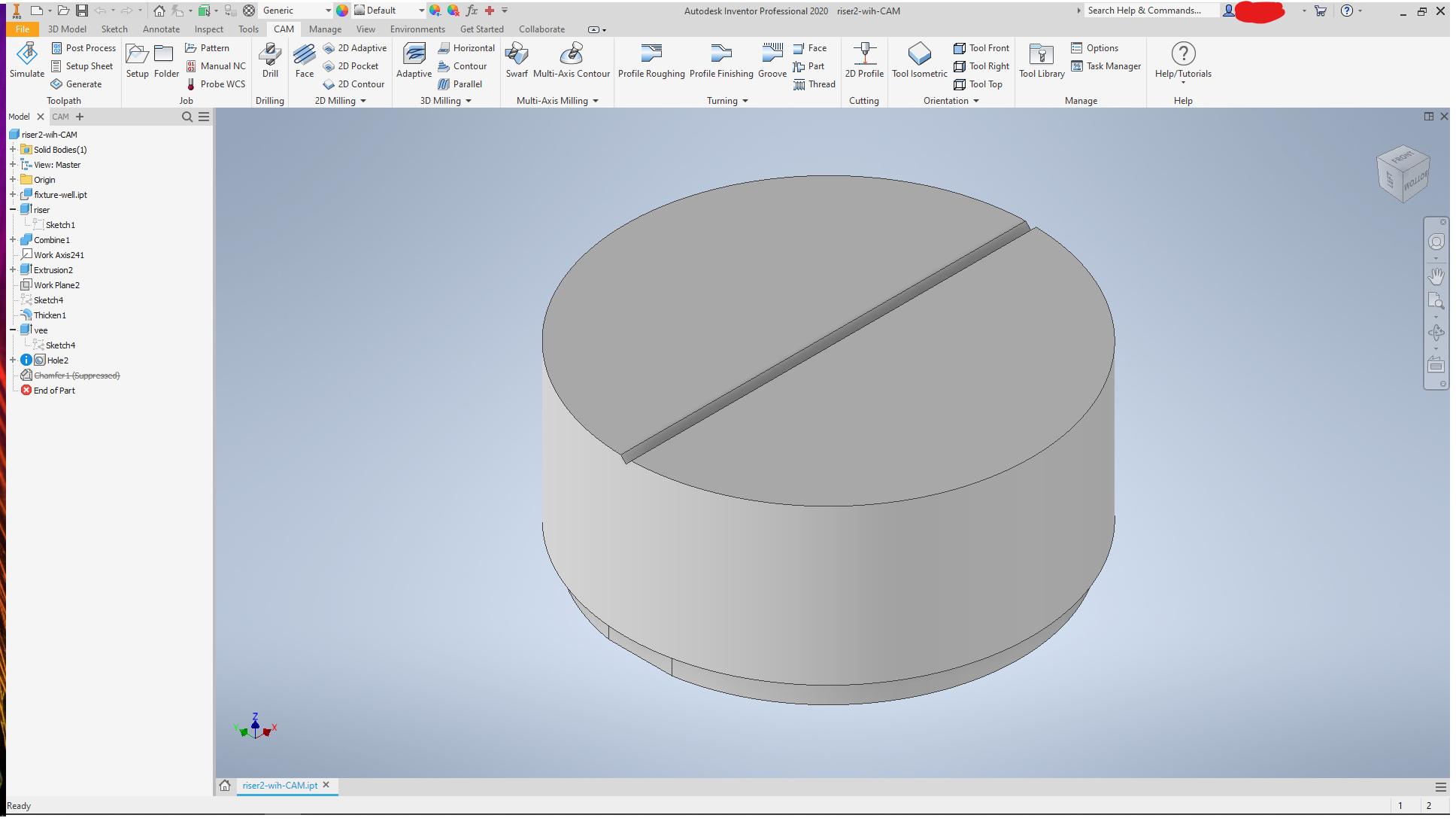
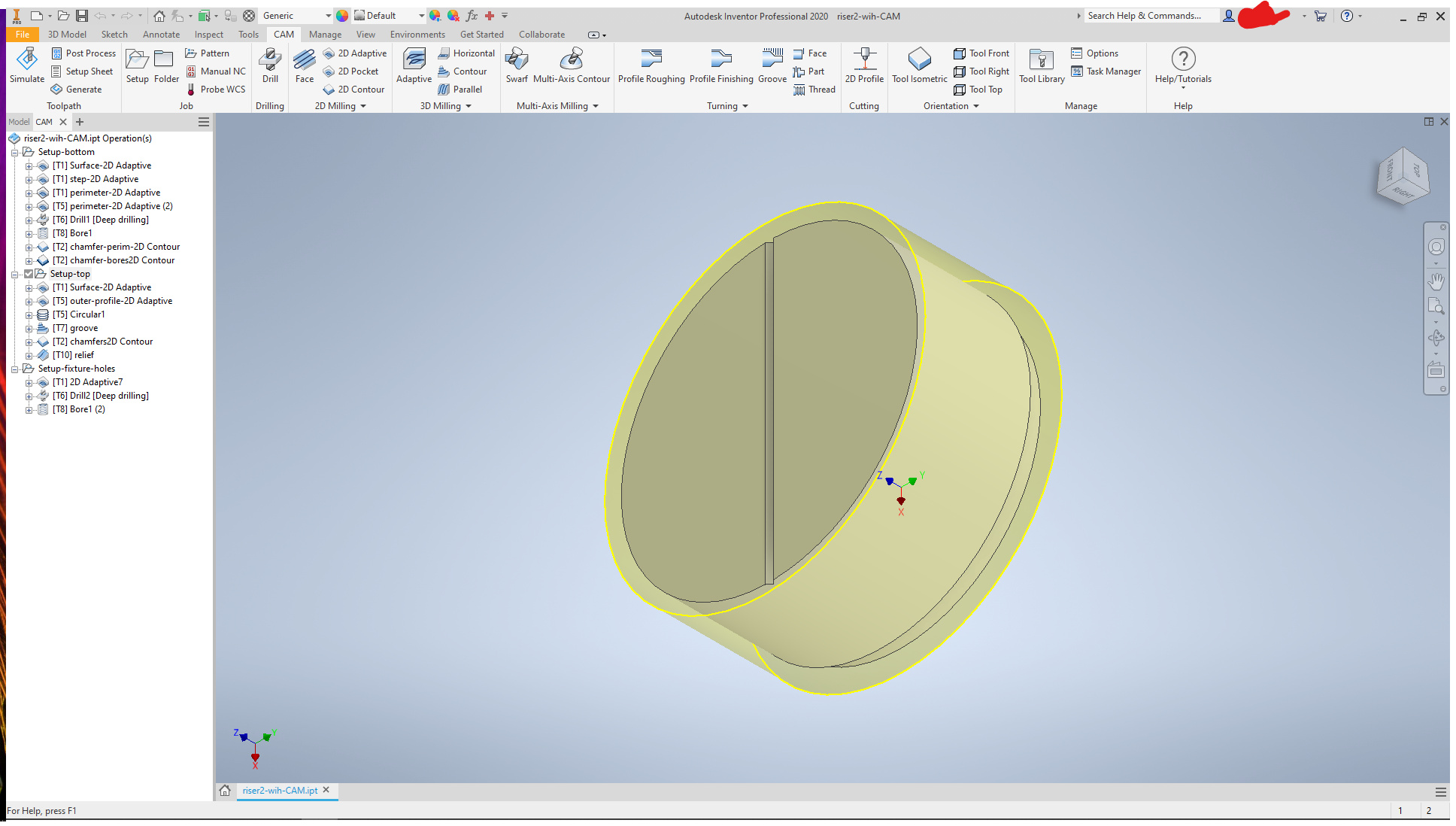
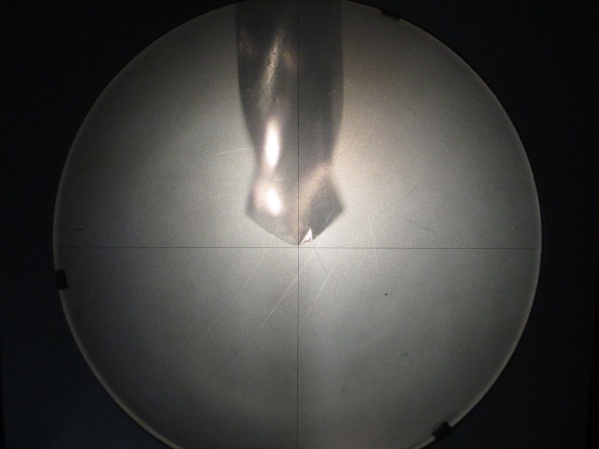
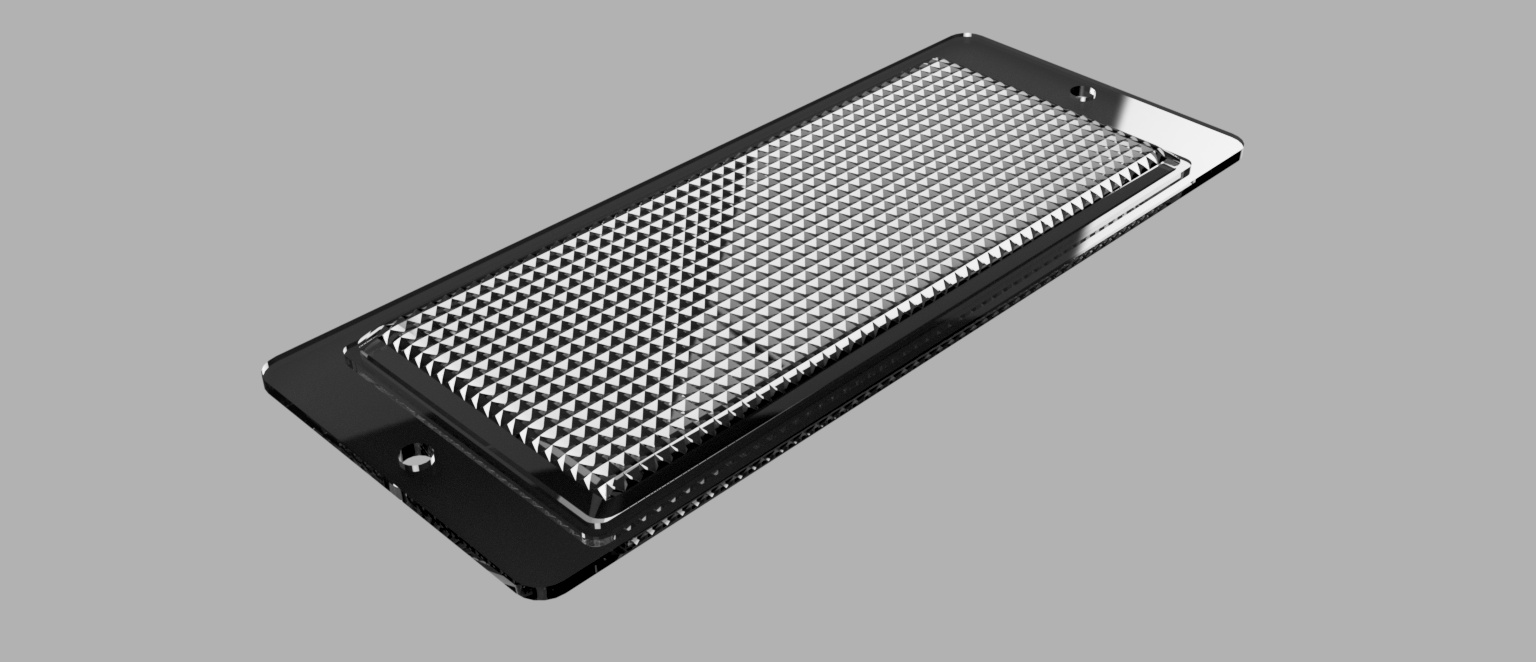
First post on the forum! I have been lurking around here for a few months learning many things