So, I’ve been making my first tentative steps into 2-sided machining with the Nomad and MeshCAM. I decided to use a simple model of a classical-looking rocket.
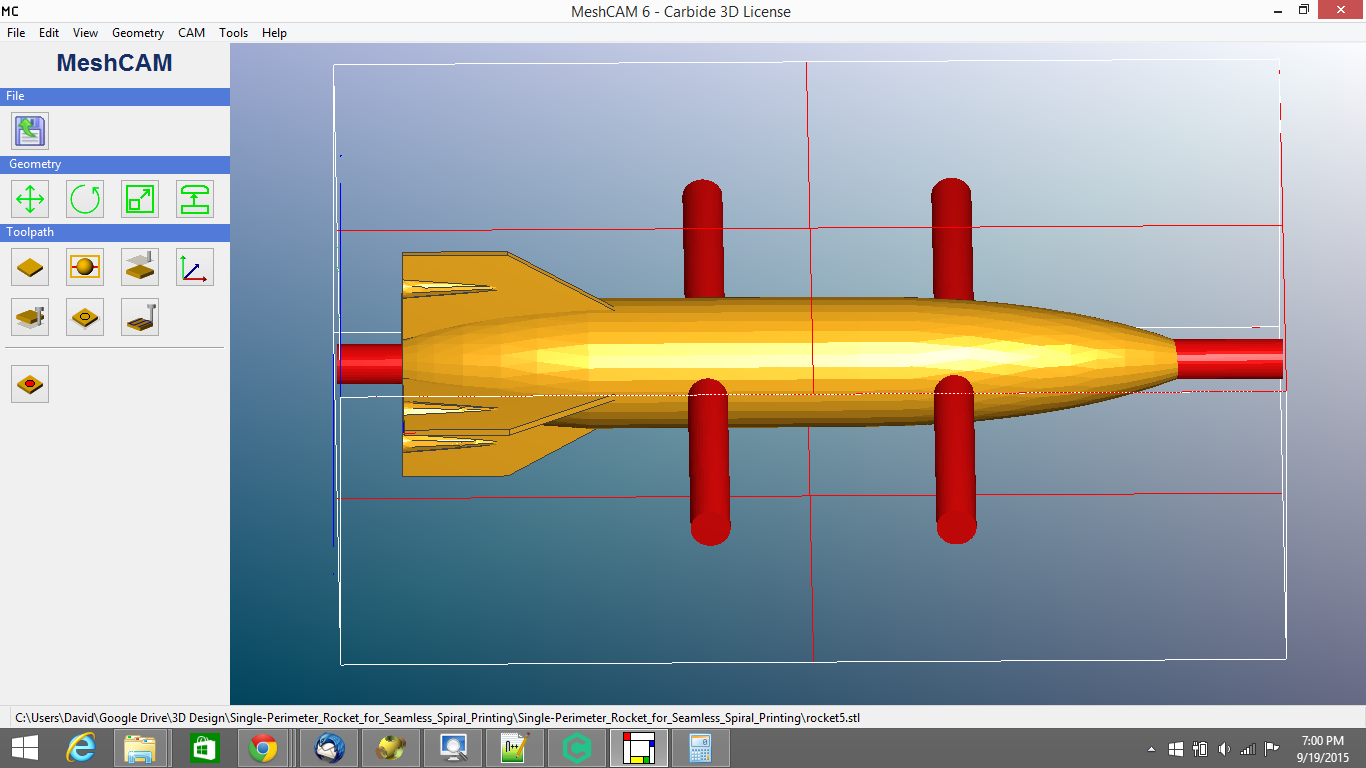
Now, this model has one glaring flaw for a 3-axis machine: the “pods” on the fins. The Nomad obviously can’t do the undercuts, so the Z-aligned fins were going to end up not quite right. But that was okay, I was just doing this for tryout. So, I loaded my low-profile vise (not having a flip jig yet) with one of the little 1"x2"x3" cherry-wood blocks from Carbide, aligned the longest dimension of the wood with the X axis of the Nomad, and started cutting.
But… while doing this, it occurred to me: if the stock were symmetrical around the Z and Y axes, I could conceivably just keep rotating the stock 90deg around the X axis, and keep running the NC file, and eventually achieve the rocket, complete with undercuts. Heck, if I was feeling adventurous enough (but not this weekend), I could do it with the stock I had, just by doing separate NC files for when the 1" and 2" dimensions of the block were aligned with the Z axis.
But that got me thinking (uh oh). As long as I can zero properly on each face of the stock as I rotate it, I could conceivably do 4-sided (or even 6-sided?) machining of complex, non-symmetrical models, limited only by the precision of my zeroing… and by my ability to prevent the 3rd-face and higher cuts from interfering with the supports left during the 1st and 2nd-face cuts. Darn, I knew it was too good to be true.
Still, the idea won’t let go of my imagination. Just brainstorming off the cuff, here, but I imagine the critical bits would be:
- Being able to center the model in the stock exactly the same way, at every rotation
- Modelling the supports into the model itself, rather than using MeshCAM’s semi-automatic supports.
- A really good way to repeatedly zero the Nomad to different faces of the stock. This is probably a solved problem, mostly, given other forum discussions, but I imagine that very flat-sided, very squared-off stock would be pretty critical to making this actually work well.
So… am I actually onto something here, or is it just the sleep deprivation talking again?
