Got a project I’m working on that I’m going to try in brass for extra weight vs aluminum.
I got a bar of brass and obtained the analysis also when I bought it. I was looking for speed, feed, and doc for adaptive clearing if anybody has done this using brass.
I found some winston videos that mentioned 1/3 to 1/2 the recommended for aluminum but he was also using a 1/8 endmill. My plan is to use a .25in zrn coated mill from carbide. Either the single flute or three flute, haven’t decided yet. If someone has had any other flat end mill recommendations I’d like to hear those also.
Unless you have a very specific reason to go with 3-flute, definitely go with the single flute, you will be much much less likely to clog the flutes with melted brass.
I never did heavy cuts in brass, but with a single flute 1/4" endmill I would probably start there:
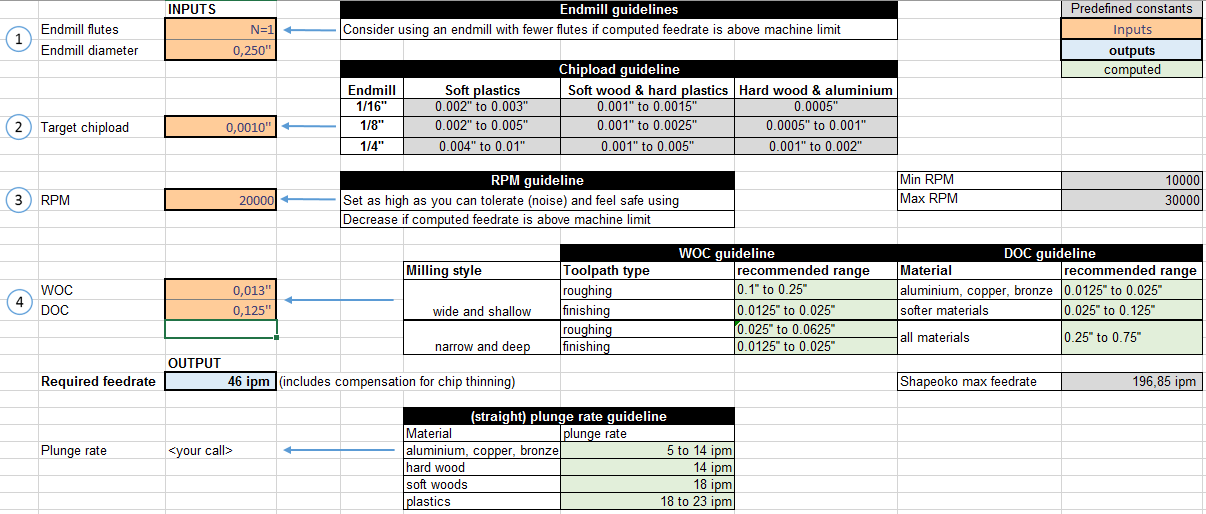
high RPM. Say 20.000
same target chipload as for aluminium (0.001"), a conservative 5% optimal load (0.0125", half of what I would use in aluminium, so you could increase that later) and deriving the feedrate (46ipm considering chip thinning) from there:
For depth of cut in an adaptive toolpath: I would first start safe at 50%D so 0.125" (assuming an helical ramping for tool entry), there is probably scope to increase that later.
an air jet if you can to optimize chip evacuation (shouldn’t be a problem with a single flute, but better safe than sorry)
But that’s only me and what I would try. I’ll leave it to folks who actually use 1/4" endmills for milling large brass parts to provide a better starting point.
@hkyswim: and now I’m afraid I incorrectly assumed (based on the “adaptive clearing” part of your question) that you were using Fusion360, and did have access to helical camping?
As Griff said, it will be interesting to review your cutting parameters (and/or Gcode file), breaking a 1/4" endmill does not happen very often
Agreed. I broke a 278Z only once and that was due to slamming it through a wall of aluminum full DOC and even then it lasted about an inch before it died.
I am using fusion 360 and am very new to the program so I assume I entered a parameter wrong and messed that up. Carbide create is much easier setting up cutting parameters, but I’ll learn.
I have since been messing with the cutter parameters and switched back to wood to test them out so I’m afraid my gcode is of no help now.
But I believe I entered 20k rpm, .07 doc since Julien’s .125doc seemed a little deep for me and I wanted to work up to that if my machine was sounding good, .125 stepover, 46ipm. I had helix ramping selected also. My guess is the stepover got me in trouble since I see I missed a 0 from Julien’s recommended.