from other users so I thought I would try to contribute and share a small part machined on the Nomad this weekend. The cover for the lamp on the stove was broken when I moved in to my apartment so I thought I would machine a part that would shield the lamp and diffuse the light. To try and achieve this I modelled a part in fusion 360 with a “pyramid pattern” on the inside of the cover using two perpendicular V-grooves and rectangular patterns. (Perhaps this could be readily machined using a V-bit instead of the hours I spent machining it with ball end mills).
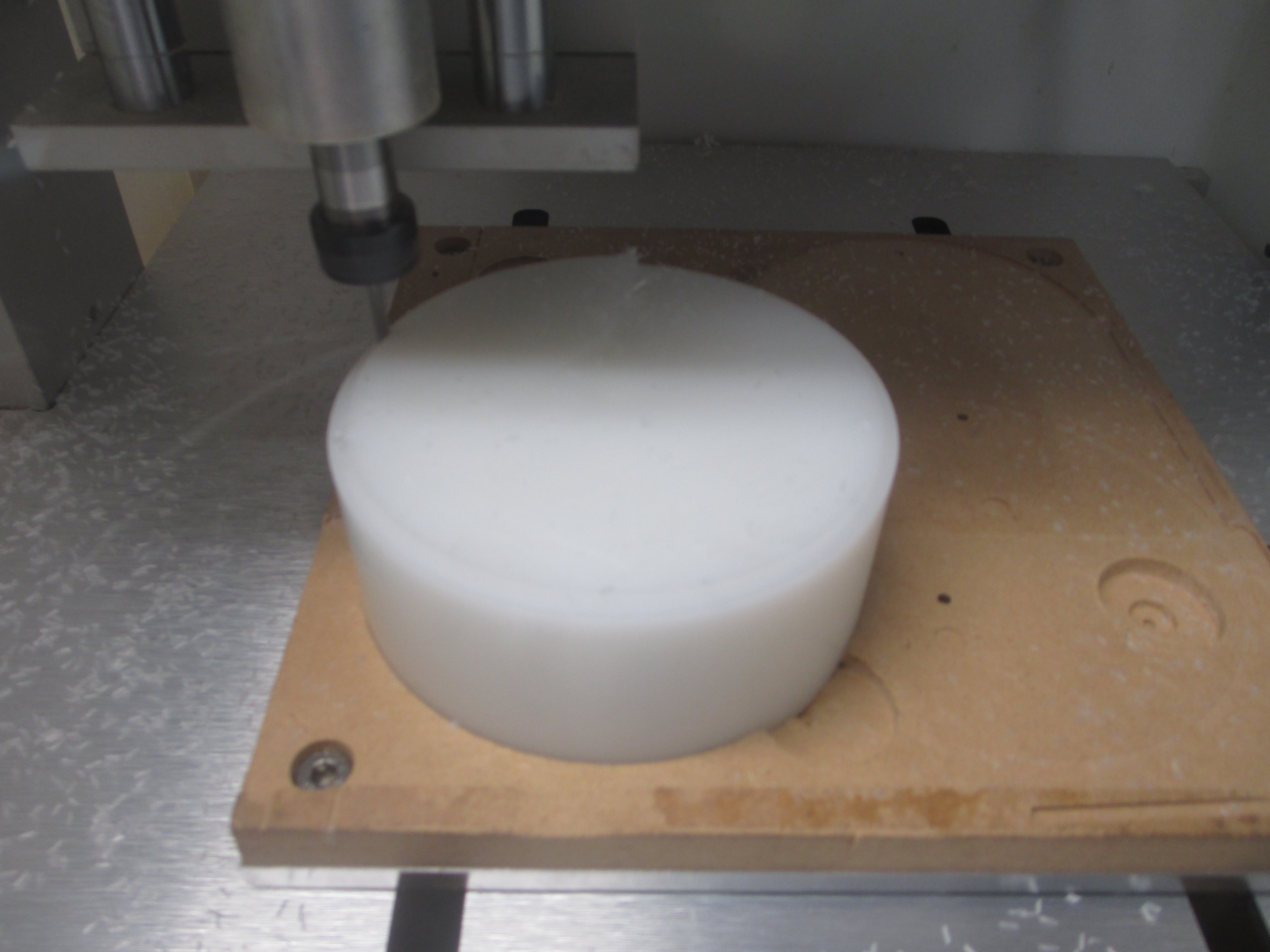
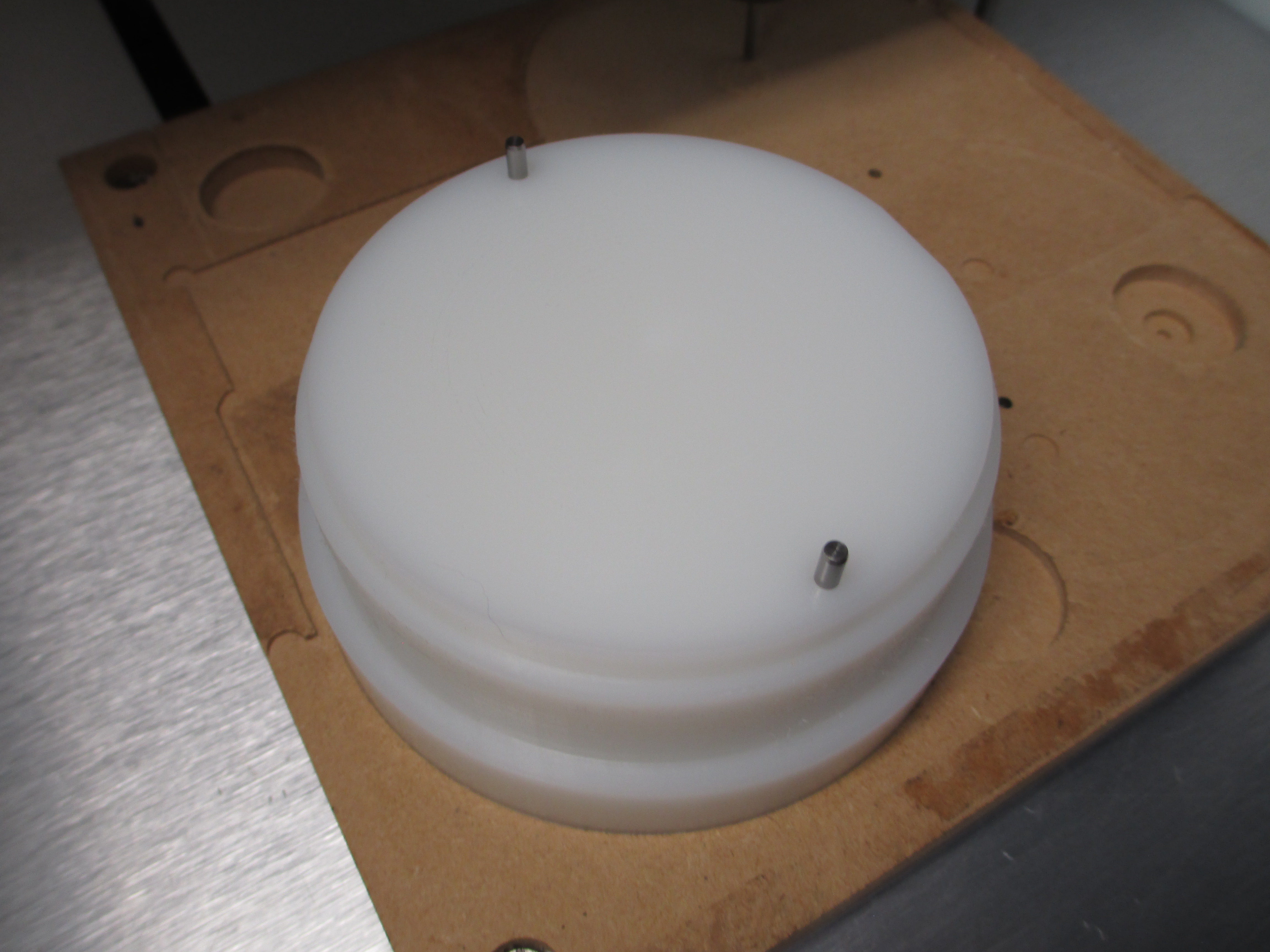
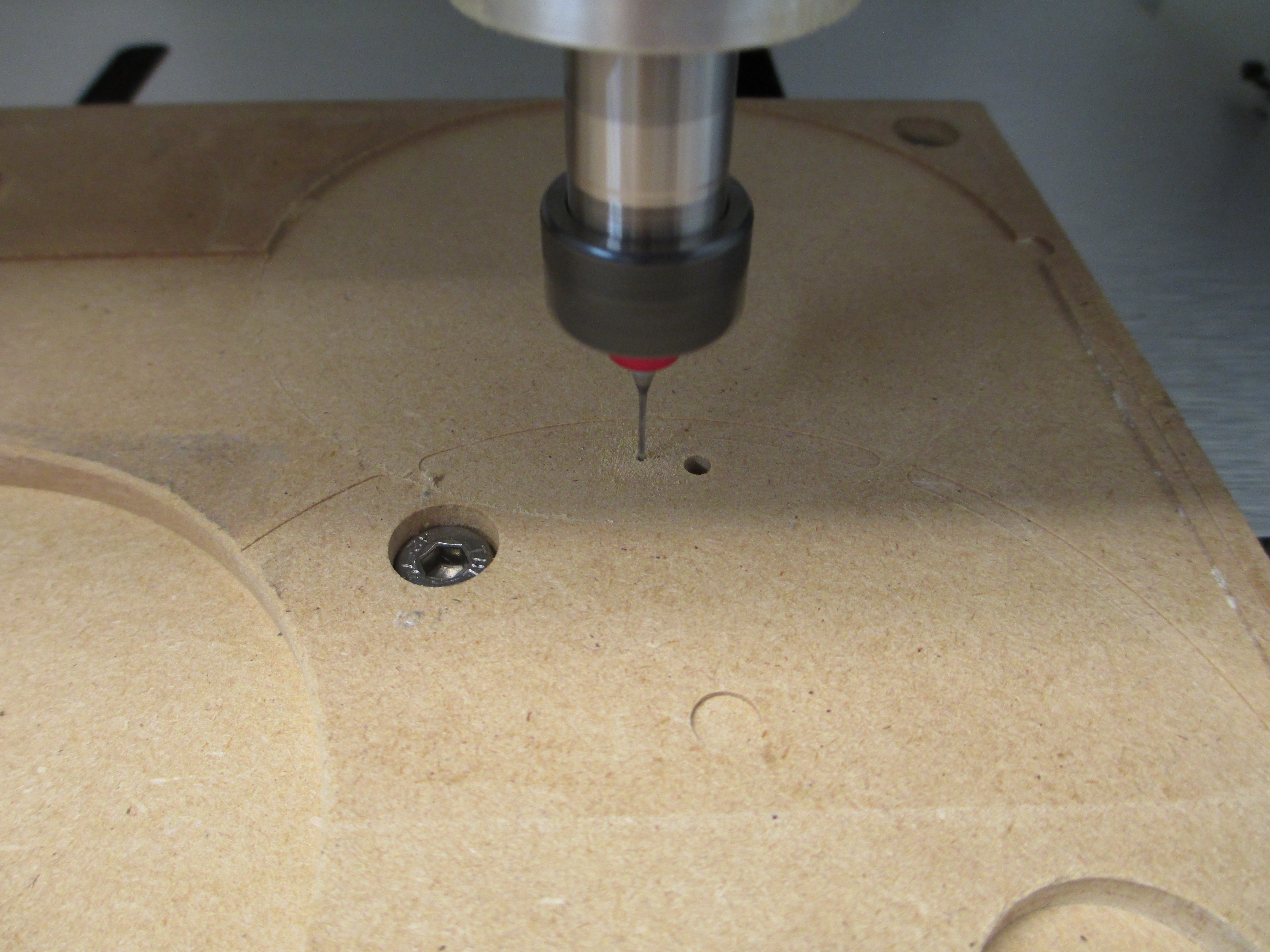
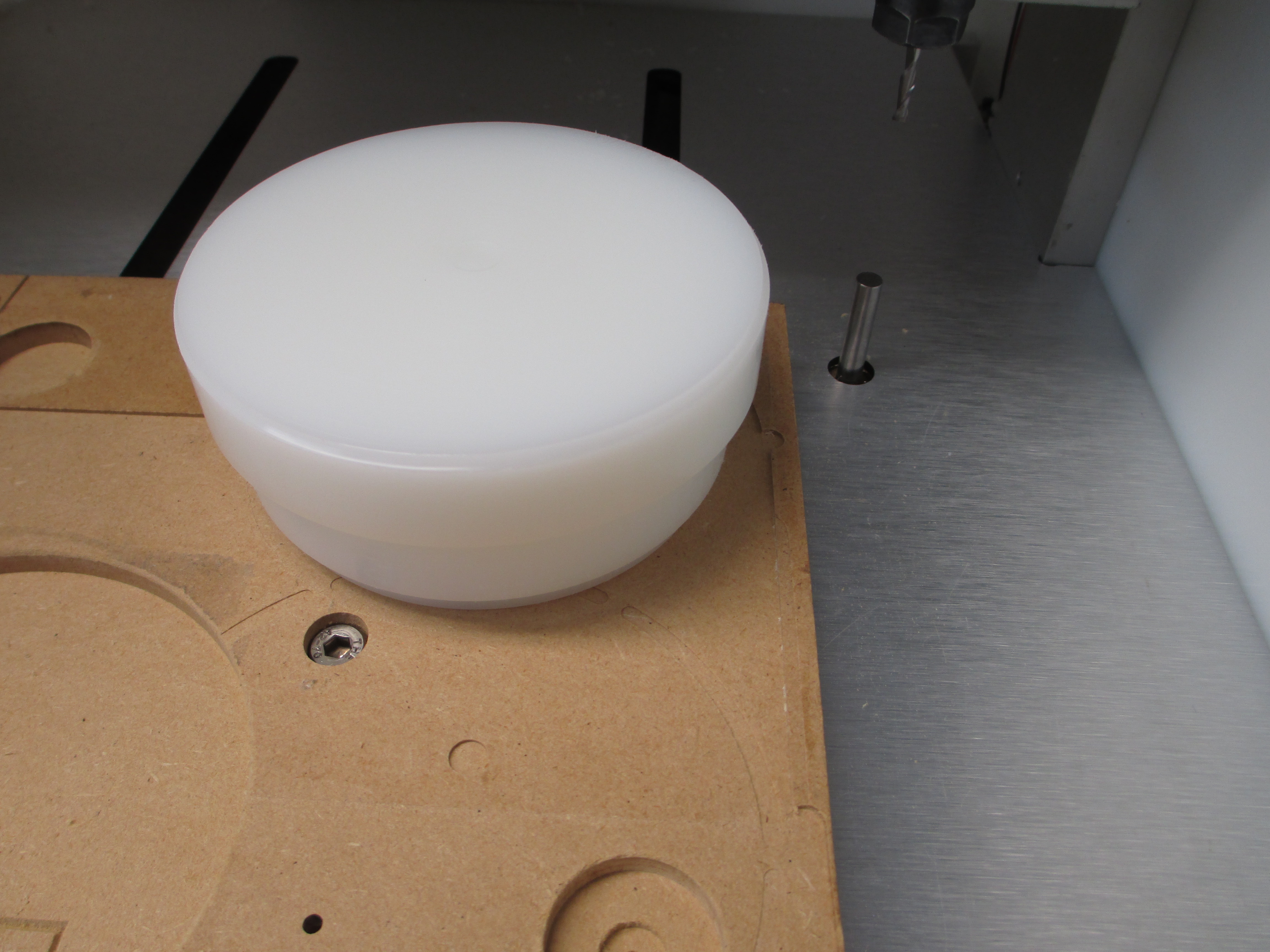
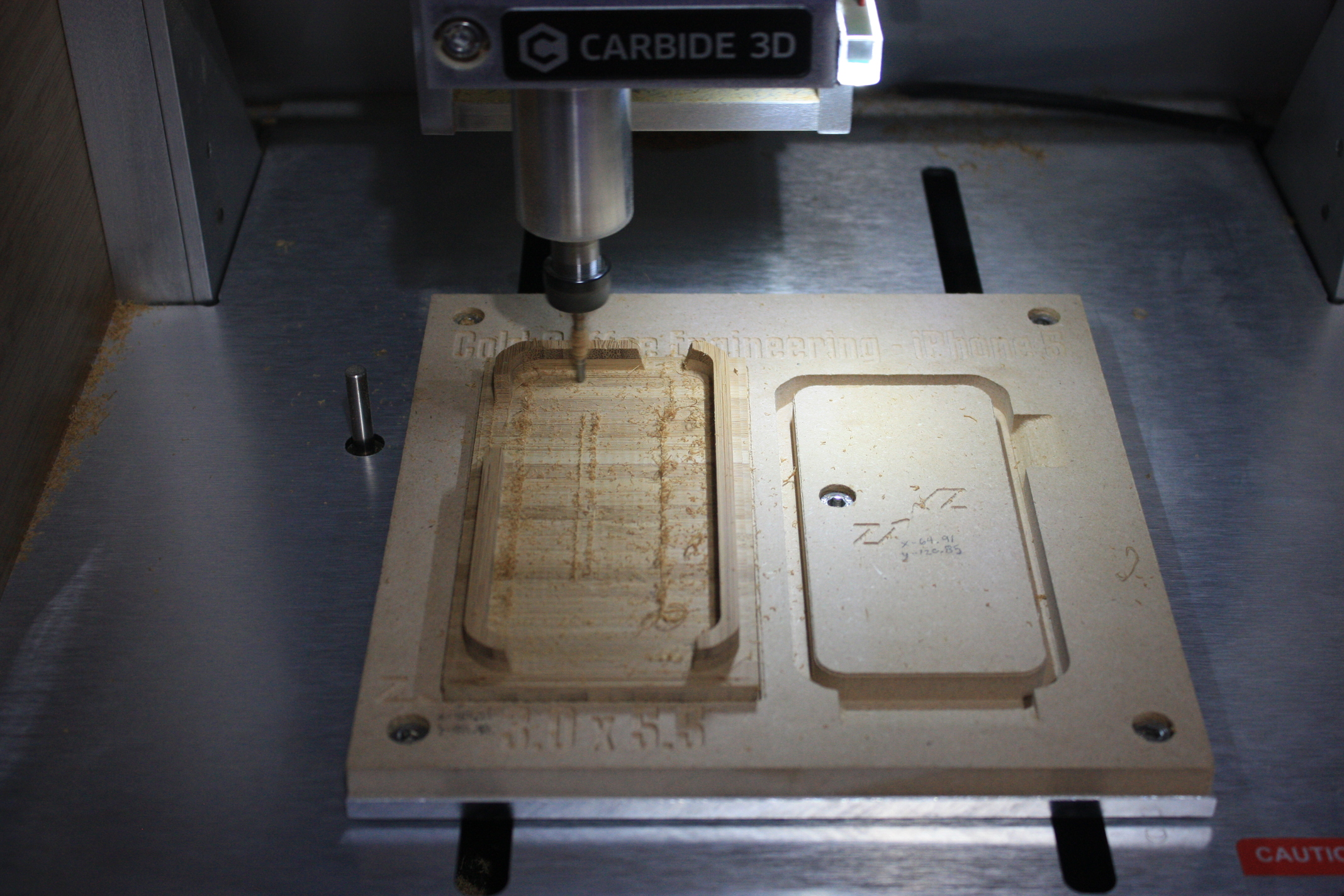
