OG, That was PERFECT! Thanks so much for making this video. I do have (for now) a couple of questions. Do you know how to set soft limits and is there a “Rapid Position” macro
I did make a Macro for the rapid positions. It’s pretty easy. I’ll post it here when I get home today. As far as the soft limits, as long as your gcode is correct and you home the machine, that shouldn’t be an issue. You can set them, but @neilferreri didn’t you say the Shapeoko did not like the hard/soft limits on CNCJS?
Make sure $130, $131, & $132 are accurate, and set $20 =1.
No issues with soft limits, but hard limits can be triggered by EMI (which is GUI independent).
G53 G0 X___Y___
Where the blanks are filled in with the desired MACHINE position (negative numbers in most use cases).
It takes a couple clicks to run a macro, sometimes faster to just type in the console for simple commands like that.
1 Like
Thanks guys! You’re right, Shapeoko doesn’t like soft limits as it sets CNCJS in an alarm mode that needs resetting were as Carbide just wouldn’t allow you to crash but would continue
Rapid position it turns out isn’t as needed using CNCJS as you can just dial up the travel speed manually
New issue:
I ran the initial bit setter and it probed well and shot off to zero, yay, did tool path one, stopped and told me to change the tool. I ran Tool change macro and it probed great again, but then it raised the Z plate beyond it’s travel limit and crashed… Whaaaat?
I am using the new Z plate from CNC4NEWBIES
Does that Z plate have a different mm/turn? Not sure the Z steps on that one.
Both macros (initial and new) use the same Z heights. In your initial tool macro, what did you change %global.state.PROBE_Z_LOCATION to?
I don’t know that but will find out. Also, being as I’m such a newbie, just discovered the “machine profiles” and hoped that would help, but no. The only reason it bothers me is I can accidentally crash my machine when manually moving it. Also, after I have homed it, I then can manually move past the limit switches and crash it again. I guess I just became super comfortable with Carbide Motion.
As for Neil’s question, the problem is me. I forgot that I set my Z zero too high to allow me to do a dummy cut. Setting a realistic Z height seemed to fix the problem.
Do you know if when running normal operations and tool change etc.if a “spindle stop and run” command is programmed in already or am I going to have to add it.
I really want to thank ogbulldog for the video he made that allowed me to use CNCJS software. If it wasn’t for that video I would have just not bothered. Also, and obviously neilferreri for everything
1 Like
It depends on the post processor, it should stop the spindle at the end of the opp, then tool change, then start the spindle. I know this is how it posts in Fusion, here is an example of what’s going on.
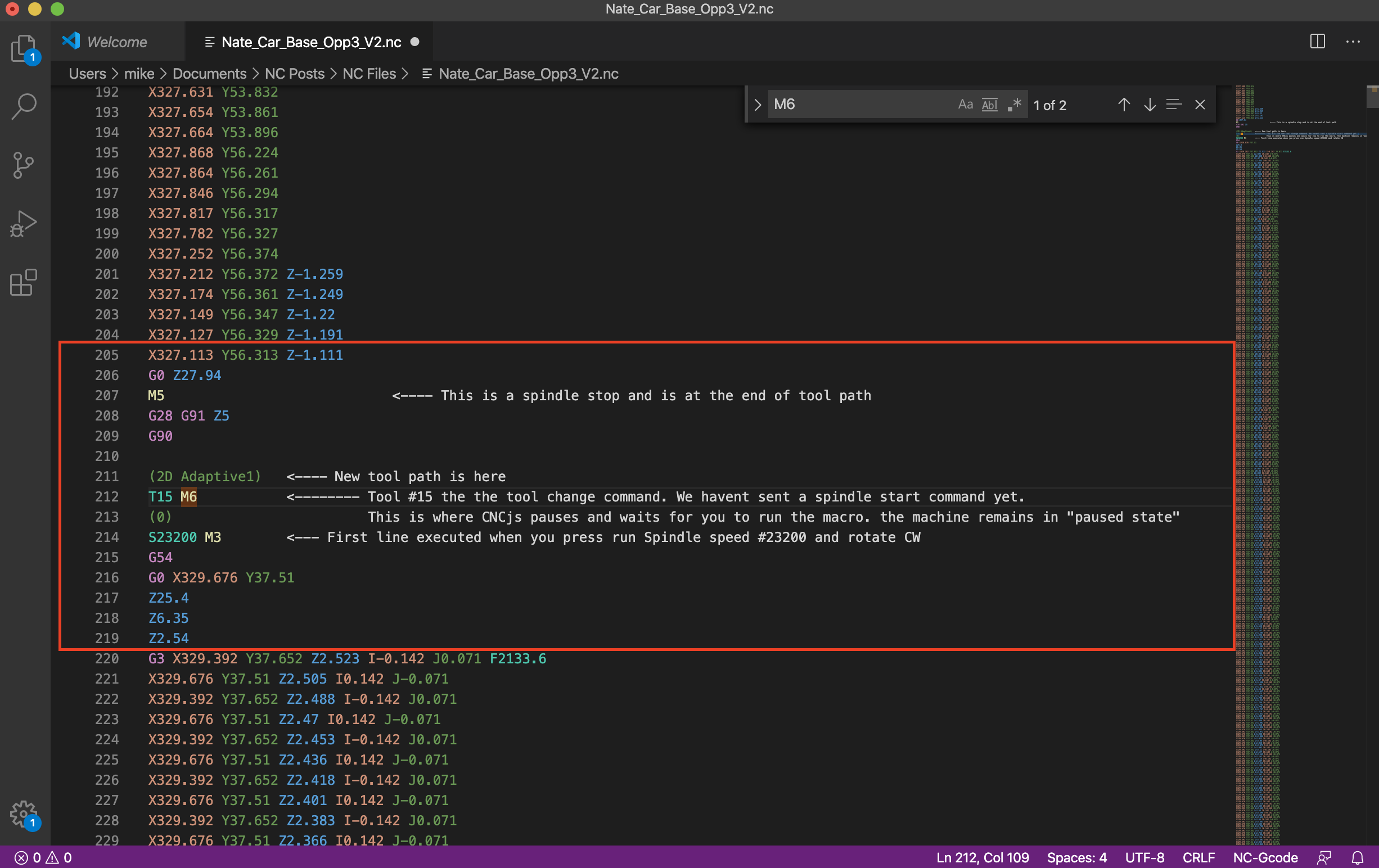
EDIT: The spindle stop is at the end of the tool path but more importantly it’s at the end of the last path with that specific tool. Also I checked and a CC .nc file has the same thing in it.
2 Likes
I have a suggestion for the next video. Many of us older CNC’ers have hearing problems and some wear hearing aids. The music background is very distracting and as its volume goes up and down while you speak it causes you voice to be very choppy. Please consider just marrating the vidoe without excess background noise, that frankly adds nothing to the content if the video.
Gary
3 Likes
Not what I was expecting, but ok. LOL I’ll try to do better on the next one.
1 Like
This topic was automatically closed after 30 days. New replies are no longer allowed.