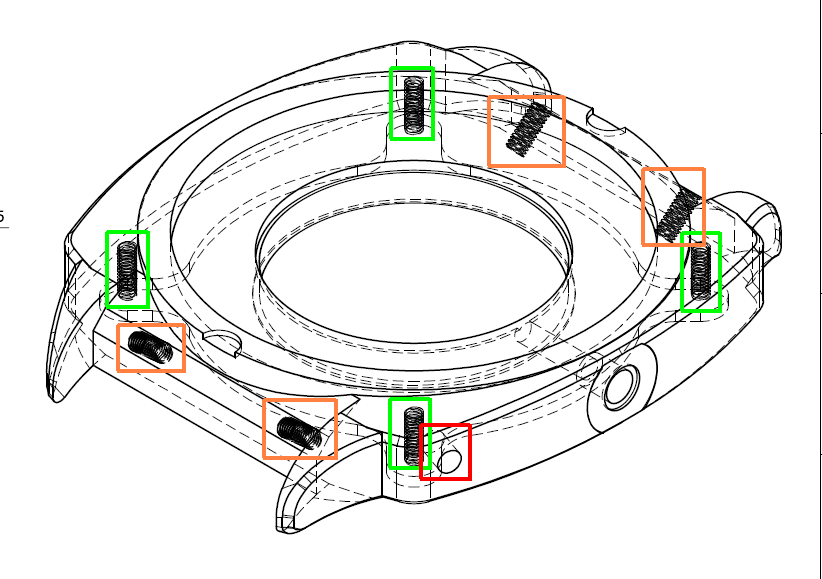
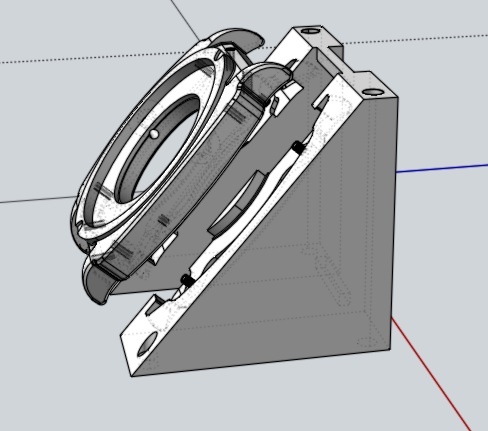
Notice that my immediate comment was to use a 5 axis machine? All those angles and faces could be done with little human interaction.
None of this is difficult for an experienced machinist. Today, the machinist would say do this on a 5 axis machine! If you force the issue, we go back to the old school - 3 axis and jigs - and work the problem. You can do this… but you need to approach this as a learning process, starting simple and working your way up.
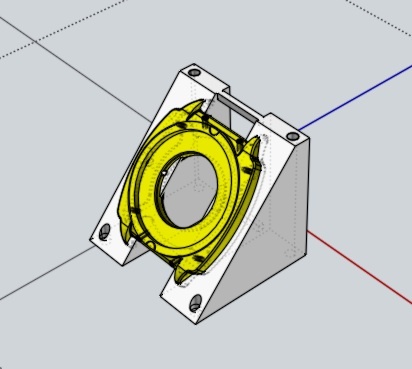
Certainly, there would several jigs necessary to make this part on a 3 axis machine. Nothing too tough but definitely a lot of noodling. This is a fine challenge! Look what I did! And I can make any number of them you want now with little work!
The number of jigs for this part is not large - I count 3 (or 4) - and one of them is the standard vise.
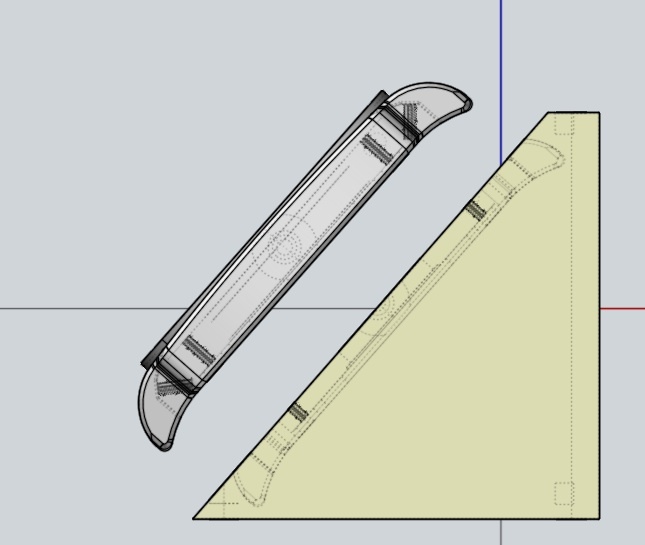
With a few changes you could machine this part using a flip jig. But…
One machines to obtain a part. A part must fit the required geometry - shape - and meet the finish requirements. Using a flip jig will require construction tabs - parts of the stock which connect the work piece to the stock to keep it in place. After the cutting is done, the tabs are removed by grinding/cutting/routing. For a watch this would be OK for an early prototype but probably not for a finished piece. One wants that really nice look…
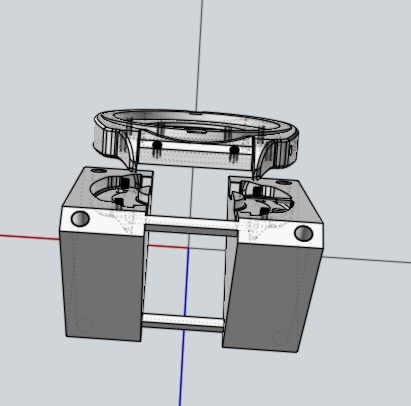
I would certainly not drop the design present. I would simplify it for flip work and make it that way - learn - before going to the final thing that would need several jigs and such. Live with the rough finish but look what you’ve learned!
Machining for the man body has other challenges. We do to often machine with elementals - pure elements - we machine with alloys (mixtures of elements) that have acceptable properties.
Brass is copper mixed with zinc. Bronze - for reference - is copper mixed with tin and in the proper ratio approaches steel in strength. Modern, commercial brass is often more than the basics - other things in the mix. Brass and bronze are naturally corrosion resistant which is why they are often used for boat/ship fittings.
When we speak of aluminum we’re not (commonly) speaking of the element (Al) but alloys. Alloys have identifiers (e.g. 6061, 6075, 1xxx steel, 3xx stainless steel, etc.) which tell us how to look up their properties.
This becomes important when dealing with the oils, salts, acids and other things that the human body generates on the skin. Even with an alloy, ions of the metals within migrate. Copper turns the human skin green, probably an unacceptable property of a watch. I would research brass and find out if there is a brass alloy that is acceptable for touching the human body.
The Nomad is not set up to formally drill or tap. Certainly we can make holes of specific diameters but this done has via milling with a square end end mill (machine tool) rather than a formal drill. IMHO don’t try to tap with the Nomad, I would do it by hand. Easy to learn and to do.
By-the-by billet is a chunk of metal - one single cast piece of material. Properly made billet yields very nice machining properties and final product.