Hey fam, back again after appreciating your input setting up my machine. Although I have a vested interest (I have primarily purchased my shapoko to do v-carve lettering on hardwood), I am dialling down on v-carving and thought it would be nice to have a place discuss best practice.
I am working with very limited v-bits atm and am primarily using the cheap Chinese red 90 deg 1/4in. cutters for my experiments. I would love to buy Armana but this is not practical from Aus, as replacing the inserts will cost me an arm and leg in shipping. Curious to know what others have used as a 2nd best approach?
Day 3, back to the 90 degree bit. Freshly surfaced wasteboard, geometries off, wondering if I should change to vetric to specify conventional ramping? Tried some hardwood and it appears the bit is very dull and I need to thickness the hardwood. Could just be passable but aiming for perfections
if your cheap Chinese red V-bit is anything like the one I bought initially when I got my Shapeoko, your best move is to ditch it and avoid the frustration of working with poor quality tools. When I did, the cuts immediately got much better.
I feel you on not having a good local source for tools. I’m using the 60 and 90deg VBit from the C3D store but I’m sure the Aussies on the forum should be able to provide good options for you to get something decent locally.
what feeds and speeds are you using ? Carbide Create’s values should be a good starting point. I gathered from the community that folks tend to use:
RPM in the 16k–20k range
Feedrate in the 30–60 ipm range (lower for hard wood, faster for soft wood)
Depth per pass in the 0.1–0.2’’ range
Plunge rate in the 10–20 ipm range
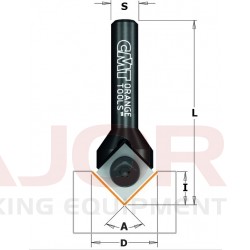
A surfaced wasteboard and precise zeroing are paramount. You already adressed the surfacing part, how do you establish Z zero ? One typical catch is that some V-bit have a small flat tip rather than coming to a perfect point, so the Z zero must be raised a little bit to compensate for that.
the “rounded corners” in some of your examples is your hint for either a wrong Z zero or a wrong vbit angle (meaning, a difference between the vbit angle declared in the project, the the actual angle of the vbit you are using. A one degree difference will show, and some low-end v-bits may not be quite the angle they advertise.
V-carving puts a lot of force on the Z. If you have the stock belt-driven Z axis, make sure the belt is tight.
You really don’t need to go to Vectric VCarve before you reach a point where you get cuts you like. VCarve (obviously) won’t help if the problem is the tool or the setup/process/a mechanical thing. That said, if your primary usecase if V-carving, it is likely that you will end up buying it anyway.
not sure what you meant by “conventional ramping” ? Anyway there is no need for fancy ramping options, a v-carve job is basically ramping all the time already
@Arcadia
We certainly have a problem here in Oz. I have a couple of Armana cutters and I almost had to mortgage the house to get them to Brisbane . I have been using Adam’s Bits (in Derrimut, Vic) for some time and find them pretty good and not real expensive.
Their catalogue can be found here. His freight is also inexpensive and I have found him fast.
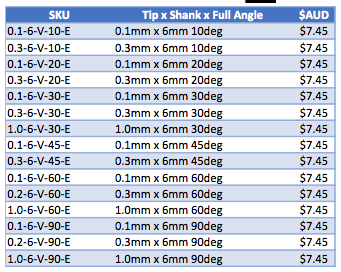
Following is a clipping from his V-bit catalog page.
Be careful though, many of his bits have metric shafts. I bought this Makita Metric Collet from Adam. Not sure whether they have the precision of those from Elaire Corp though, they are certainly less expensive.
.
Hope this helps.
Awesome input guys! There is some stuff in there to really keep me inspired to push to perfection.
Feeds and speeds on the pine; 17000 RPM, 750mm FR 250 PR finishing pass 12000 RPM, 300mm FR, 250 PR
Feeds and speeds on the hardwood;
*17000 RPM, 450RPM, 250PR
What do you think?
One typical catch is that some V-bit have a small flat tip rather than coming to a perfect point, so the Z zero must be raised a little bit to compensate for that.
@Julien This could be a game changer. How do others compensate or measure this?
not sure what you meant by “conventional ramping” ? Anyway there is no need for fancy ramping options, a v-carve job is basically ramping all the time already
Weirdly the ‘upcuts’ serifs seem much worse than the ‘plunge’ cutting serifs. As far as I can tell there is
no way to override this using carbide create but possibly Vetric? Though, as you have stated @Julien, if I can get the mechanical side sorted maybe it won’t be an issue Still looking for good local v-groove bits, there are some replaceable cutters available in larger shank diameters, wonder if a wizard fitter and turner could turn down the shank
And thanks @patonclover for the supplier info I have a heap of his bits and they seem up for most jobs, although I am primarily carving hardwood so looking for solid 2 flutes (have used his 60deg x 1 and 10deg but I don;t think they’ll have the lasting power for my business).
Keep the conversations happening, I’m sure others will love more reference material in one spot.