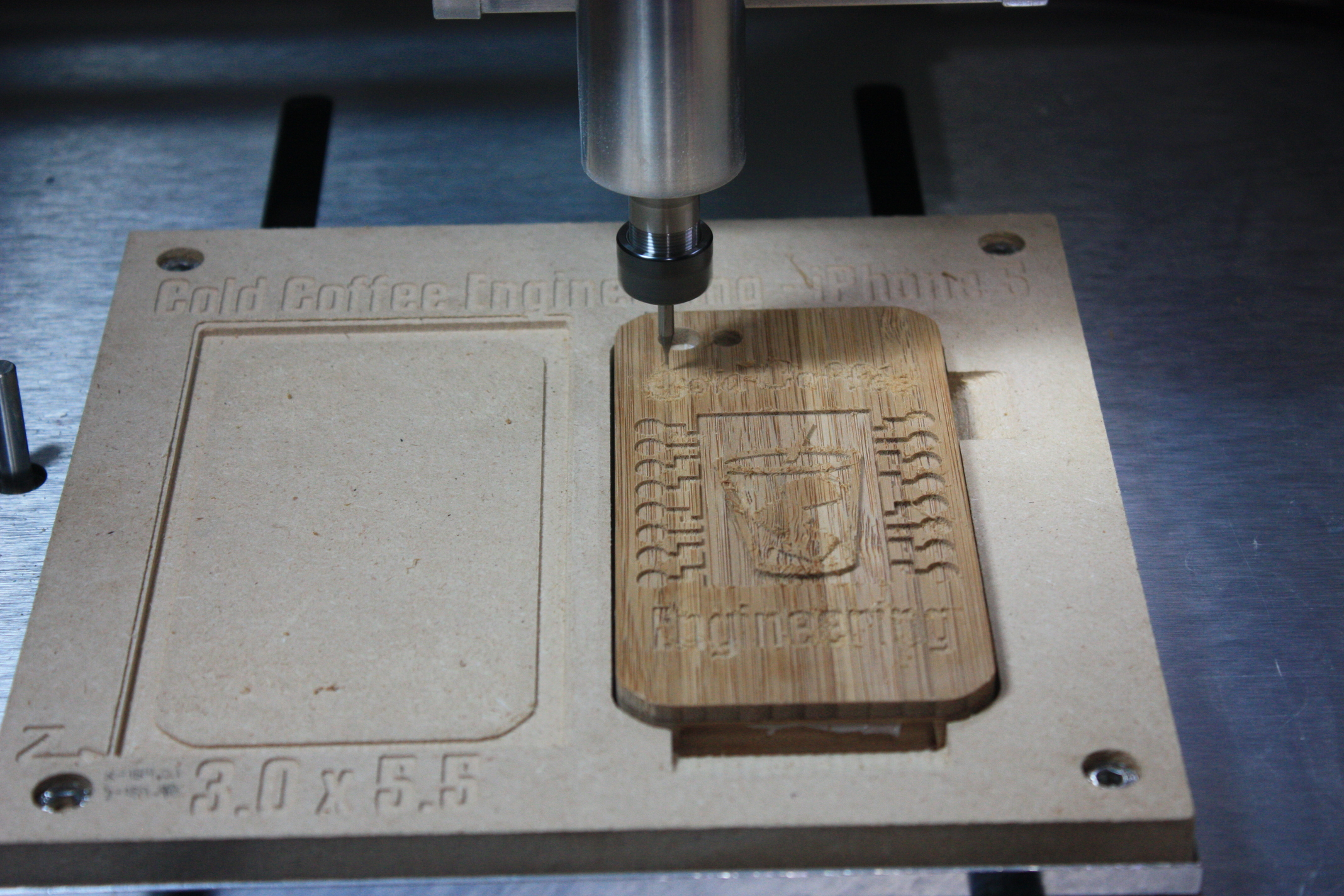
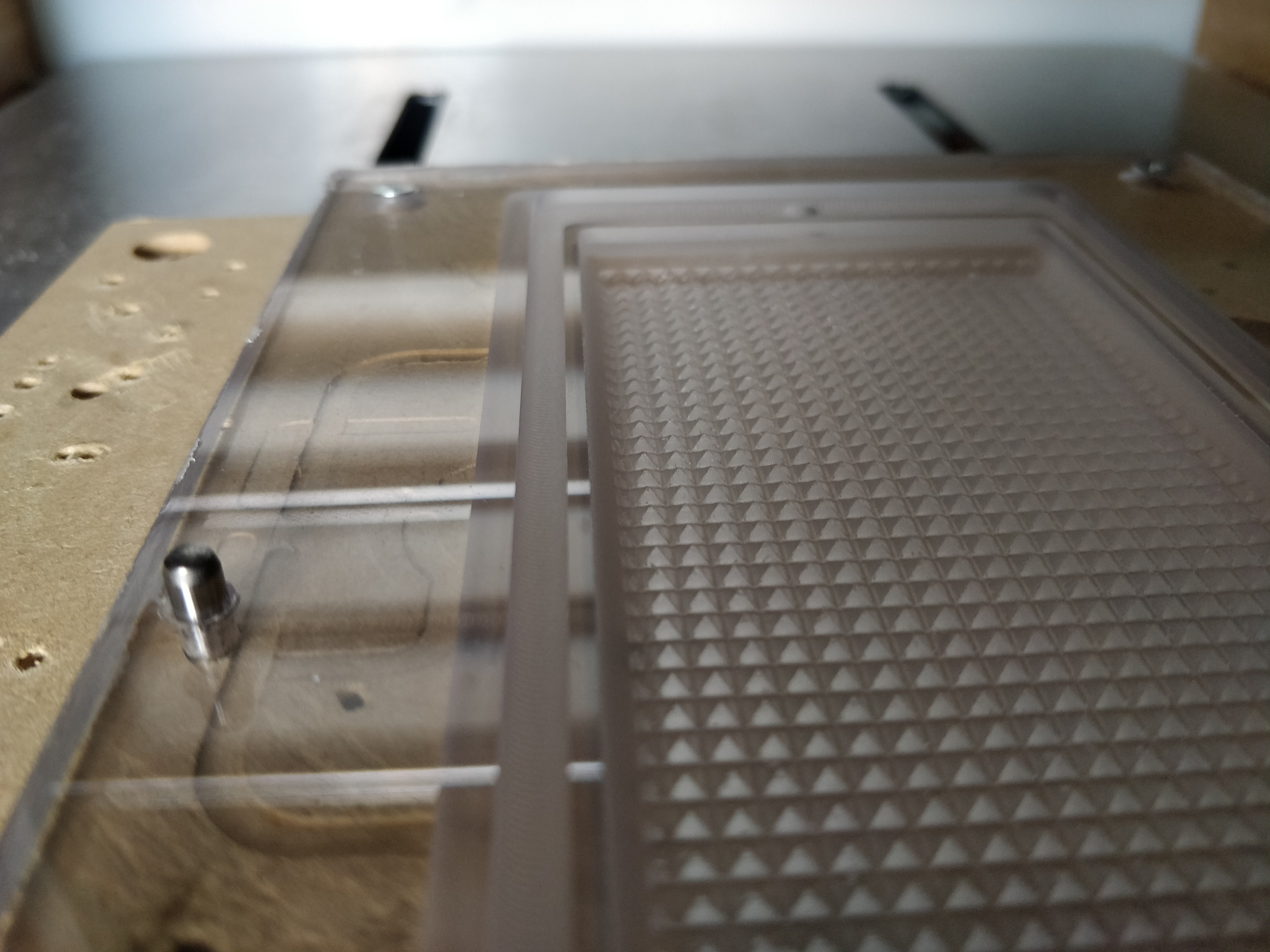
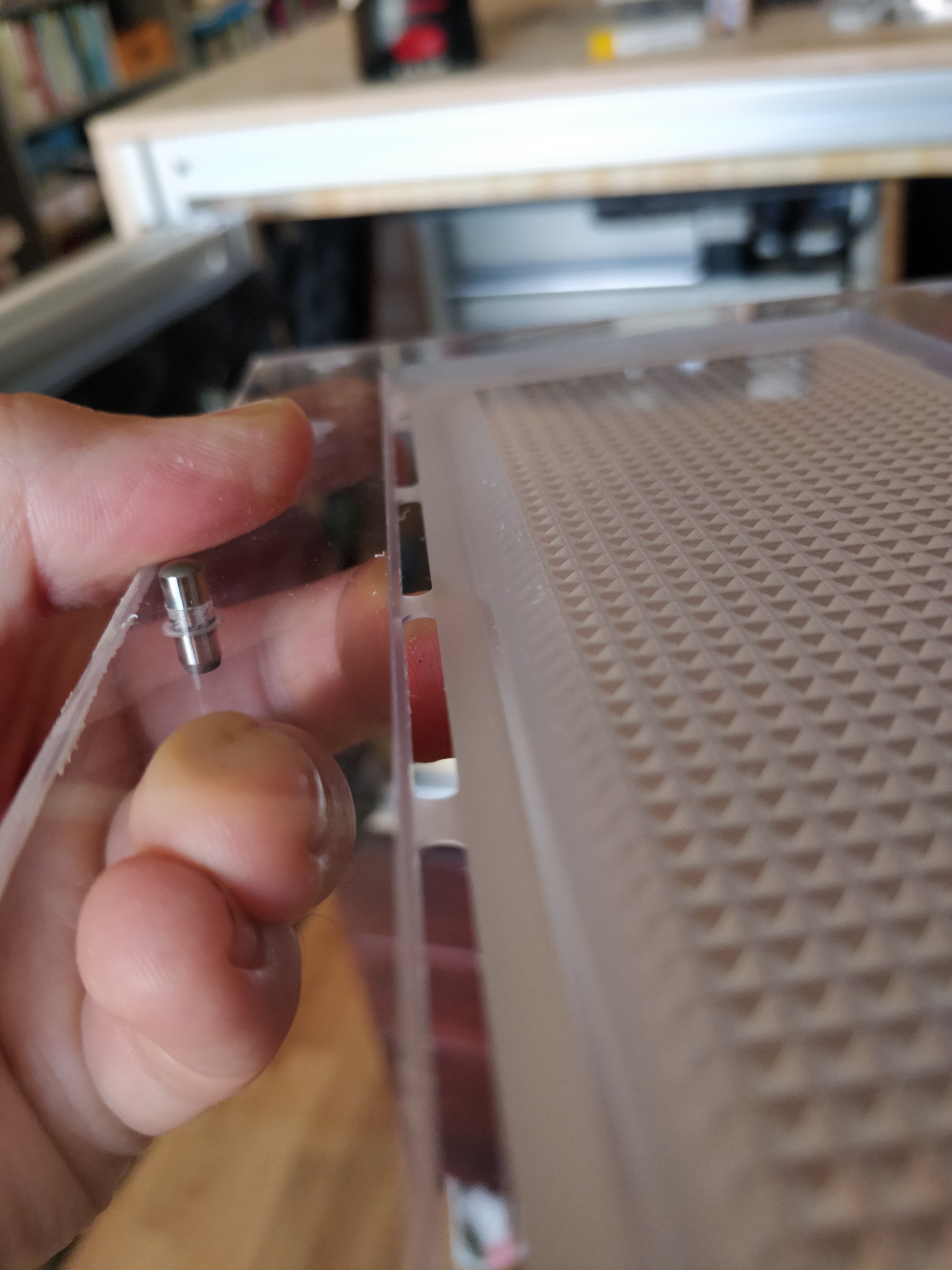
I machined the part in polycarbonate and flipped the part once using 4 mm dowel pins to locate the part using the bed as Z0.
