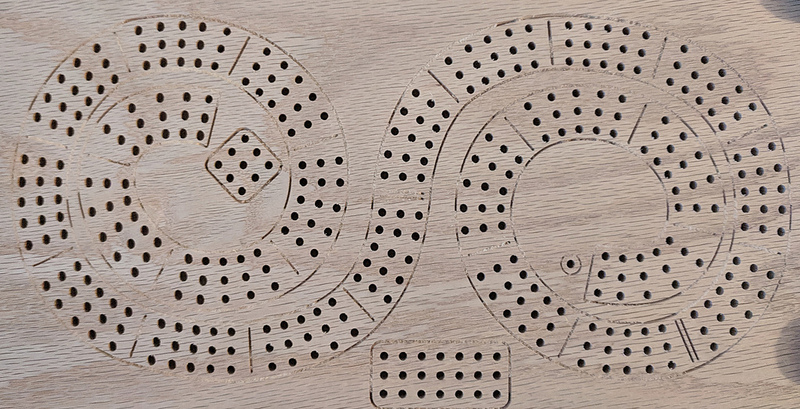
I suppose I may as well optimize the gcode for the lines before I go again, but at least (other than the terminal issue) the project did properly resemble my intended reality. 
2 Likes
I recently realized that I was improperly probing for z after tool changes. Forgot I was supposed to set the probe on top of the material. Made a lot of sense once I figured it out since I thought my cuts were a little deep.
1 Like
Same here. Realizing you can probe for Z anywhere on the work piece (assuming everything is flat and square) made it much easier on jobs where the original Z spot was carved away.
2 Likes
Looking at the “Updated the machine operating checklist” post and checking out the checklist has induced me to note one more dumb thing I did on my Shapeoko… and one the linked checklist doesn’t cover:
The speed you set on your router/spindle only applies if you have turned it on, and in most cases, end mills work best when rotating. 
(Nothing injured, nothing broken, but I was happy to have installed my e-stop button. I chided myself on working fatigued and called it a night, but I’ll probably add “turn on router” to my checklist.
1 Like
Changed the first sentence of #9 to read:
Browse for the NC file which you have already simulated and send it to the machine, following all prompts for tool changes and starting the spindle as required and setting it to the correct speed.
4 Likes
My biggest screwup was setting up a job to plunge a dozen 1/4" holes, 1" deep in a bamboo butcher block with a 1/4" endmill. I knew it wasn’t going well when smoke was coming out of the second hole. By that point I assumed the endmill was toast and just let it finish. I don’t know if it actually was at hole two but it definitely was toast by the end of that job. Fortunately the holes were on the underside of that project because they were pretty charred. The(fairly new) endmill was ded ded ded.
Lesson learned, endmills suck at drilling holes.
Aside from that, I’ve nipped the ends off a few of my clamps (fortunately without issue) and screwed up the retract distance and had the endmill score lines where I didn’t want lines scored. Oh, and I had a 1/4" endmill come loose and start sliding its way out of the collet mid job. Fortunately I was paying attention, and the noise of an endmill going from a 1/8" cut to a 1/2" cut is pretty noticeable and I was able to hit the off switch before anything broke.
3 Likes
I’ve been looking for a place to post this… not a horror story, but a bit embarrassing and hopefully this will helps someone.
I was getting unpredictable results on facing operations, pockets, etc. on my Shapeoko XXL There were random irregularities in depth of cut up to a millimeter or more. I was baffled… tramming? calibration? something loose?
Turns out, when I was inspecting the carving, I would lean in with my elbows on the spoil board and a good portion of my body weight, causing the spoil board to flex. DOH!

9 Likes
I also did this… took me an embarrassingly long amount of time to work out 
Here is another one.
Last night I spent 5 hours milling some small aluminium brackets. It should have been a 20min job. However each time I ran the job it seemed like it was cutting too deep. I checked the motors, steppers, grbl settings, got the callipers out The works.
Turns out I changed the thickness of the design over time and forgot. Thus every time I ‘recut’ the parts with different settings it was the same…
5 Likes
Don’t leave a bit in the spindle when you close shop.
I got distracted, left the Shapeoko for the day with a finger tight end mill in the router. I get back to it few days later, not checking the end mill and trusting it was tight. Tool stalls in work and drops, thankfully nothing came flying out (I had the enclosure open).
3 Likes
I can rival that… don’t ever leave your spindle with a loose nut/collet then decide to check your VDF accuracy…
2 Likes
Ran a small project… the whole time without the router switched on!!! I’m serious. It was a 1mm end mill which snapped right off but because I had the dust shoe on, didn’t realize it until the job ‘finished’ 
1 Like
I can relate. I was testing out an external switch to my router. I had the sense to remove the bit, but I didn’t tighten up or just remove the collet nut entirely. When flipped it on, the nut basically “sucked up” on to the shaft. Very weird thing to see.
2 Likes
Doh! Brand new sea of holes… Had the max depth set wrong when generating gcode, and the “stop” button stops at the end of the current command, doesn’t interrupt. Figures it would be helix.

5 Likes
Ouch! I did the same on a brand new aluminum clamp, it hurt, but not as much as that probably did 
Dan
Could you fill that with JB Weld, then resurface?
1 Like
Likely. Might just leave it to remind myself not to be a doof. Mostly, it’s just ugly
1 Like
@mikep I’d recommend an adaptive toolpath next time you want to do that to your wasteboard…you’ll get a cleaner cut. 
2 Likes