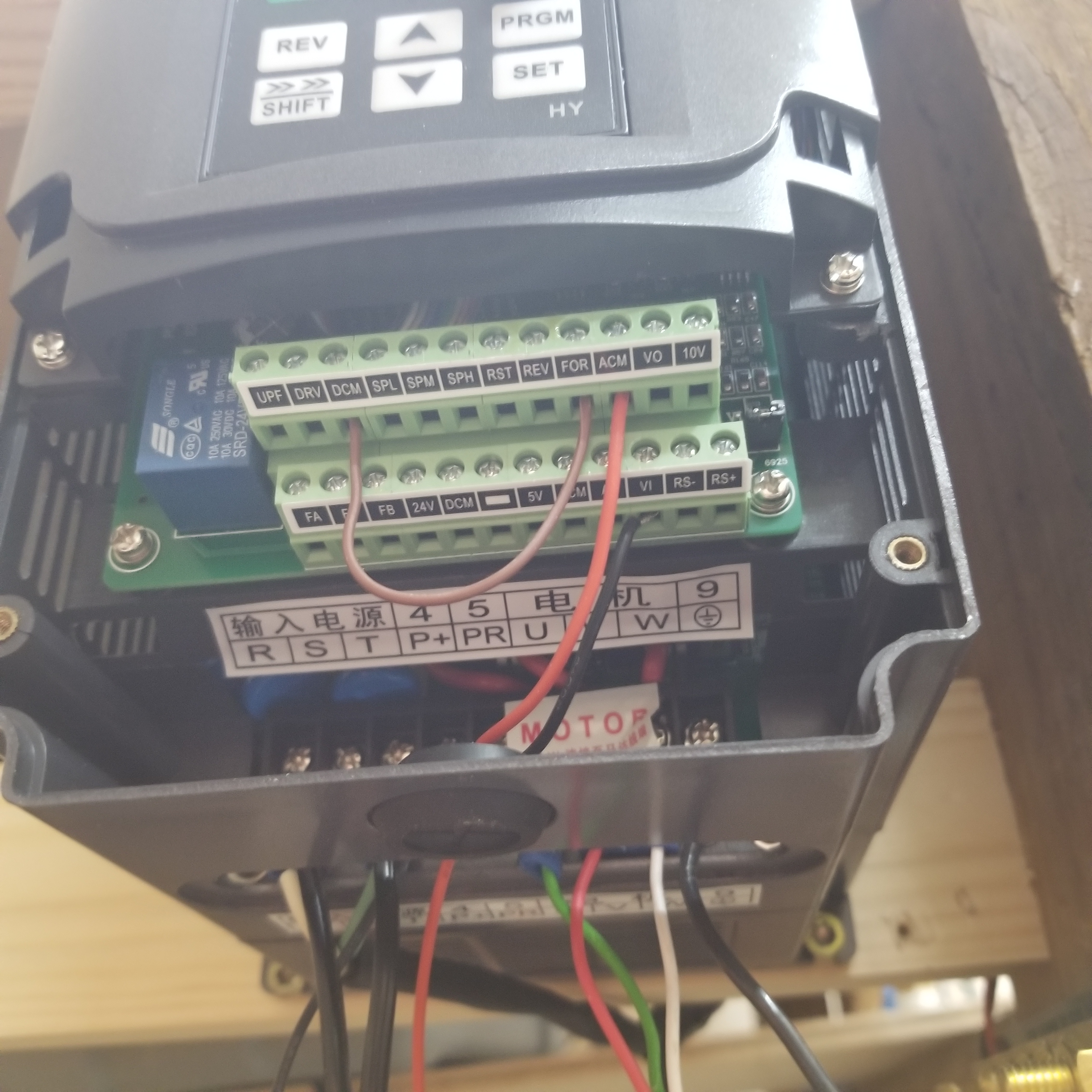
Alrighty… Finally after three faulty vfds I got one that will turn this spindle! Everything works, except once I hook the board up there is no response at all from the vfd. As soon as I unplug the PWM and ACM is turns on and I can change speed with the dial.
I did do it per lukes post Connect the PWM pin to VI Ground Pin to ACM
Haha… I knew someone would notice. I ran short so they are spliced together. Waiting on a little more to arrive in the mail. I’ve made sure they do end up going to the right place.
