And here we go.
The Problem
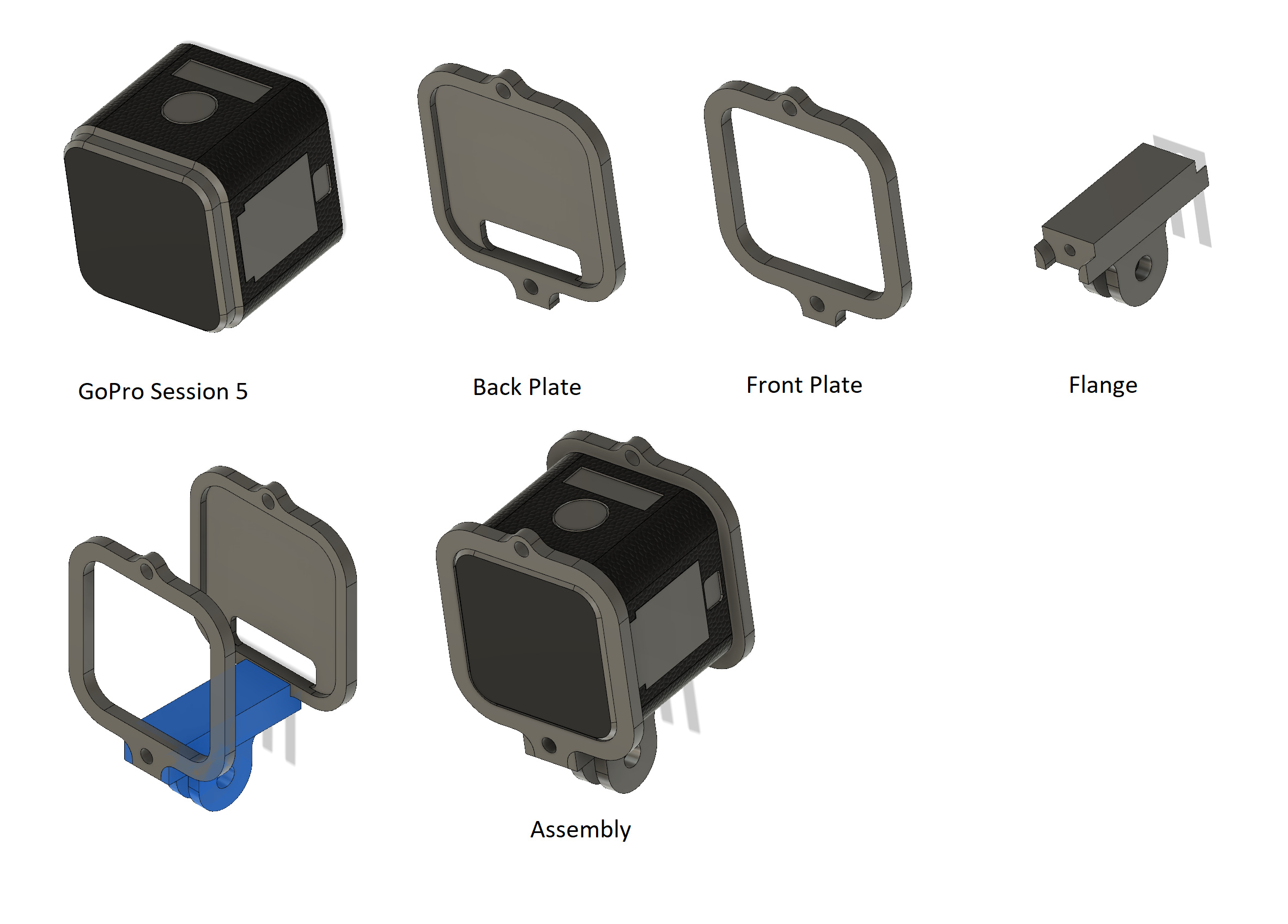
I have a GoPro Session 5 that is a great outdoor camera, but along with outdoor adventures come outdoor bumps and crashes. One of those “incidents” resulted in destruction of the mount for the camera. Unfortunately GoPro replacements are expensive (and the same ruggedness) and my willingness to trust 3rd party