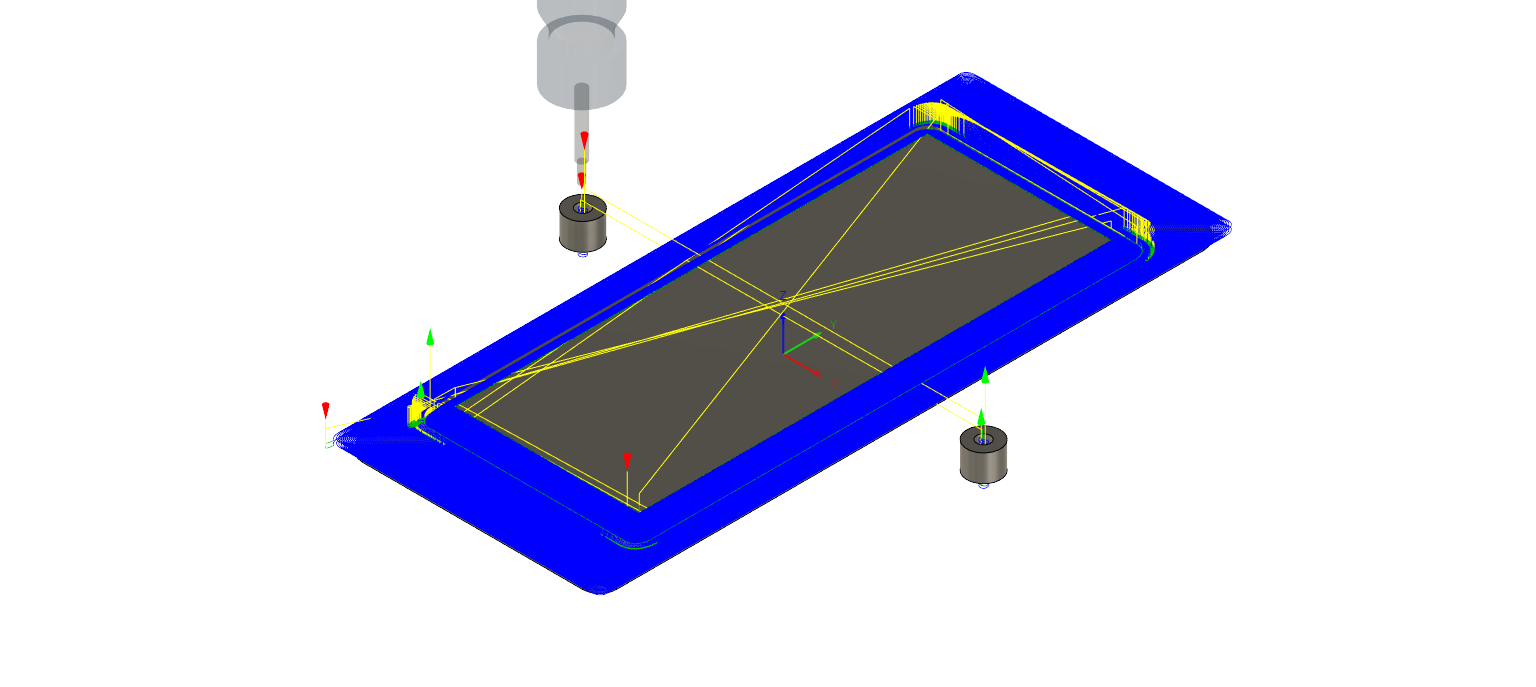
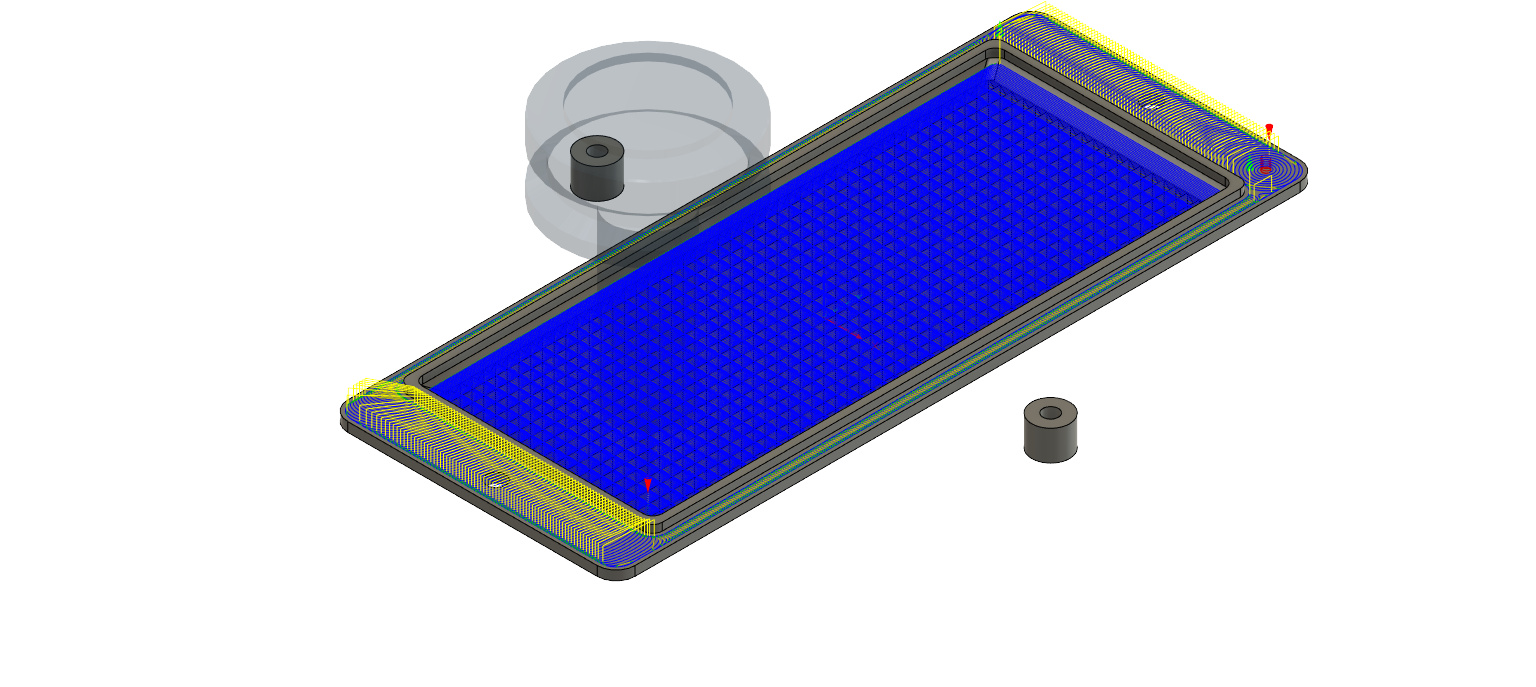
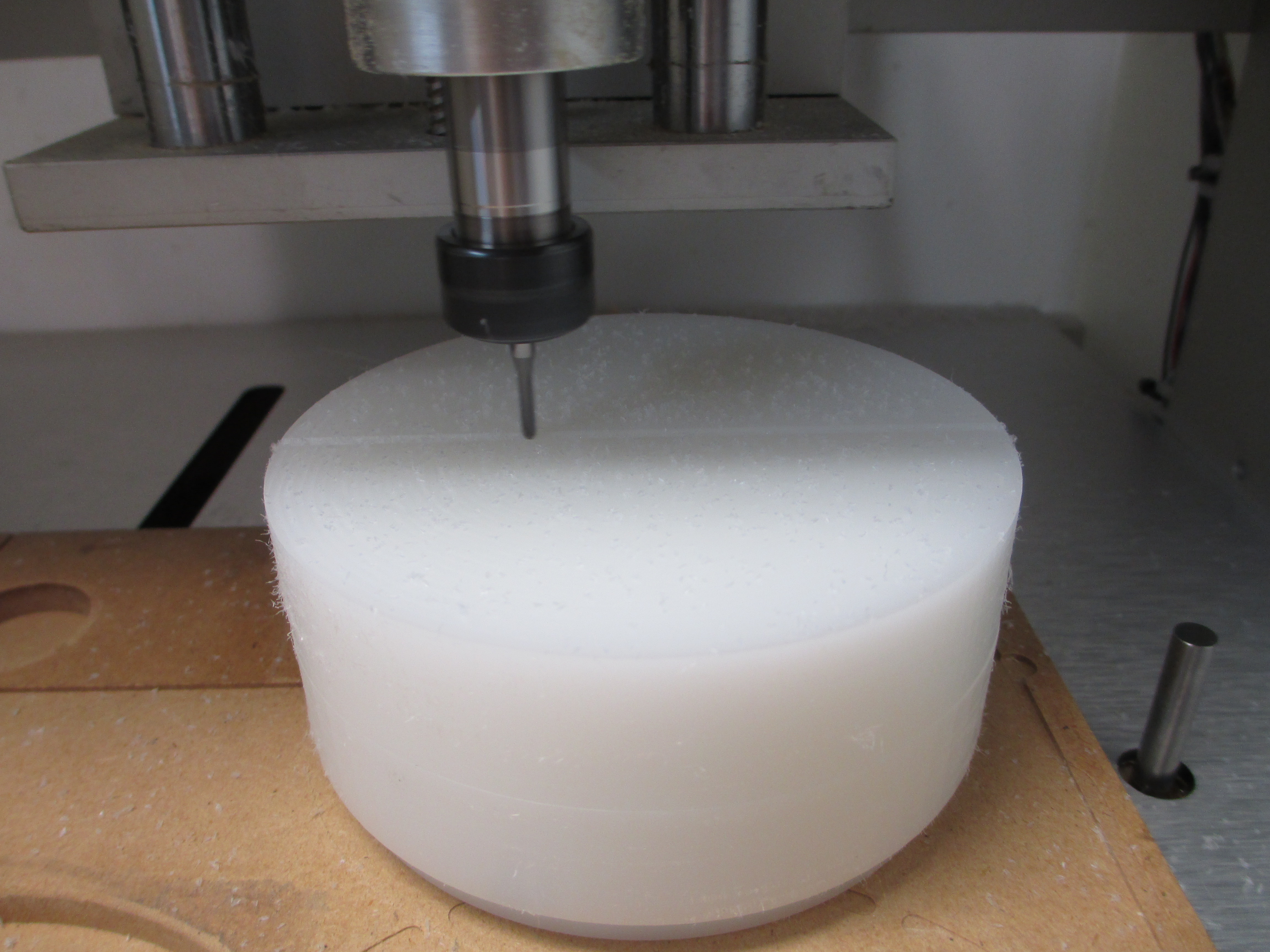
The part is pushing the smaller build envelop on the Nomad a bit so I did a dry run with the end mill 5 mm over the bed to see that I did not hit any end stops with the first toolpath. I used 2mm and 3mm flat end mills to try different speeds and feeds to clear out the majority of the material and a 2.5mm and 1mm ball end mill in succession to machine the light diffusion pattern. There were some