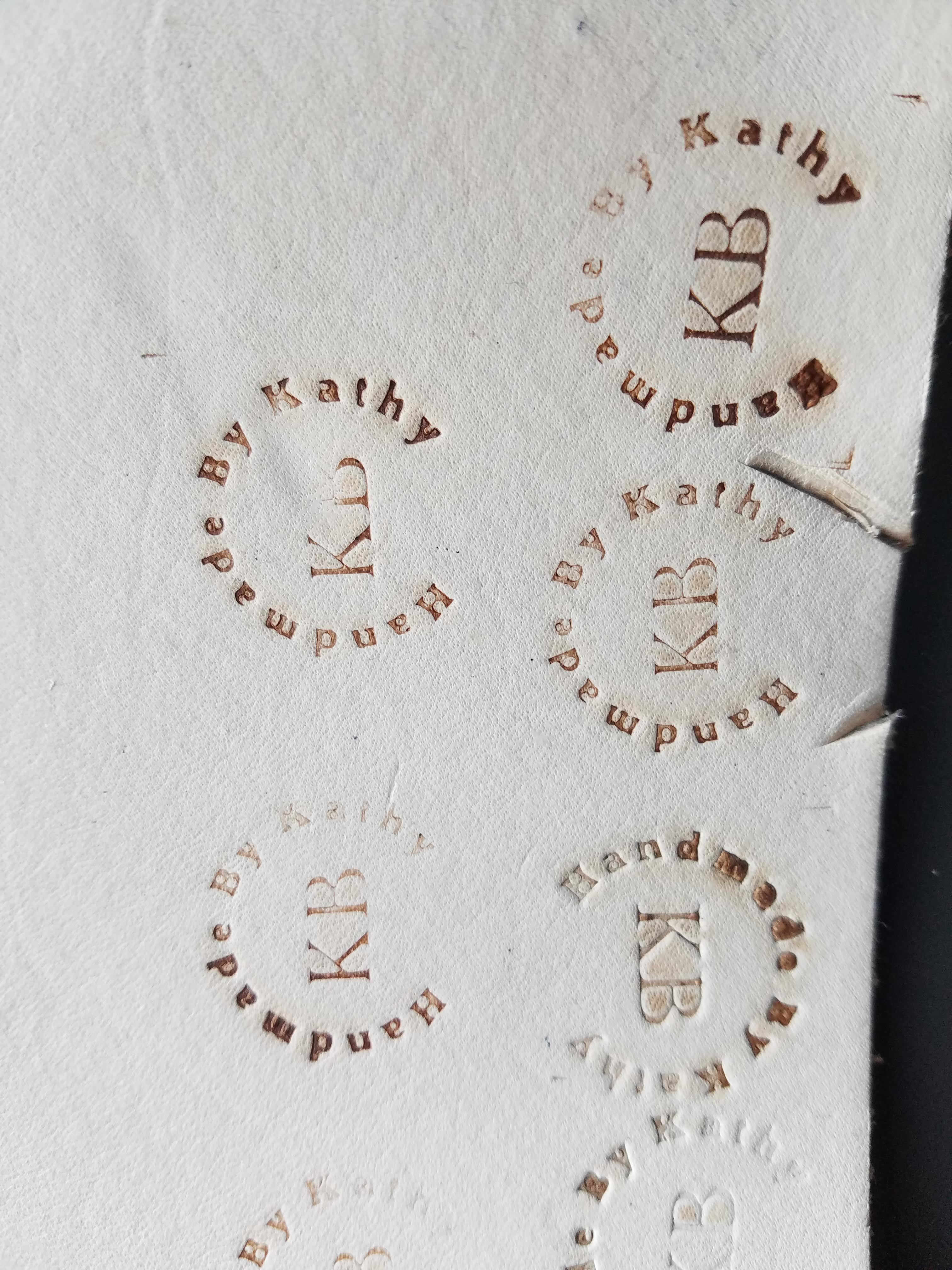
I forgot to mention this is all on an XXL. I tried again and ended up going a little larger with another font. I’m happy with the result, just need to tap the back to add a handle.
This time i used 1/16 endmill for roughing (10IPM feed, 5 plunge .002/pass), and a 60 degree vee bit with .2mm tip for detail (5ipm feed, 3 plunge, .003 per pass). Though i ended up overiding both by 20 percent during the operation.