housings with my camera (and the footage!) is low. Nomad 883 Pro and Fusion 360 to the… rescue!?!
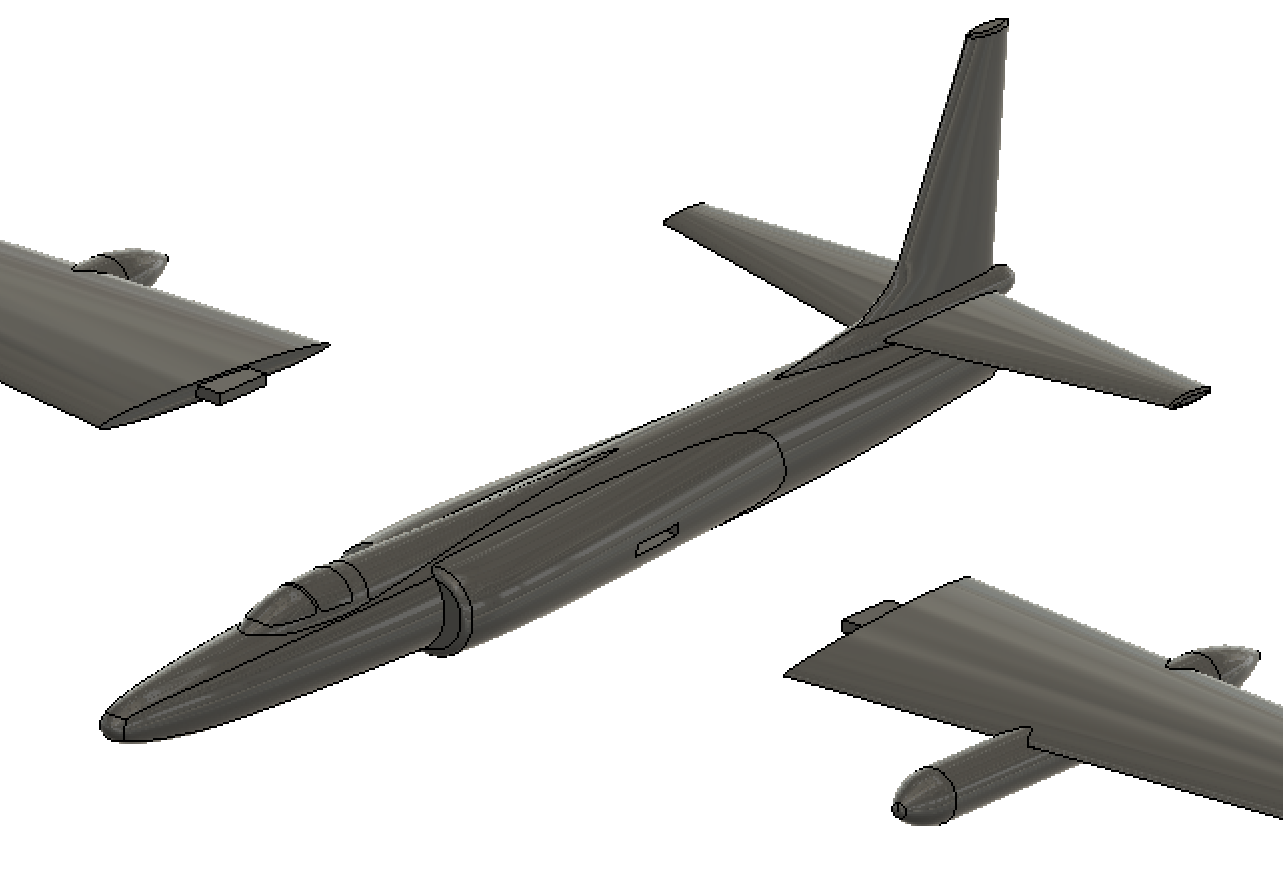
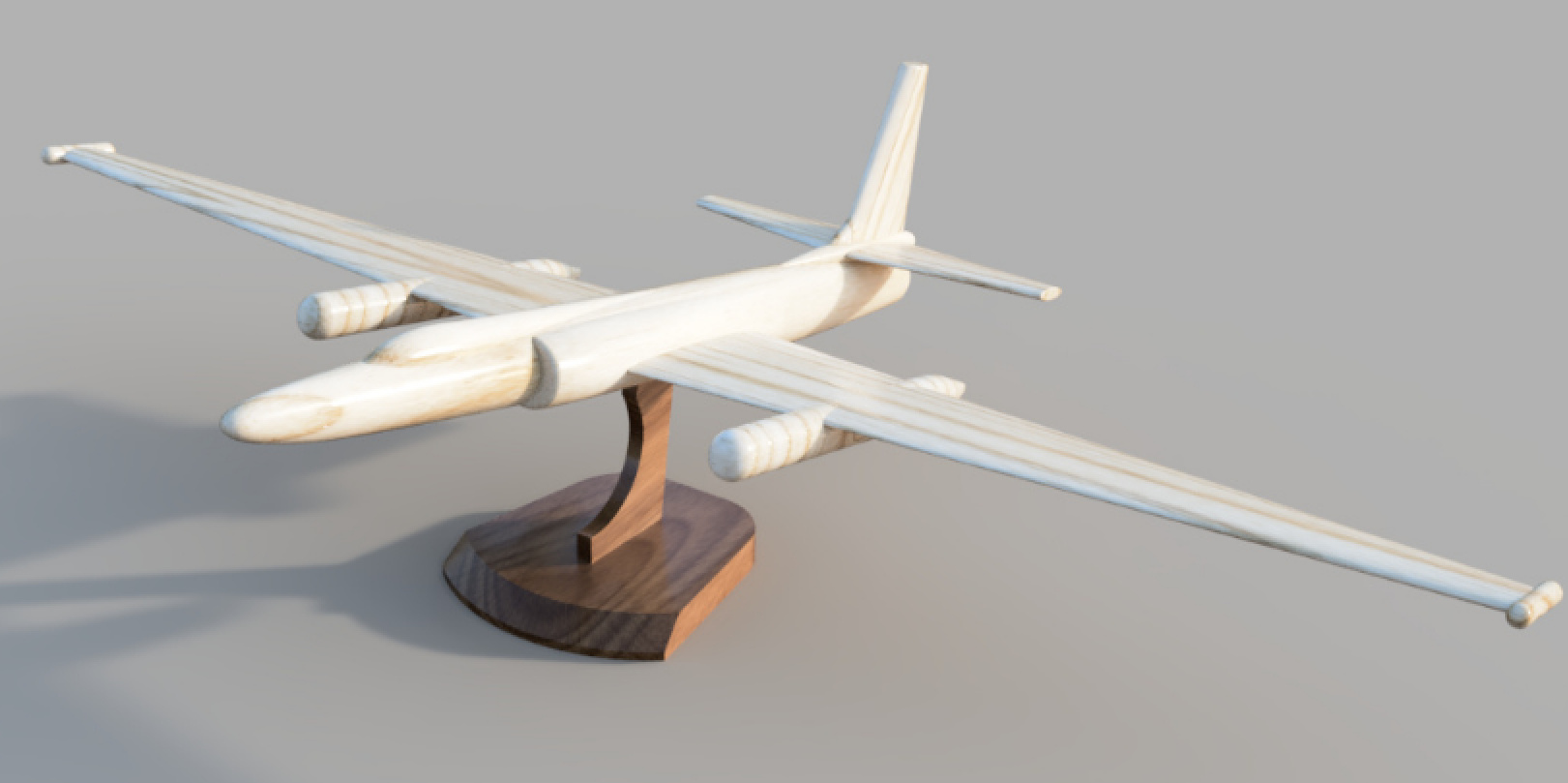
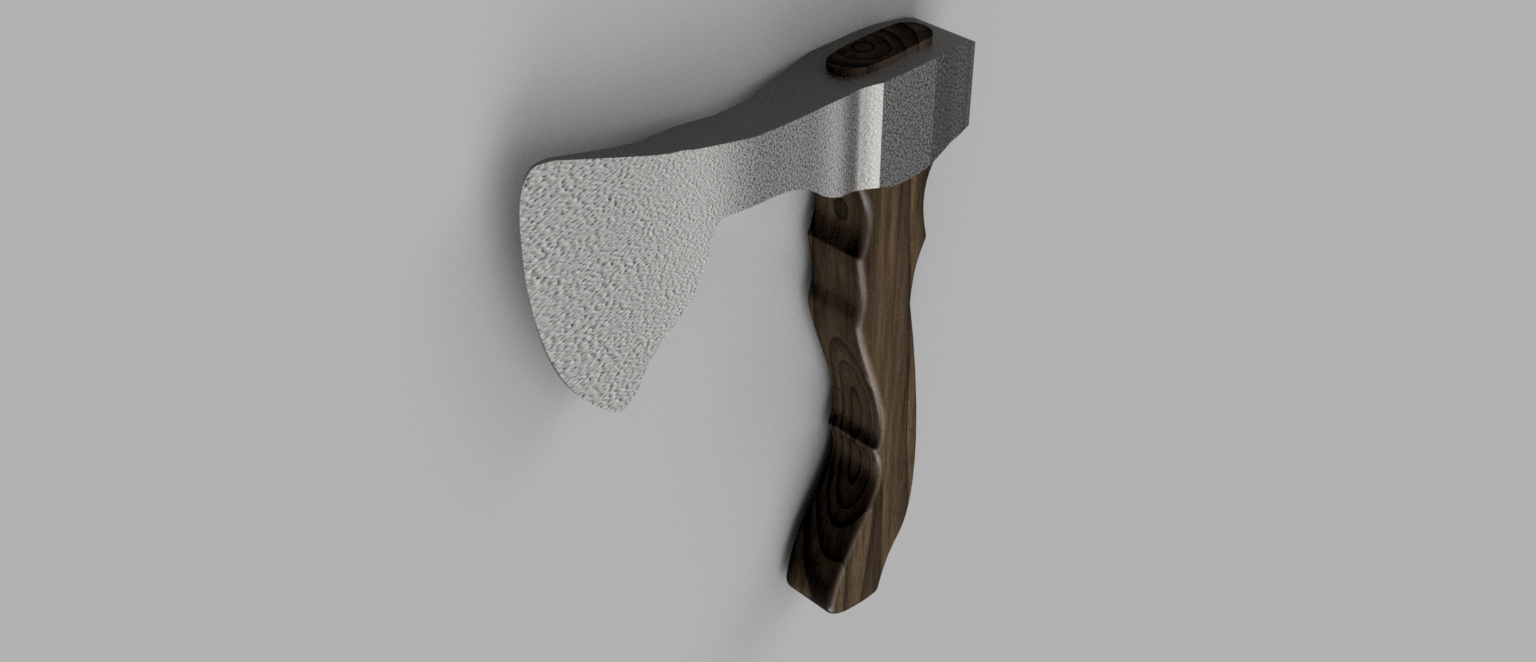
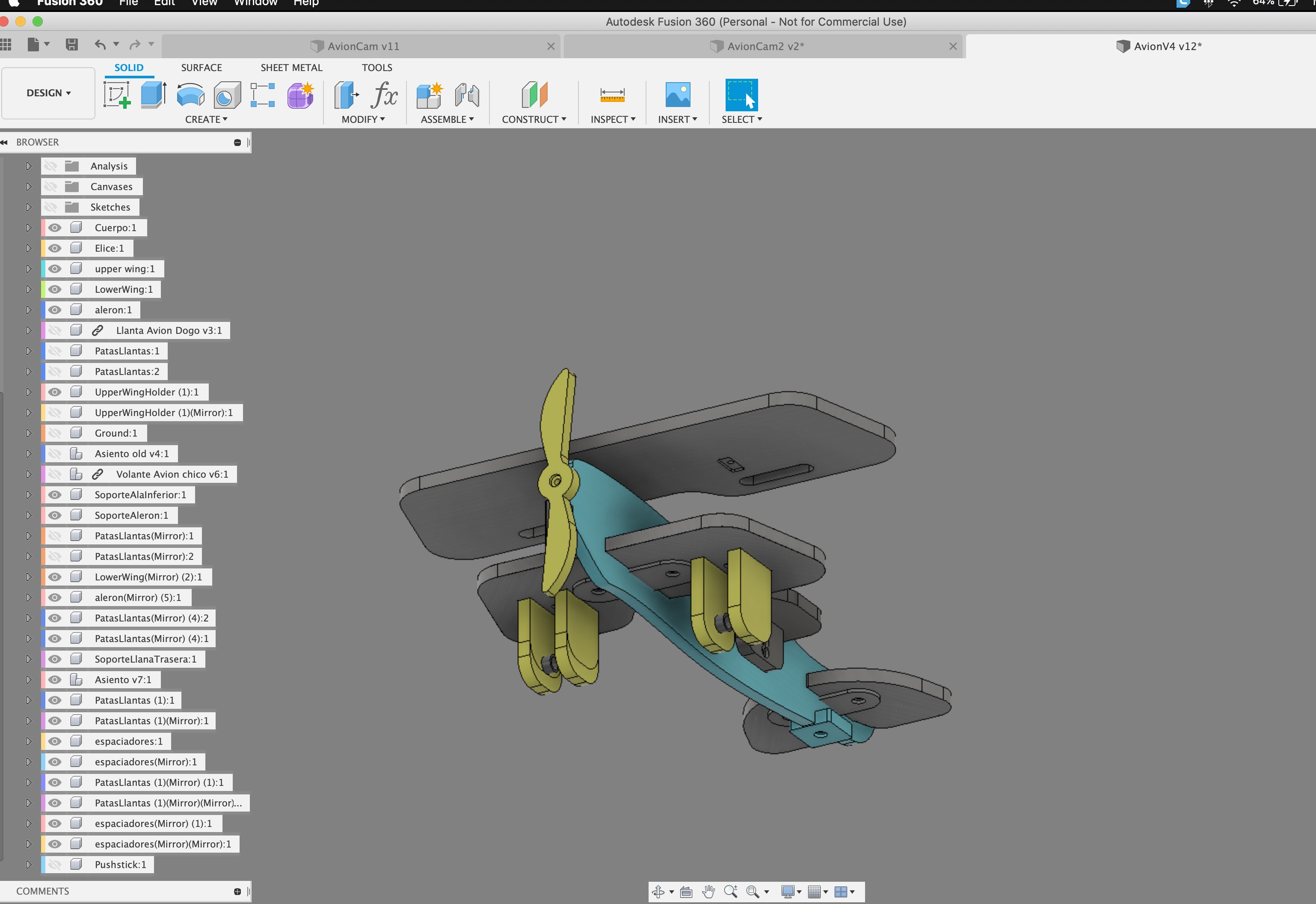
The CAD/CAM
Off to Fusion CAD/CAM we go… This took some precision measuring of the camera to model but fortunately GoPro