A few weeks ago I got a Shapeoko Deluxe kit from Sparkfun. I’ve been assembling it under the supervision of my own support team of retired JPL engineers, a.k.a. Richard Cournoyer. It is sometimes difficult to get his Boston accent but at least the machine turned out ok. The machine is now sporting an upgraded z axis plate from Carbide.
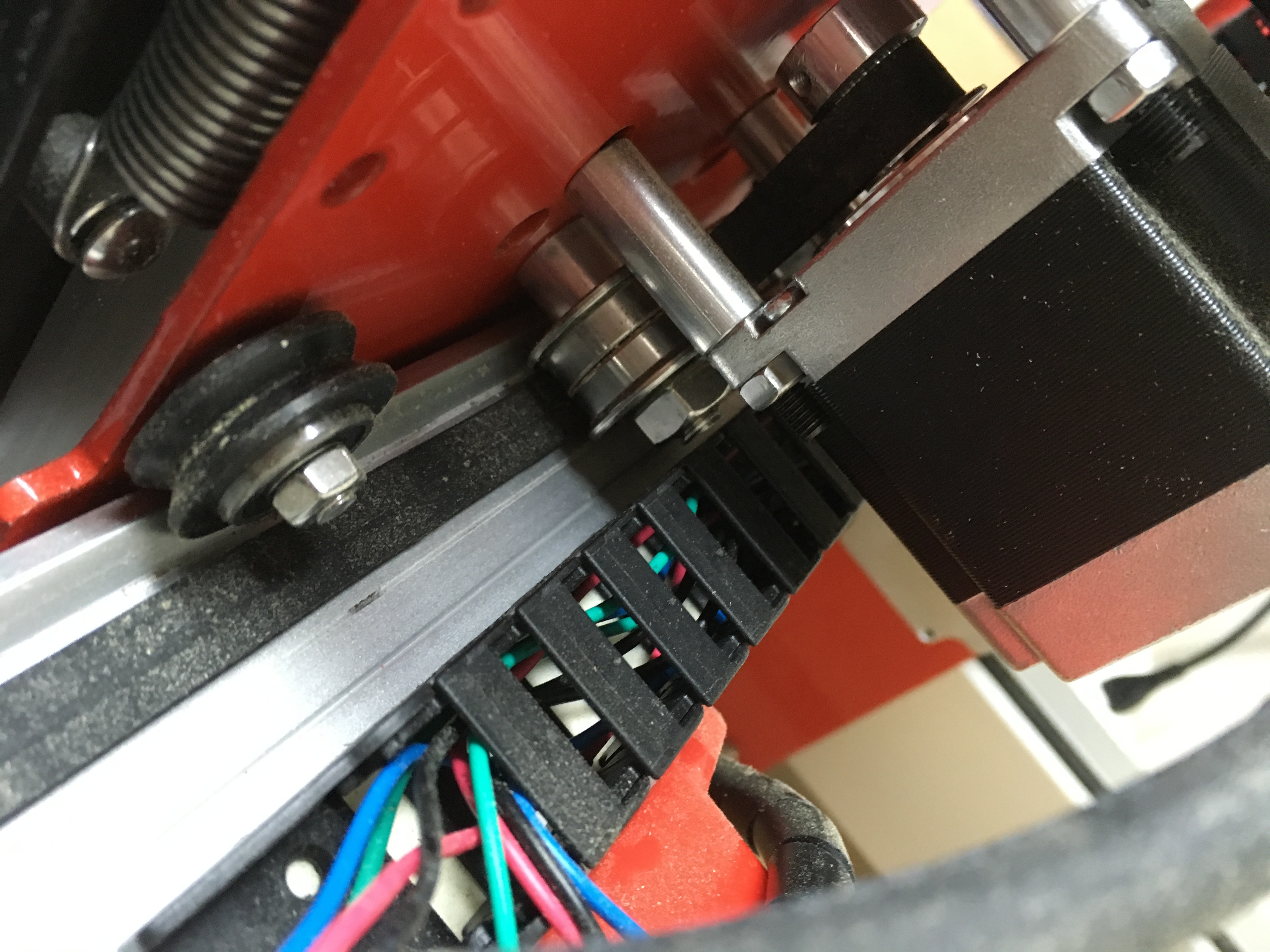
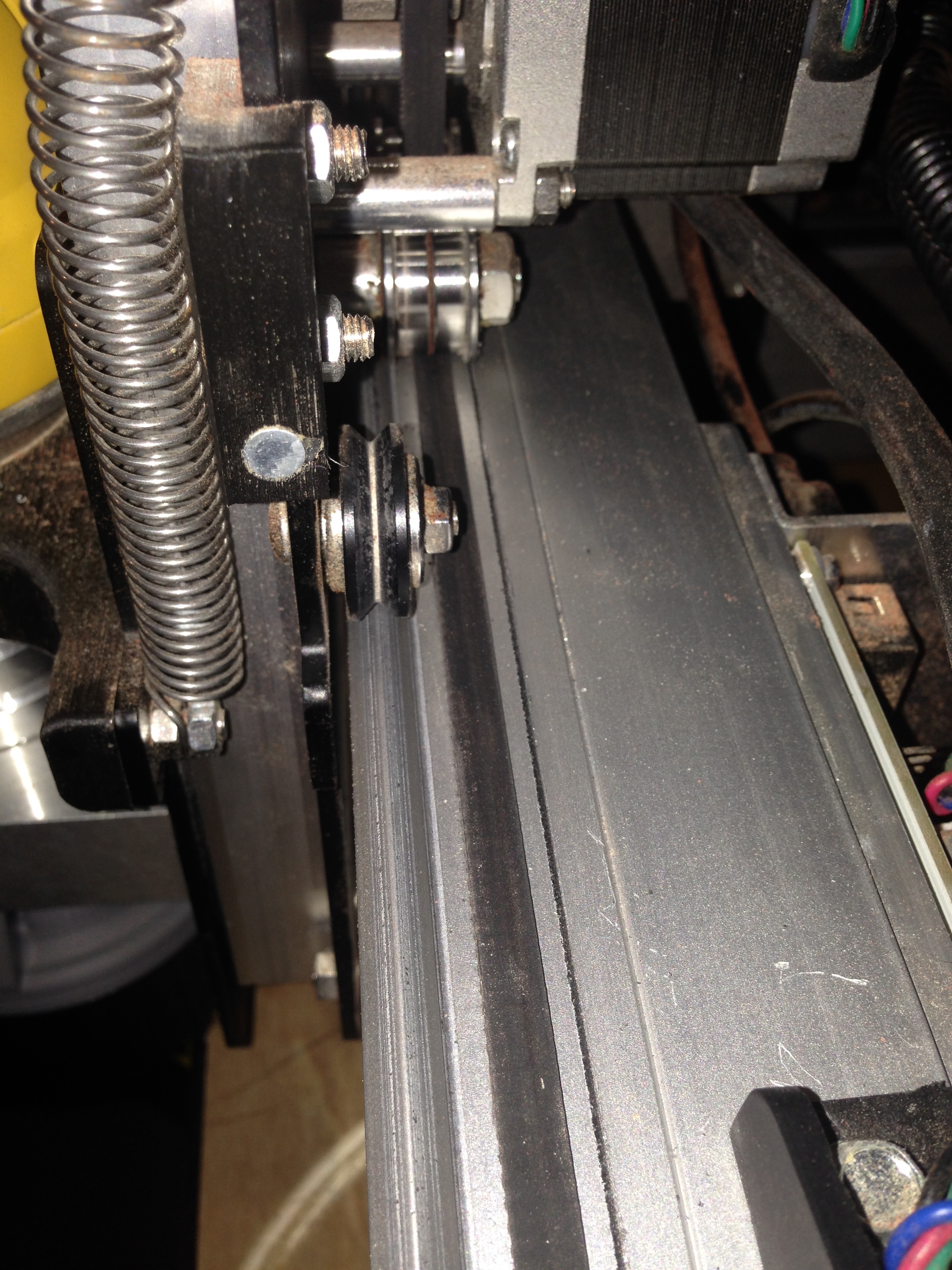
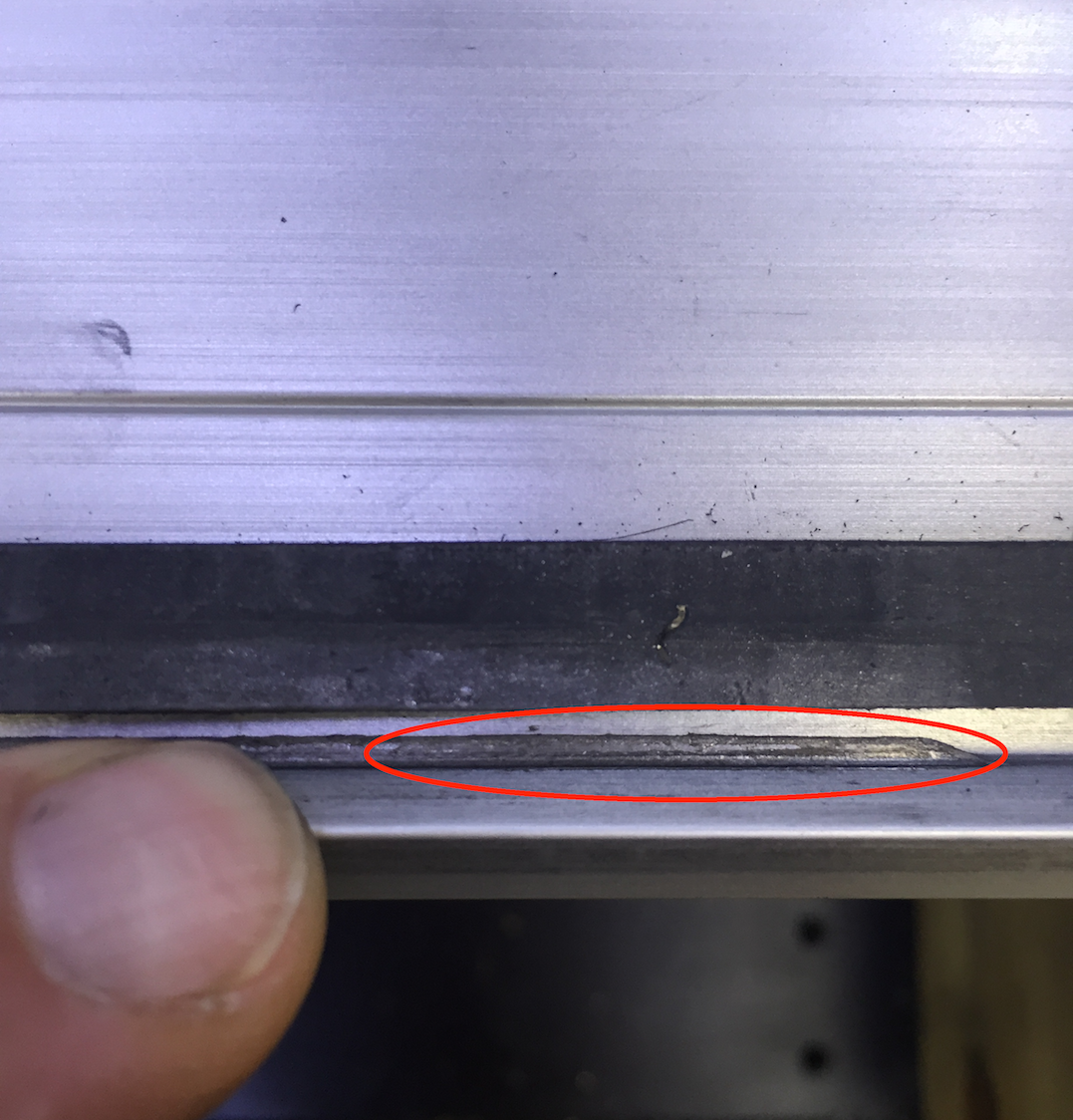
The machine has about 3h worth of milling after I drilled a work board to add threaded inserts. All seemed ok until I had a look at the x axis beam. The bearing pulleys are touching and gouging the beam. This wasn’t an issue when I first assembled the kit.
What is the cause of this and how to fix it?
My first thoughts were that either the plastic guiding wheels worn out, though there’s no apparent signs of this, or that maybe the x belt is too tight.
Glad someone else also has this issue. Like you, I only have this issue on the X-axis rail. I am not sure when it started, but by the time I noticed it the groove was pretty deep.
It’s a tight area, and early machines used bearings w/o flanges. My inclination would be to take a file to the holes for the idlers and enlarge them vertically slightly. Should just be cosmetic (though you should clean up the aluminum and make sure nothing damages the belt).
I’d also contact support@carbide3d.com about it — they should at least consider shifting these holes up slightly.