small strands of polycarbonate still attached to the pyramid pattern after finishing with the 1 mm ball end mill, perhaps I should have done a spring pass with the same end mill to clear that out but I was too eager to see the part finished.
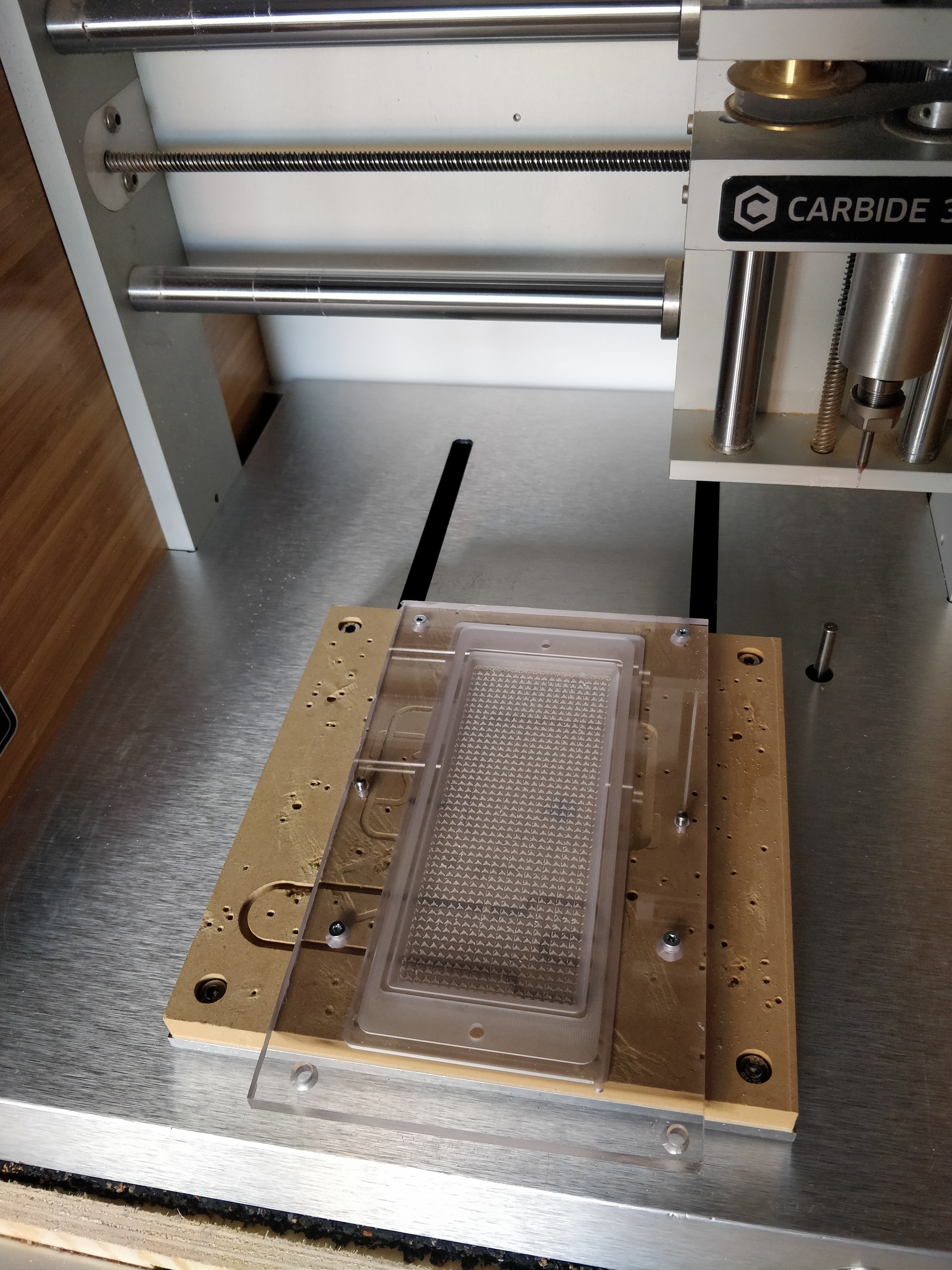
I cut out the part using tabs but should probably have used double side tape or the machined screw holes for holding the part down as the tabs left small blemished on the part that light up a bit when light is passing through the cover.