seems believe in using round numbers so even where my measurements weren’t spot on rounding it to the nearest whole mm worked well. Precision was definitely one of the driving factors as having a camera rattling around (or worse leaping out of the mount) would be a big problem. By default this was going to have to done in aluminum for ruggedness.
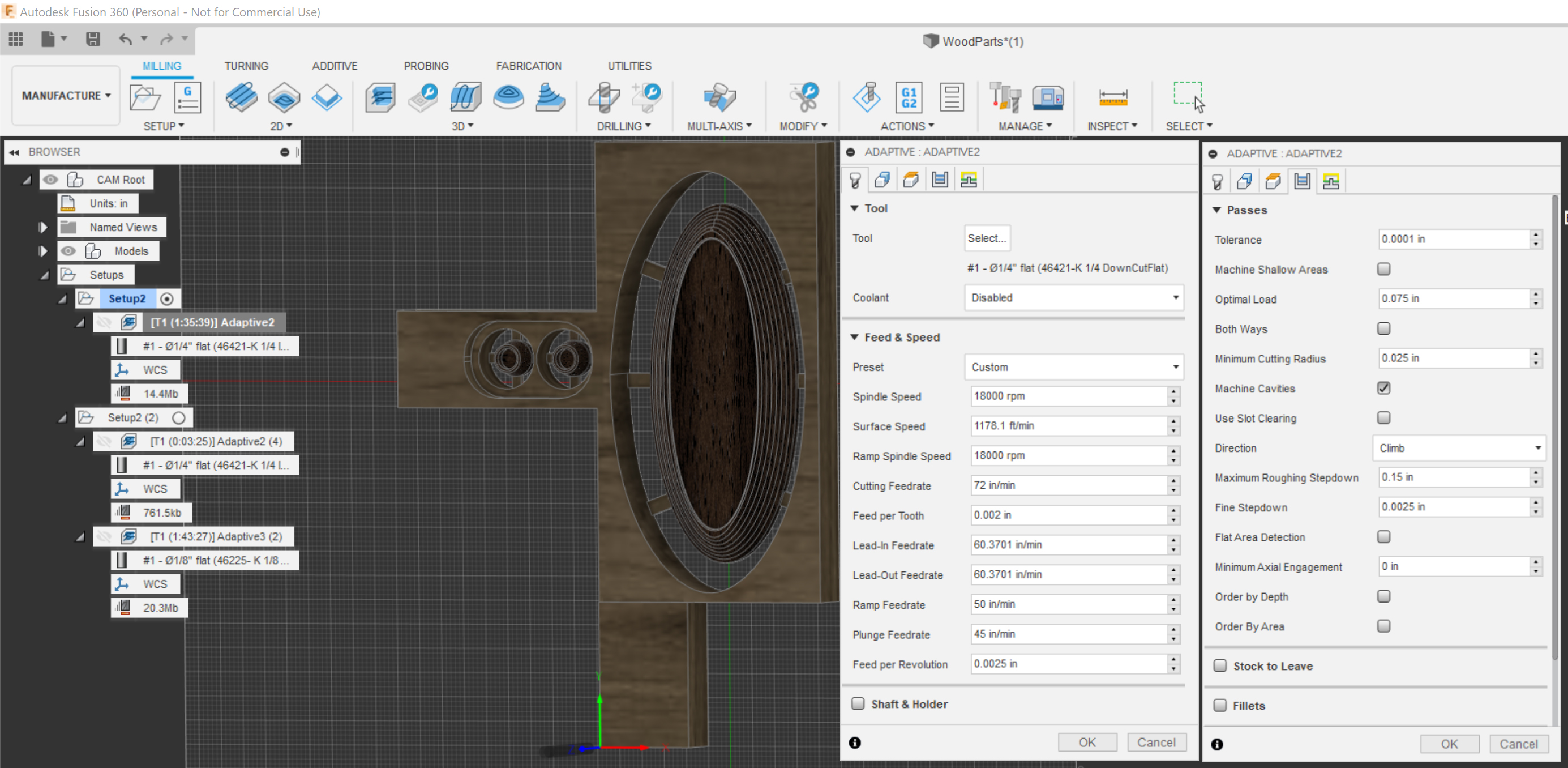