Hold the phone! What about this? Can grab locally for about $45 AUD or $30 USD. Anyone think this wouldn’t be up to the job? (will look for a 60 deg also)
Those settings are in the right ballpark, but you should be able to go 50% faster with no issue, at least in pine. But in v-carving a critical parameter is also depth per pass, 0.1" should be fine in pine, while 0.05" could be your starting point for hardwood.
when you are lucky the size of the flat is mentioned in the tool’s specs, but more often than not it isn’t, and then you just have to estimate it. @neilferreri provided a nice spreadsheet that will tell you how much to raise the Z zero depending on the size of the flat and vbit angle
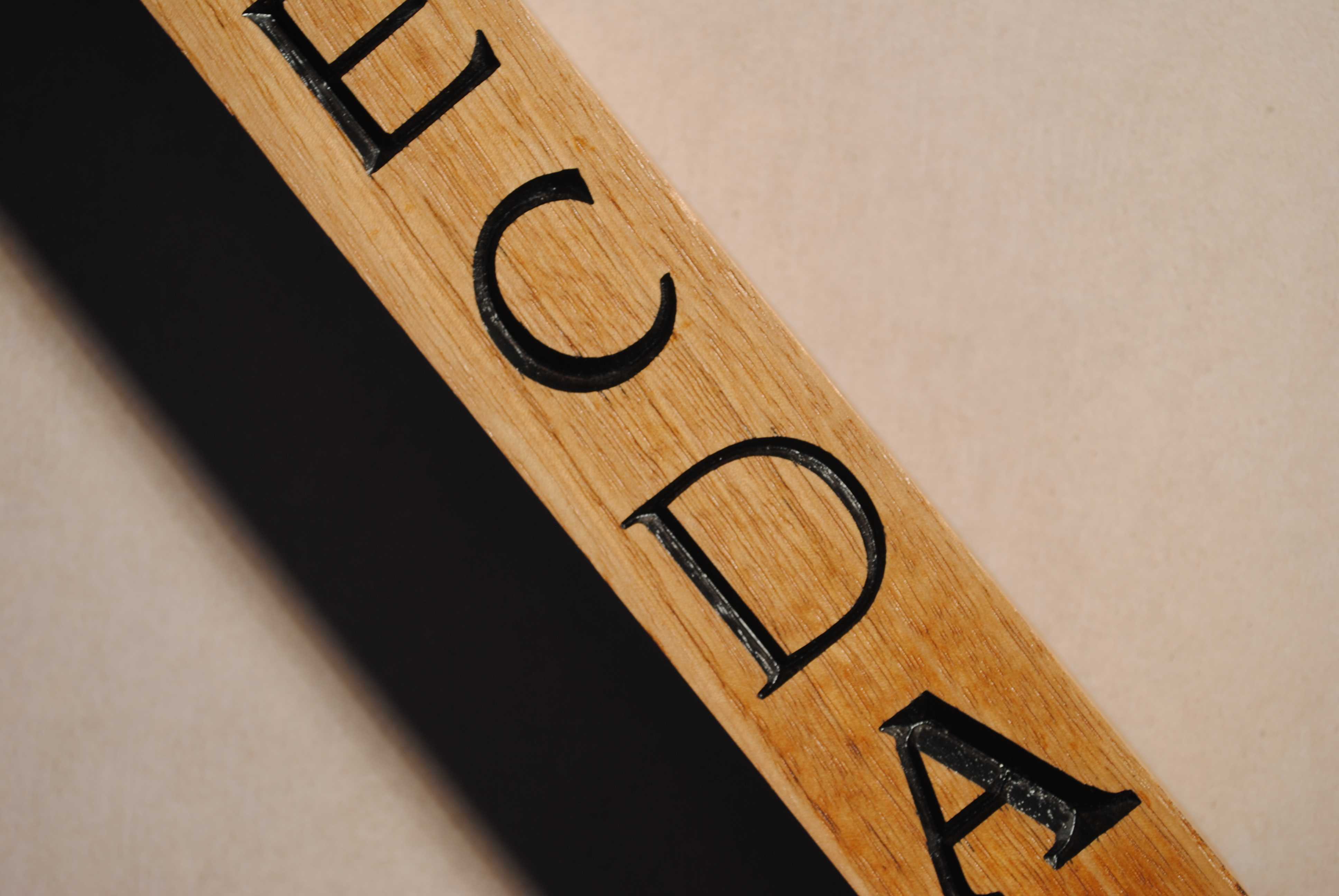
Reporting back on the CMT bit for Aus users. It’s fantastic, costing about $80AUD and $11 per knife. The geometry has changed so the knives are only able to be used on 2 corners. Quite a shame they don’t make a 60 degree as they are quality tools - I’ve finally got the technique down, including masking - here is a first pass demo on some spotted-gum (hardwood), though not quite as clean as the pros its more than sufficient for me








 . I have been using
. I have been using