I was mindful to not machine the bottom surface of the part as I wanted it as transparent as possible. The idea was that the light diffusion pattern would diffuse the light but I think the majority of the light diffusion is done by scattering caused by the ridges left by the finishing toolpath (1mm ball end mill with 0.1 mm stepover).
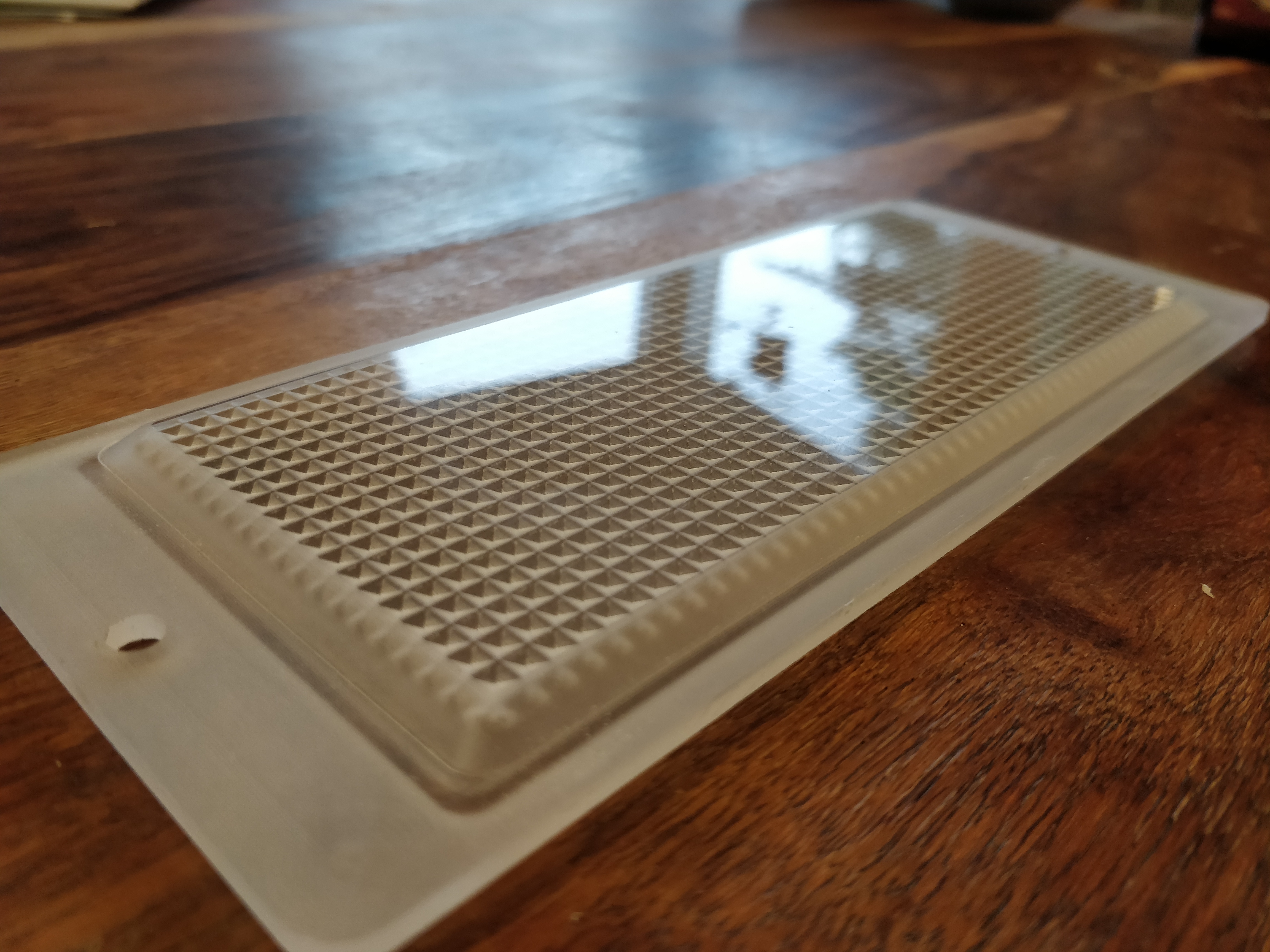
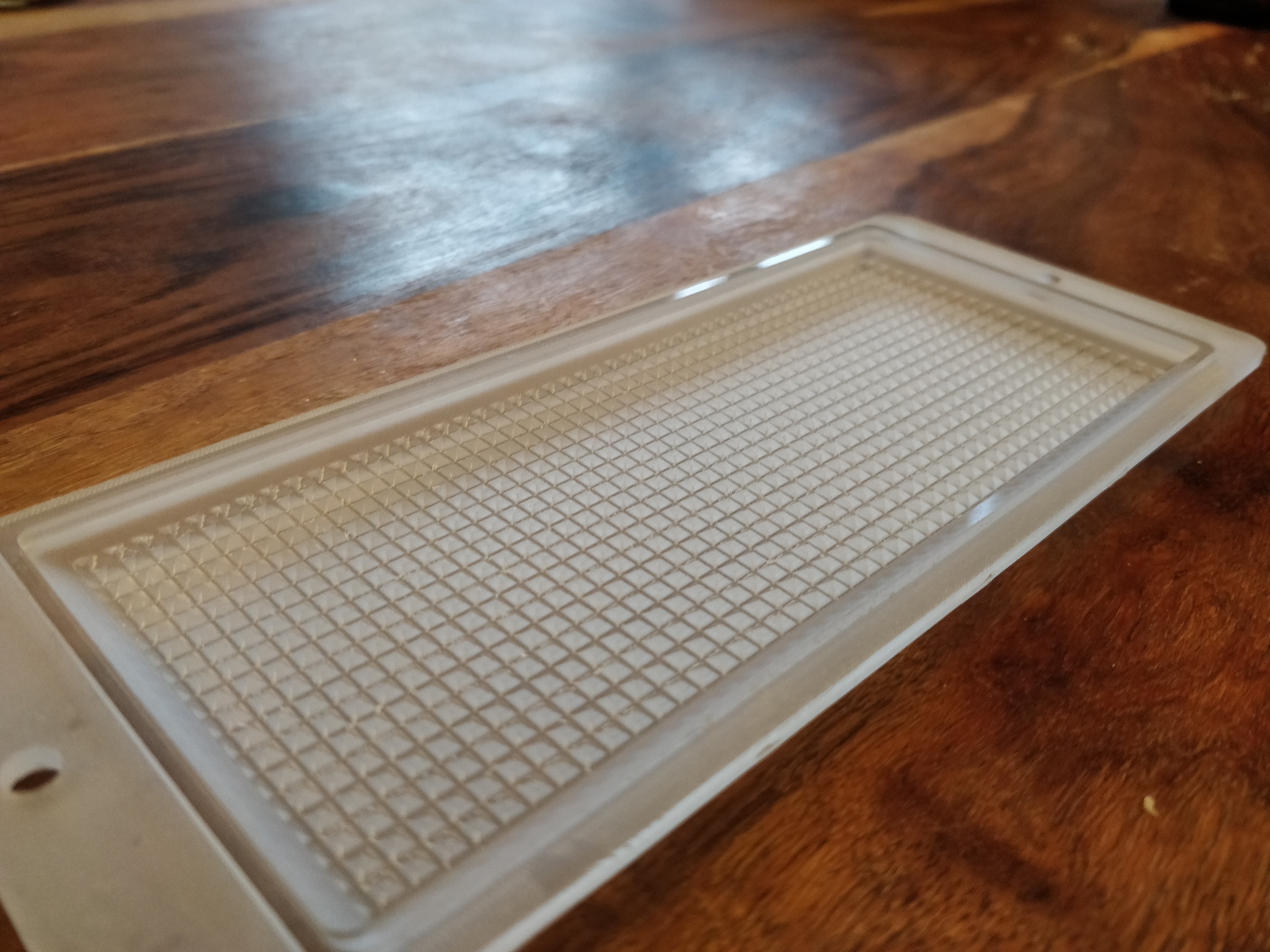
Before and after picture!


Link to CutRocket (Pretty specific for my stove lamp haha… But perhaps it could be useful for someone to look at the speeds and feeds or the modelling of the “pyramid pattern”: https://cutrocket.com/p/5f14c01312573/