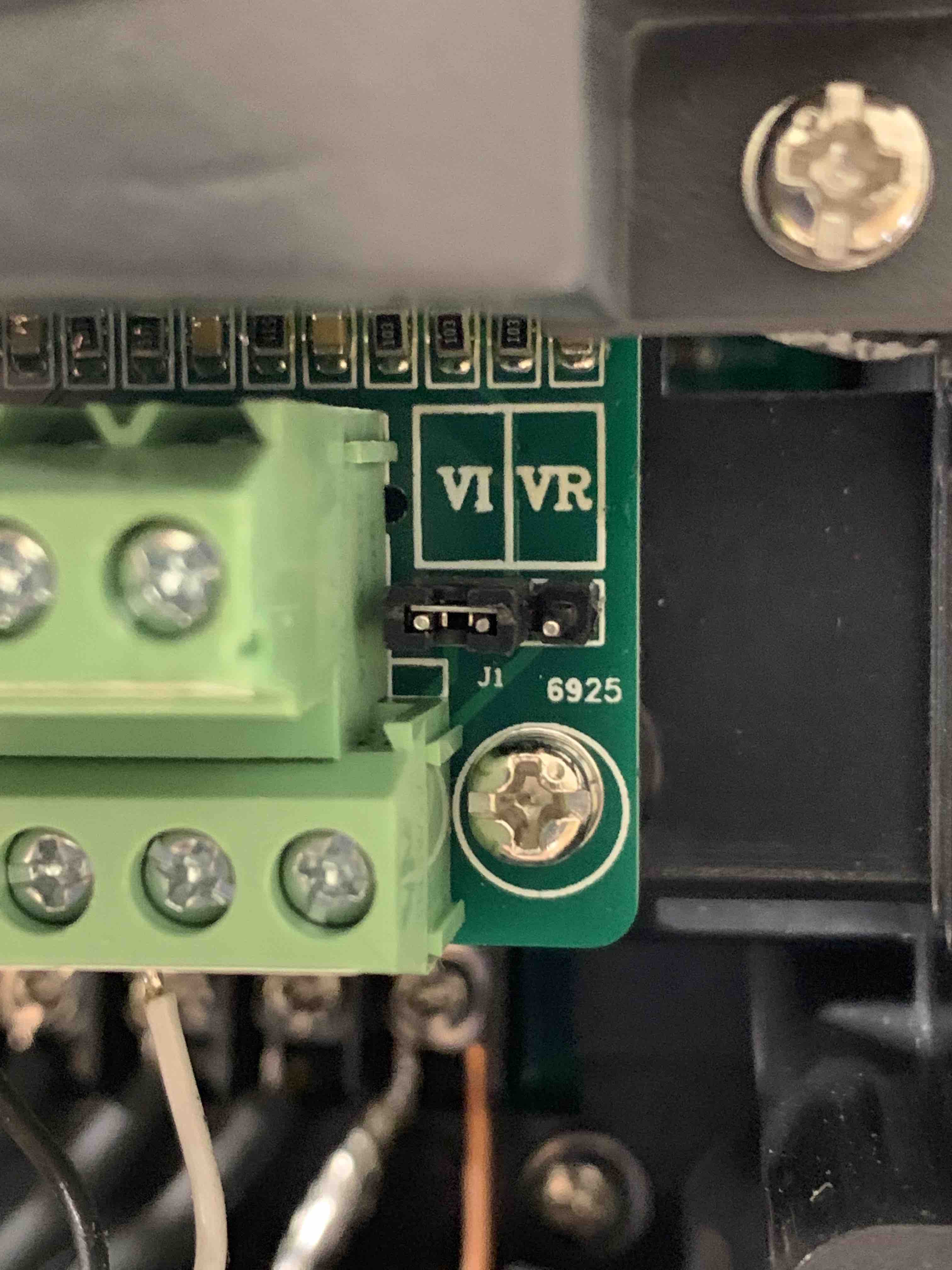
Was really disturbed because it was not working at all when I first plugged it in this morning. Until I noticed this. Manual is saying it should be on VI by default, which is not the case at least for both of us !
Once changed everything is working fine ! Happy carving (at least for you, one of my water cooling plug is broken and I’m waiting for a spare to arrive… one day… in june maybe…
You can thank Me Beaver who told me about your issue
And you can thank him (as I do here) for all the support and the nice HDZ + mount stuff !
BTW, I think PD2 should be set to 1 (it’s the case for me).
Also, I set PD141 to 110, which is the voltage here in Canada, but also the one written on the motor (default is 220v). Strangely, all the documents comming with the motor say it should still be set to 220… I think I don’t have the guts to try it out…
It still works. Question about the probe. I have everything grounded. And attaching the magnet to the spindle makes it throw an alarm. How do I get this probe to work with the new setup?
You need to be a little more clear on “everything grounded” The probe itself should not be grounded to anything. The ground wire with the clip (some replace this with a magnet) goes to the end mill - going to the spindle itself can be a little problematic if it’s anodized, etc.
If you touch the ground wire to the probe, does the light go out or turn green?
But the probe is wired to the circuit board on the machine per normal (by the x,y,z pins) and with the old DeWalt I’d put the plate down and attach the magnet to the collet and probe.
With the spindle I have everything grounded to one plate and the probe is wired the same as it always has been. When I attach the magnet to the spindle collet and use my probe macro it won’t even move and just sets an alarm on cncjs. If I take the magnet off it will probe but will jam into the plate if I let it.
You need to make sure that you’re attaching probe’s ground wire to the spindle not the signal wire. It didn’t make any difference when you were using palm router because there was no continuity between the bit and a router’s body. Your spindle is grounded (or at least SHOULD be) so if you attach signal wire it will throw out a ‘probe fail’ alarm. Don’t know what your setup looks like but I’m having similar problem on my diy cnc after installing aluminum waste board. Will have to physically isolate aluminum plate from the machine’s frame.
Quick question, does anyone have a problem with the vfd displaying rpms that are highly inaccurate? When using cncjs and trying to run spindle at 12k rpm through the software, display shows 14,5k rpm. Actually anything between 12-20k rpm is usually off by around 2k rpm. Is that just a display error or is there any other reason this would be happening?