OK, so you’ve found a method of lowering the tool down to your reference zero point which you’re happy with and you’re pressing “Zero All” to reset the work zero.
If you export your toolpaths in groups where each group uses on specific tool, here’s one of mine from Fusion360;
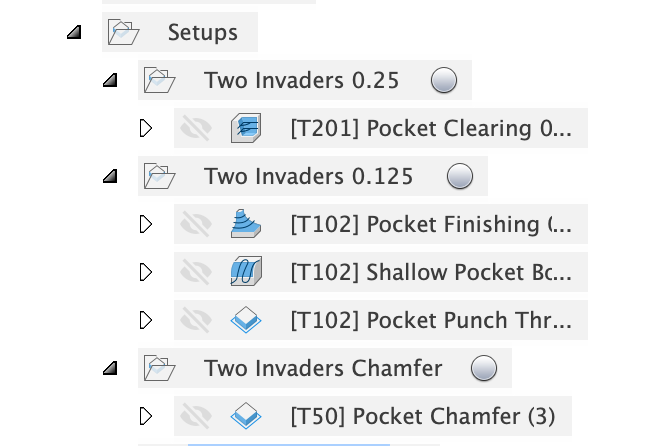
This group is set up for a 0.25", 0.125" and 90 degree V for a chamfer. I export three files with cut paths for one tool in each file.
I set up the X, Y, Z zero for the start of the process with the first bit, in this case 0.25" for the initial clearing cuts.
Make sure you choose a location where you’ll still be able to re-zero the Z after each of the cuts, some part of the stock which doesn’t get cut away, or alternatively zero from the wasteboard and tell your CAM tool that’s where the zero is (either way you need to measure your stock thickness to get things accurate)
After the first gcode finishes I use the rapid to current X, Y option and then change the bit for the new tool, I then re-zero just the Z axis for the length of the new tool, preferably on the same location on the stock or wasteboard.
I then run the next gcode for the new tool, and so on.
Does that make sense?