Some ?Clever? CAM Things
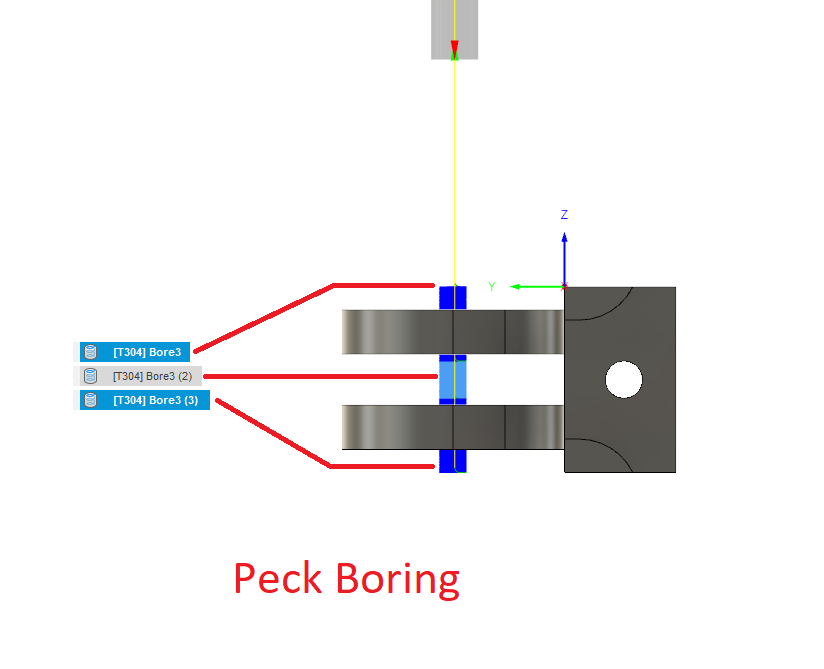
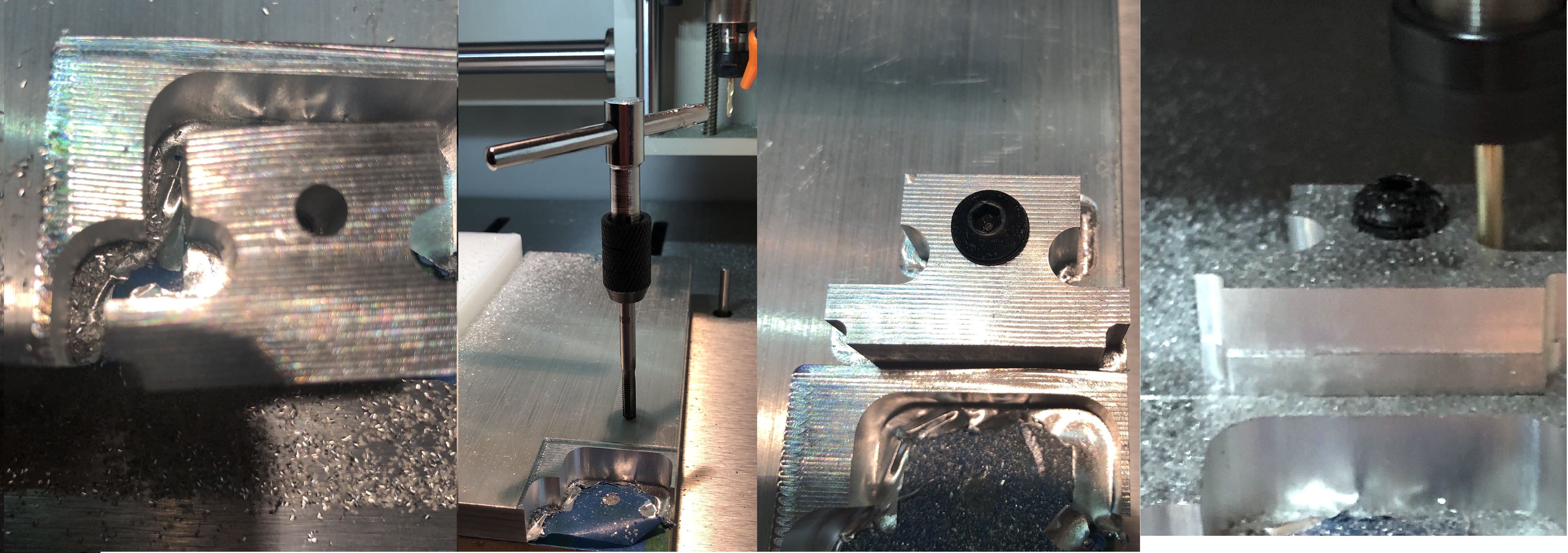
Peck Boring
The hole for the mounting screw in the Flange section was relatively deep and narrow so I created what I’ll call “Peck Boring” where I used multiple bore operations to bore then retract so the chips could be cleared by the air blast as the hole was created.
