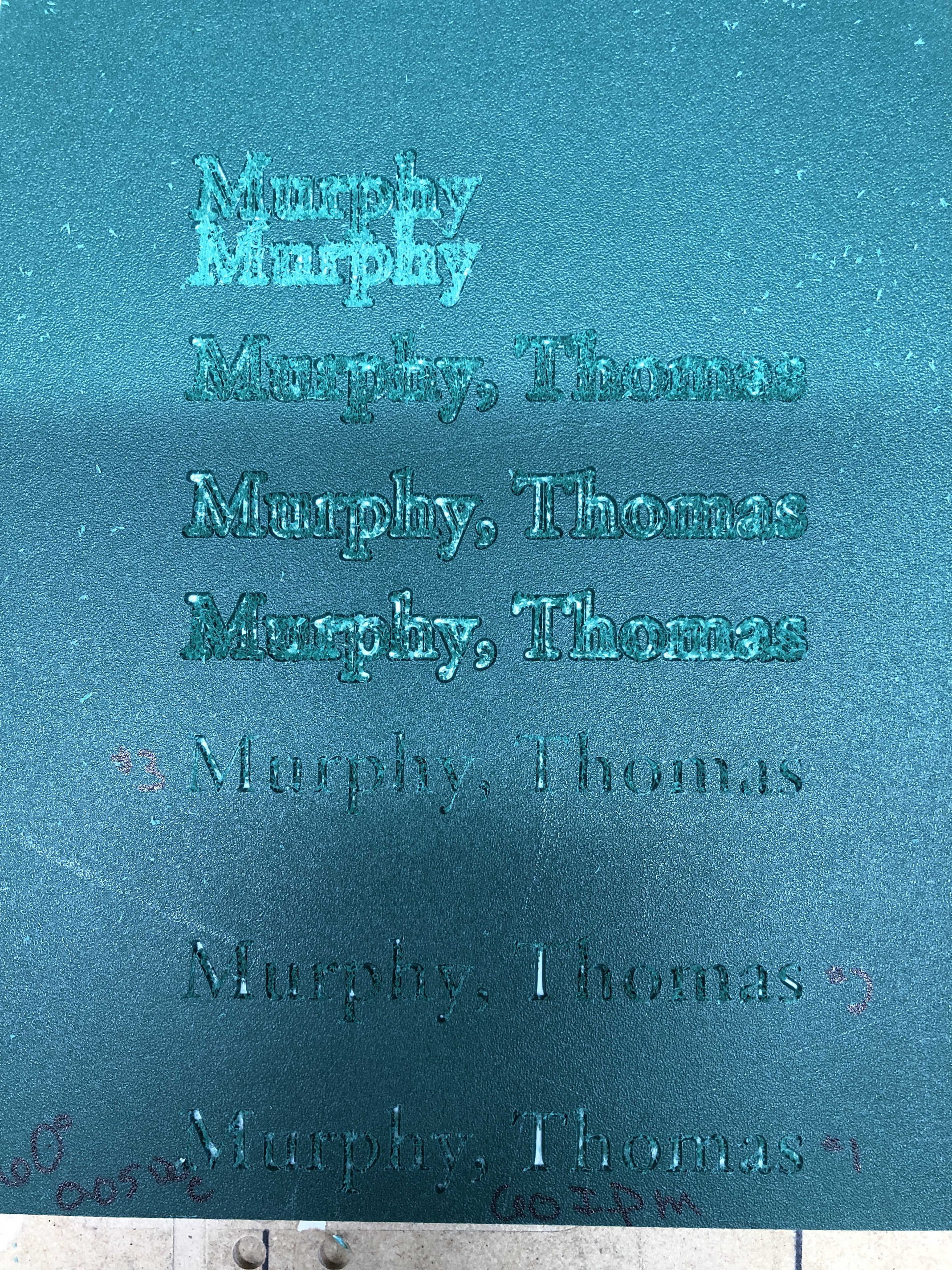
Anyone have any tips for working with Color Core HDPE? I’m making name plates with it and getting a ton of fuzzies. I’ve tried a bunch of recipes with a 60* V-bit but no luck.
The bottom three were v-carving while the upper 5 were different variants of contour cutting.
How do the chips look ? I have never used Color Core, but my experience with HDPE is you need to go FAST (more precisely, use a large chipload) to avoid any softening/melting. Once you have feeds and speeds that produce nice clean chips, you should be able to get a clean cut (of course, a sharp tool helps). But then again I don’t know what is the size of the letters on this pic, they might just be too small for this material+tool combination?
The fastest I went was 60 IPM set to 4 on the Dewalt. Maybe I’ll try going up to 100 IPM. I also have a 1/8" single flute I could try. The chips were kind of small and curled.
I’ll assume you were using a 1/8" 2-flute endmill for some of these cuts, and dewalt on 4 should be about 21000RPM, so that would mean a chipload of 60/(2*21000)=0.0014
I usually go for a 0.005" chipload for 1/8", so I guess you could indeed try to go faster: using that single flute is a good idea, will double the chipload, then also push feedrate to 100ipm and that you should get you a chipload of 100/(1*21000)=0.0047