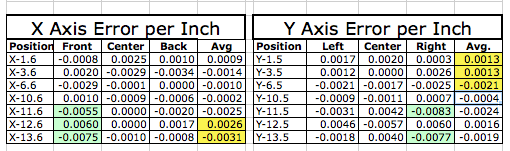
I gave up on belt calibration and here’s why. I checked my machine inch by inch in a 13" grid (Left, Center, and Right) on the Y (both plus and minus direction) and a 13" grid (Front, Middle and Back) on the X (both plus and minus direction) and what I found was that the belt and pulley timing isn’t that accurate. Sometimes it is short, then too long, then right on throughout the X and Y grid.
Meaning I can get it “spot on” at a certain distance (e.g. 10", but it will NOT be spot on at any OTHER distance (because the belt and pulley aren’t perfect).
So what I do, is if I need something to be spot on, I adjust my program to cut it spot on (by first making it small (or large) and then adjusting the program. Belts and pulleys have their limitations.
My Data: (I have the detail that was used to produce this data)