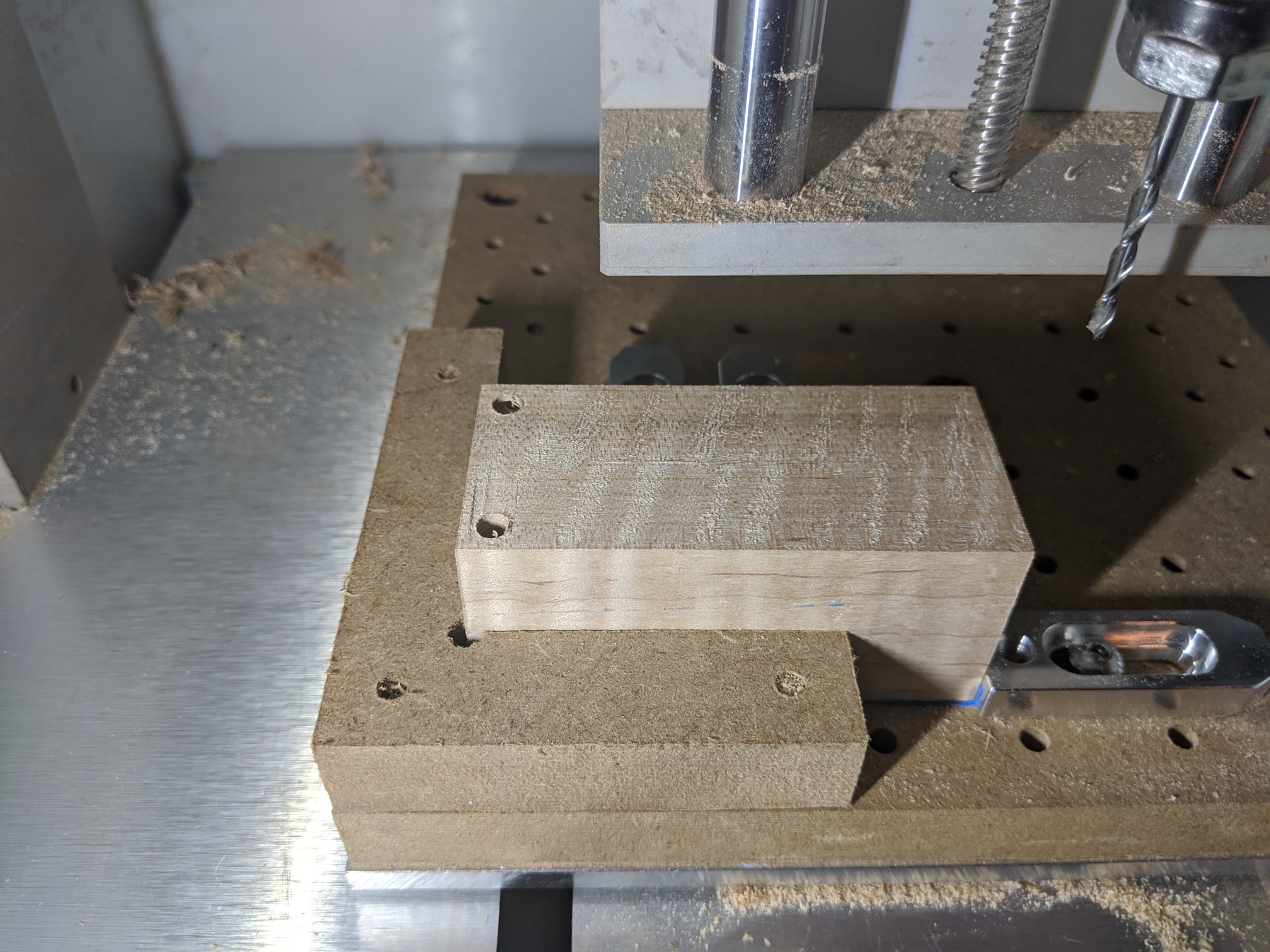
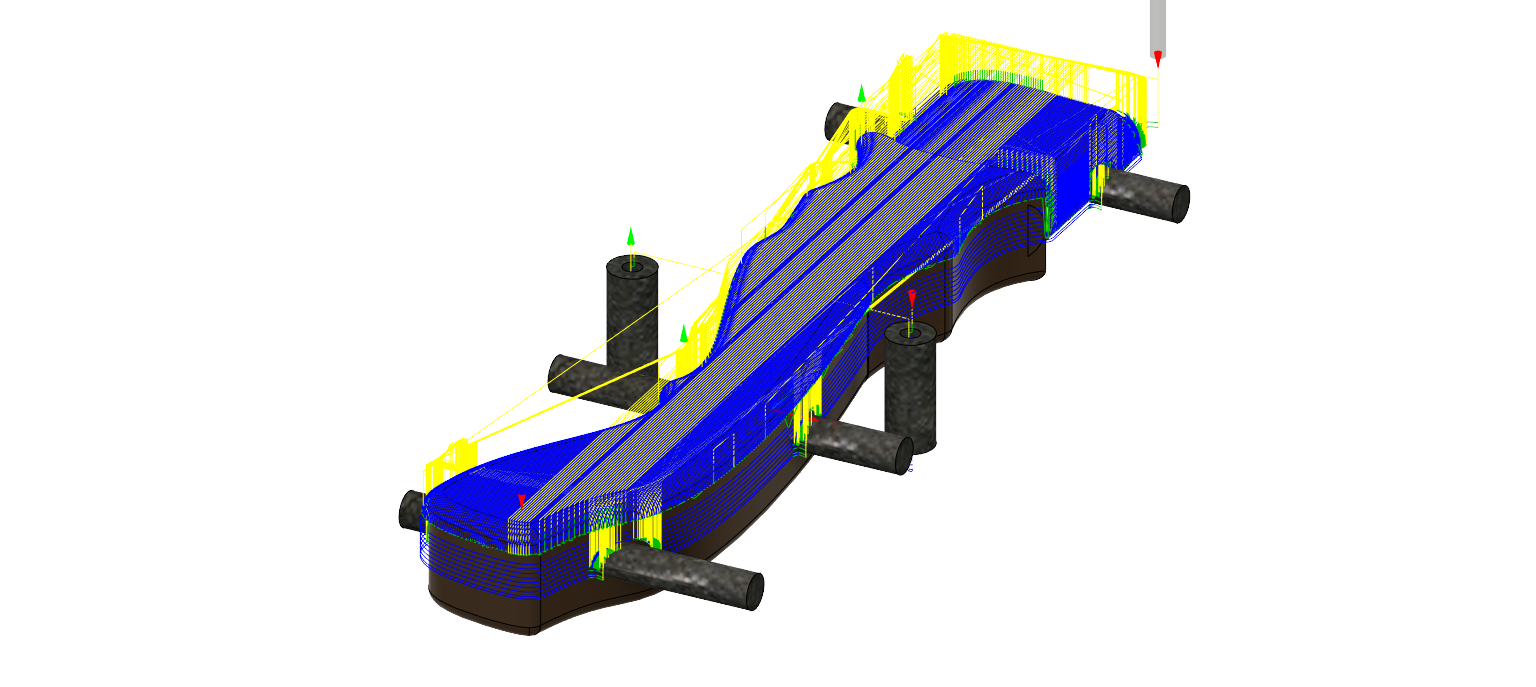
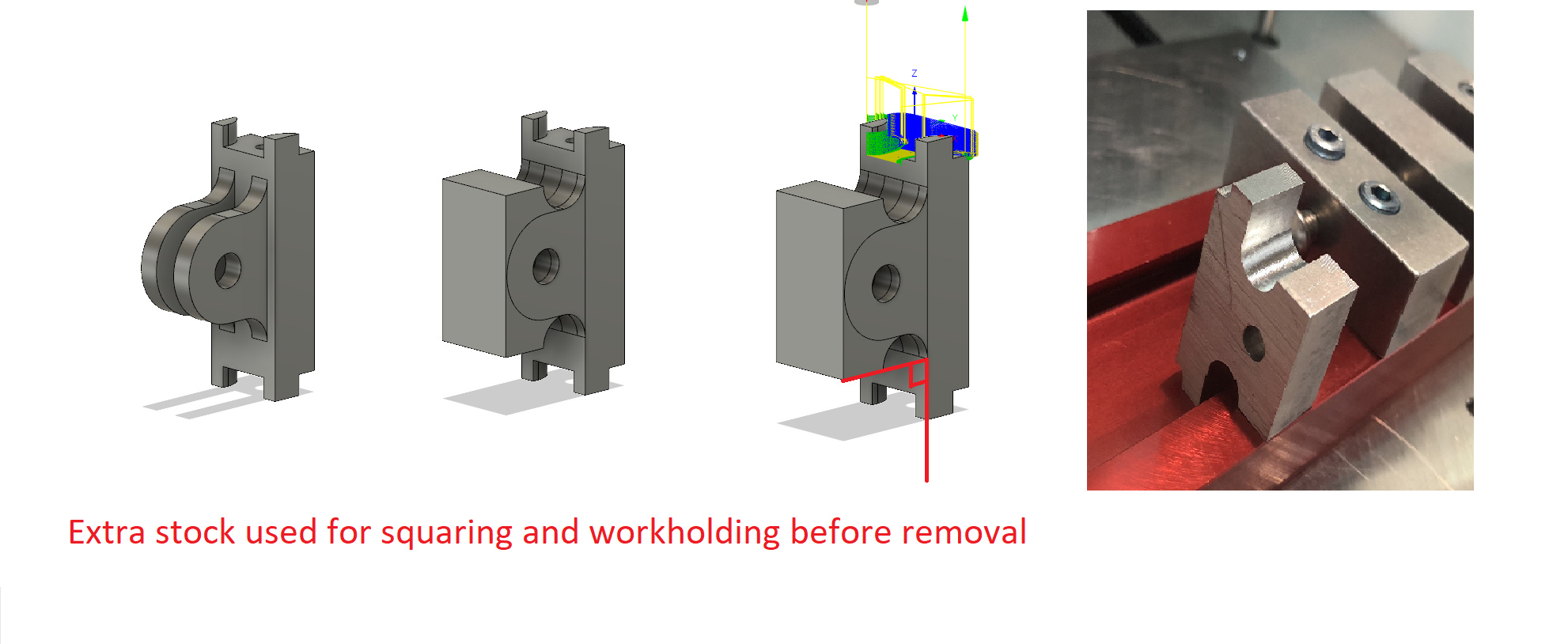
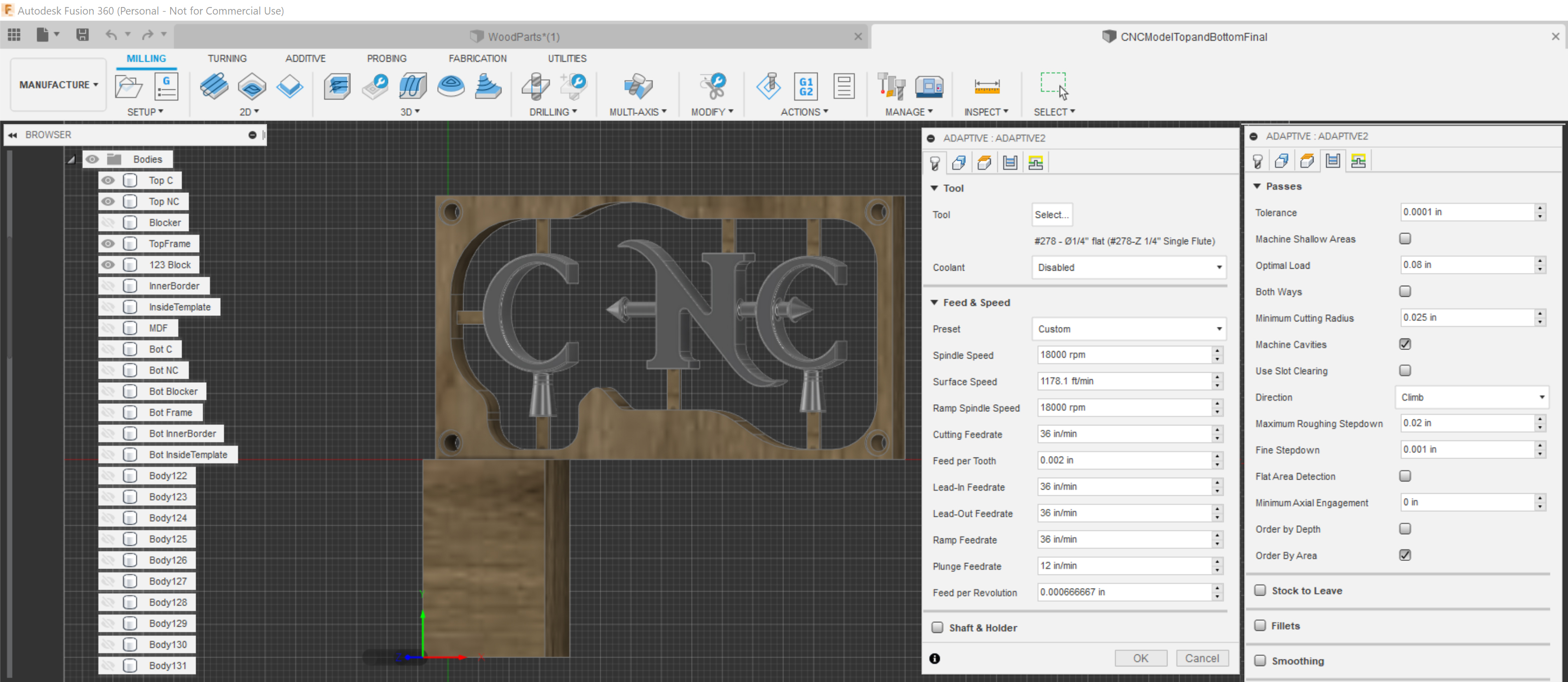
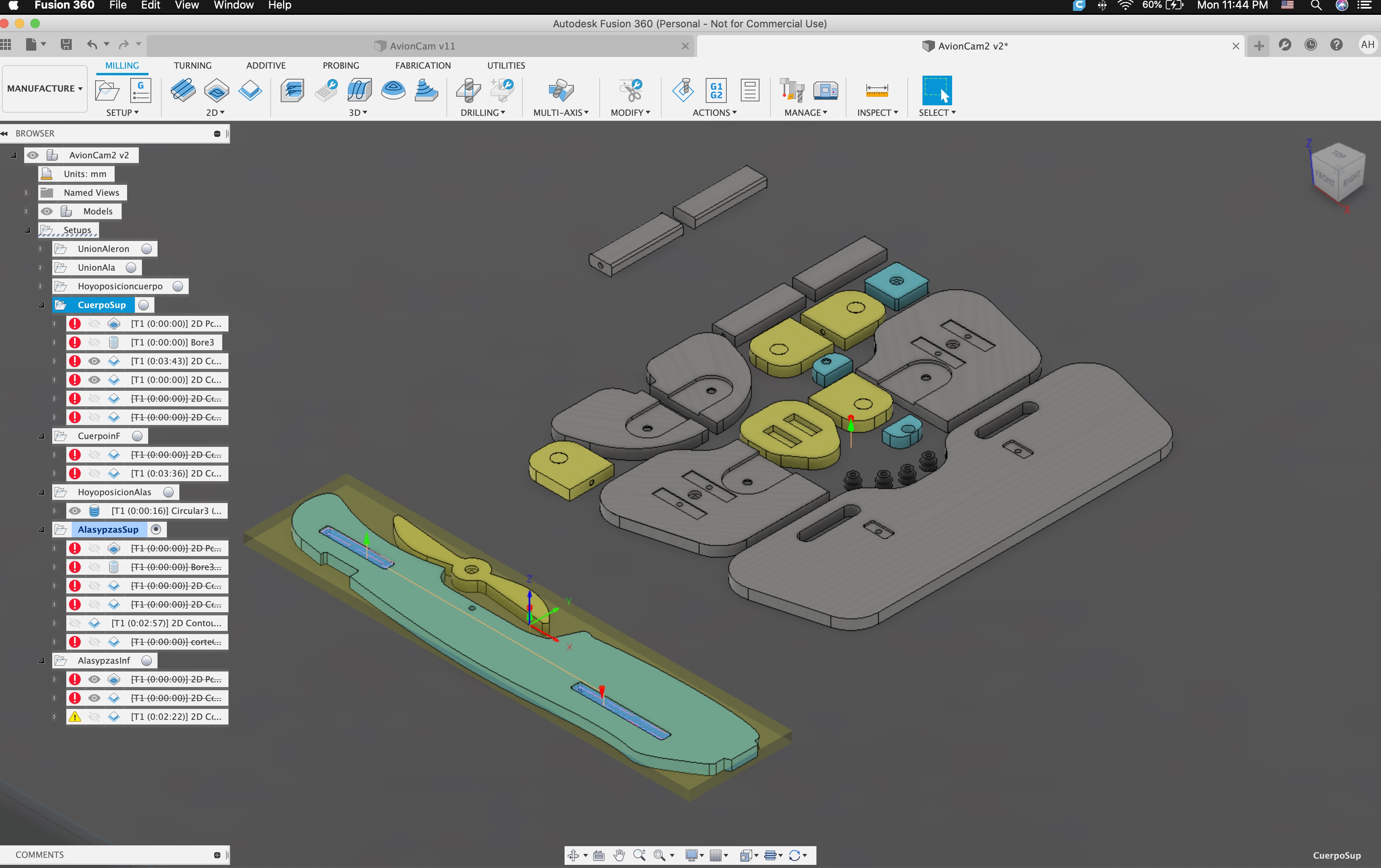
The False Bodies
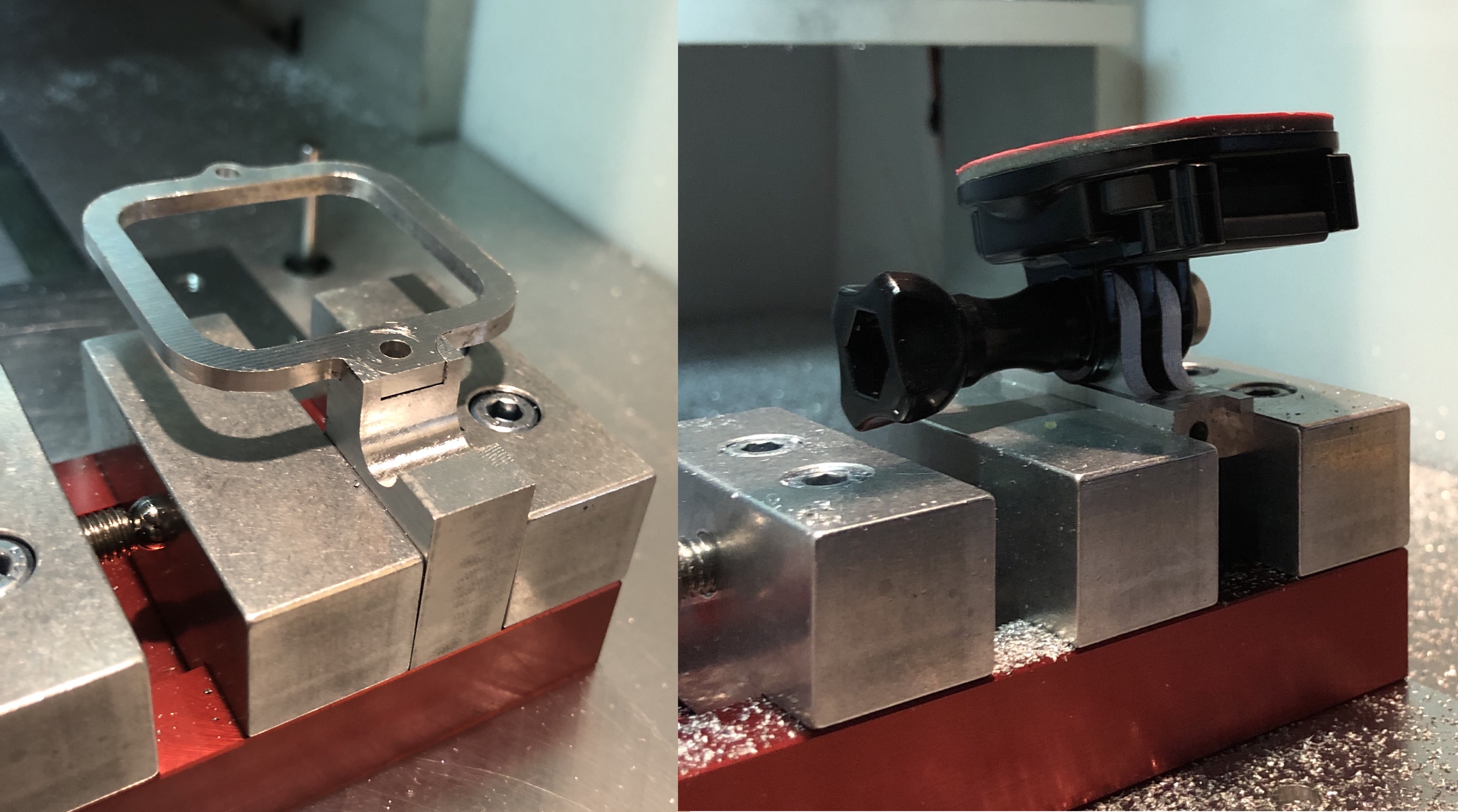
One of the things I recognized early on was some of the end machining on the tall narrow Flange section meant there was going to be very little material for that Nomad vise to hold onto and securing and squaring with precision would be a challenge. I do not want a repeat of the part squirm that destroyed a brand new TiCN end mill a couple of weeks ago. So to combat that I added some extra material in the form of square bodies on the side that had the rounded ears that would allow me to use the vise bottom for additional stability and would make it much easier to square up vertically. These bodies would later be removed and milled away. I could go on and on about the steps involved but the following sequence gives an idea.