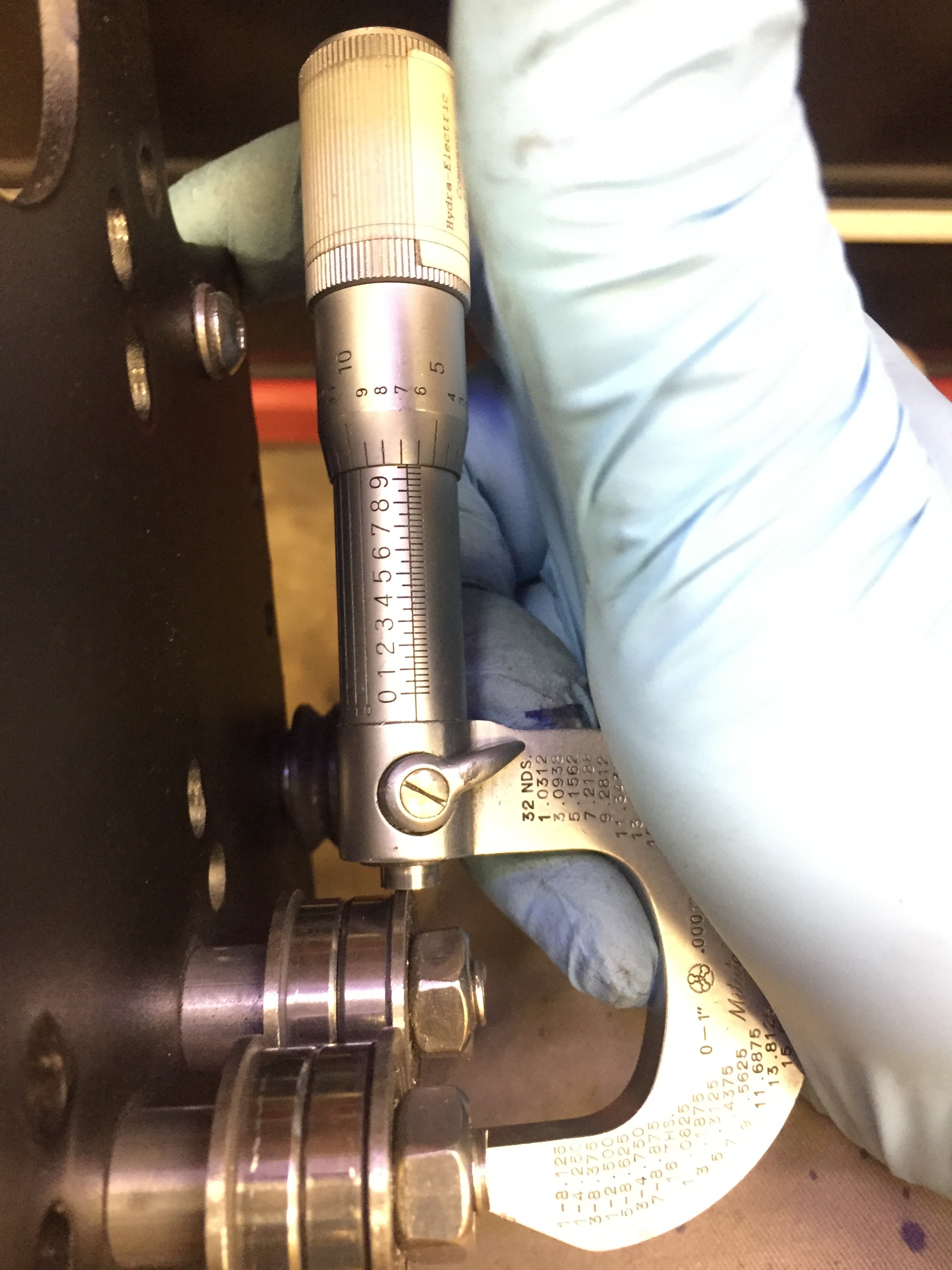
The approach that I am going to take, now that I see I also have deep gouging, thanks Jean; is to remove the bearings and take off about 0.010 off the flange diameter.
If you’ve got a good technique for reducing the bearing flange, that’d definitely be the way to go — it’s easily replaced if you mess up. I couldn’t think of a way to do it which didn’t involve a lathe or a more complex jig than I’d be inclined to make.
Finally got to this problem today. Bearing OD (start) 0.983" After 3 trial and errors: 0.9565" (and took off all the sharp edges (0.015 Rad) )
There was still one small area where it rubbed about 1/2" from the left end, but decided that I was ok with it (Since I don’t machine that close to the limit switch).
I need to modify my machine as the grooves have been getting deeper and deeper. But I’m not sure when I’ll get to do this. It took a bit of time to get the machine to a point where I can just fasten material to the work board, press a button and get a part fabricated within minutes.
I recently noticed this on my X-Axis rail. After taking the bearings off and measuring them I had the same initial measurements as Jean. Bearings are generally precision ground. The mounting plate is machined, water jetted, plasma cut, or punched. I then checked the bolt clearance in the hole that the bearing bolt runs through and it had quite a bit of slop. So i re-installed the bolt, spacer, and bearings then pushed the bolt up and no more rubbing on the X-Axis. I could tell by running a .0015 " Shim under the bearing with no interference. Also you can try to spin the bearing by hand once installed.
Yep, my standard Z axis from mid 2019 did the same, there’s a big gouge down the top of the X axis extrusion, fortunately the HDZ seems to have everything in the right place and I’m no longer machining the X axis every time it moves.
I had the same issue with my XXL purchased Jan 2020. I was able to stop/reduce this by adjusting the bottom V wheels to have less pressure pulling down. Seems to be a vary delicate balance of having enough presure on the 4 v wheels to keep the unit stable, yet not have too much which caused the gouging. I don’t have a good clean way to reduce the bearing flange diameter. PLEASE put me on the list of people that need a new bearing with slightly less flange when Carbide corrects these!