The Front and Back plates
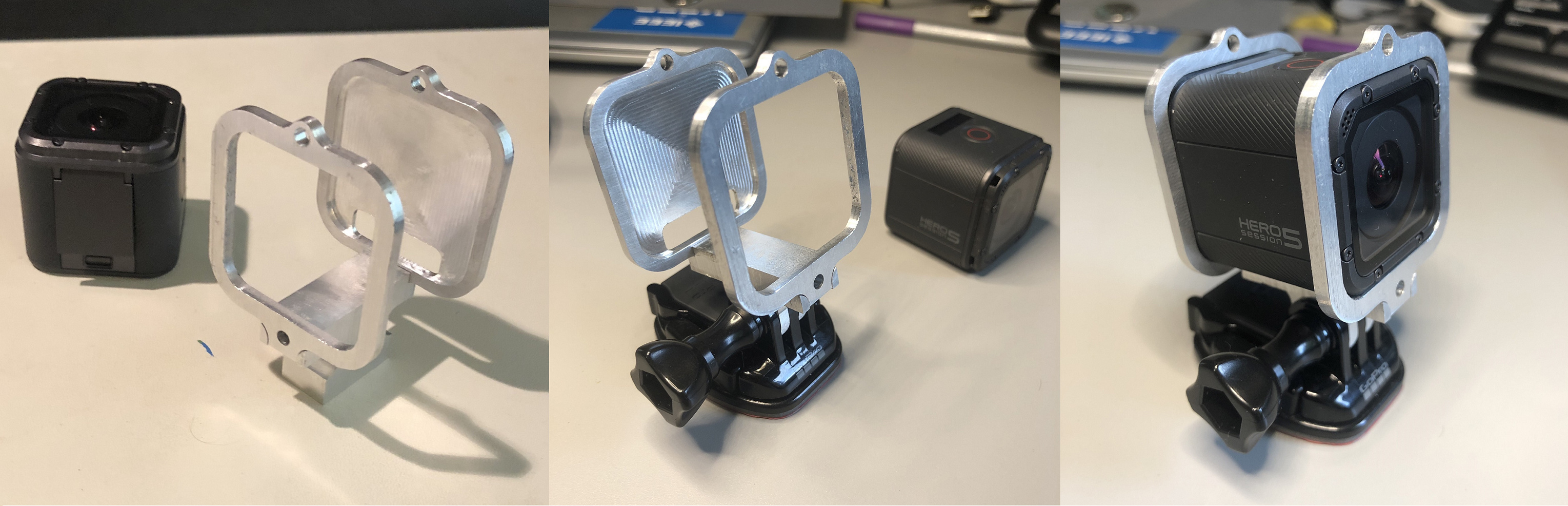
The front and back plates were simple 2.5D operations and were taken care of in short order. The good news was these fit on the camera perfectly! Measuring twice for the win!
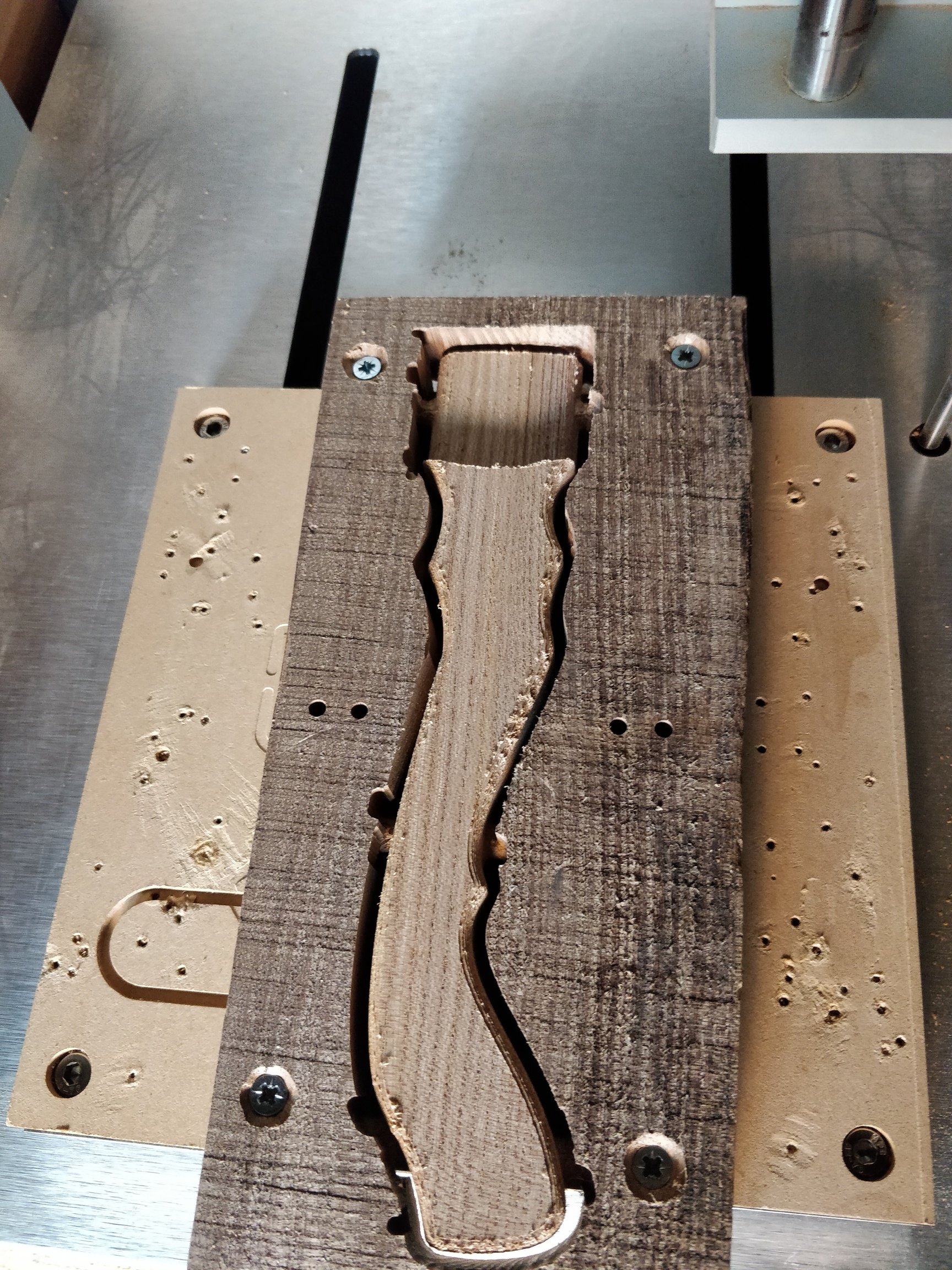
The Mistake and the Fix
CAM in hand I set up the first operation for the Flange to cute the main shape out of 1/2" (12.7mm) aluminum plate. Went with my trusty CA glue and blue masking tape approach and away I went, pushing things up to 170% feedrate override as I had cleverly (hahaha) left 0.2mm of stock to leave at the bottom to keep it in place. I should have slowed things down as I reached the bottom but got distracted at the perfect moment and “pop”! off the part flew. The good news was the roughing was basically done. The bad news was I had 0.3mm of extra stock to remove on every side of the part!!!
A regroup and I bored and tapped a hole in the aluminum plate and screwed the part down onto it, carefully squared and edge found the part, and contoured the excess stock off the sides. Saved!
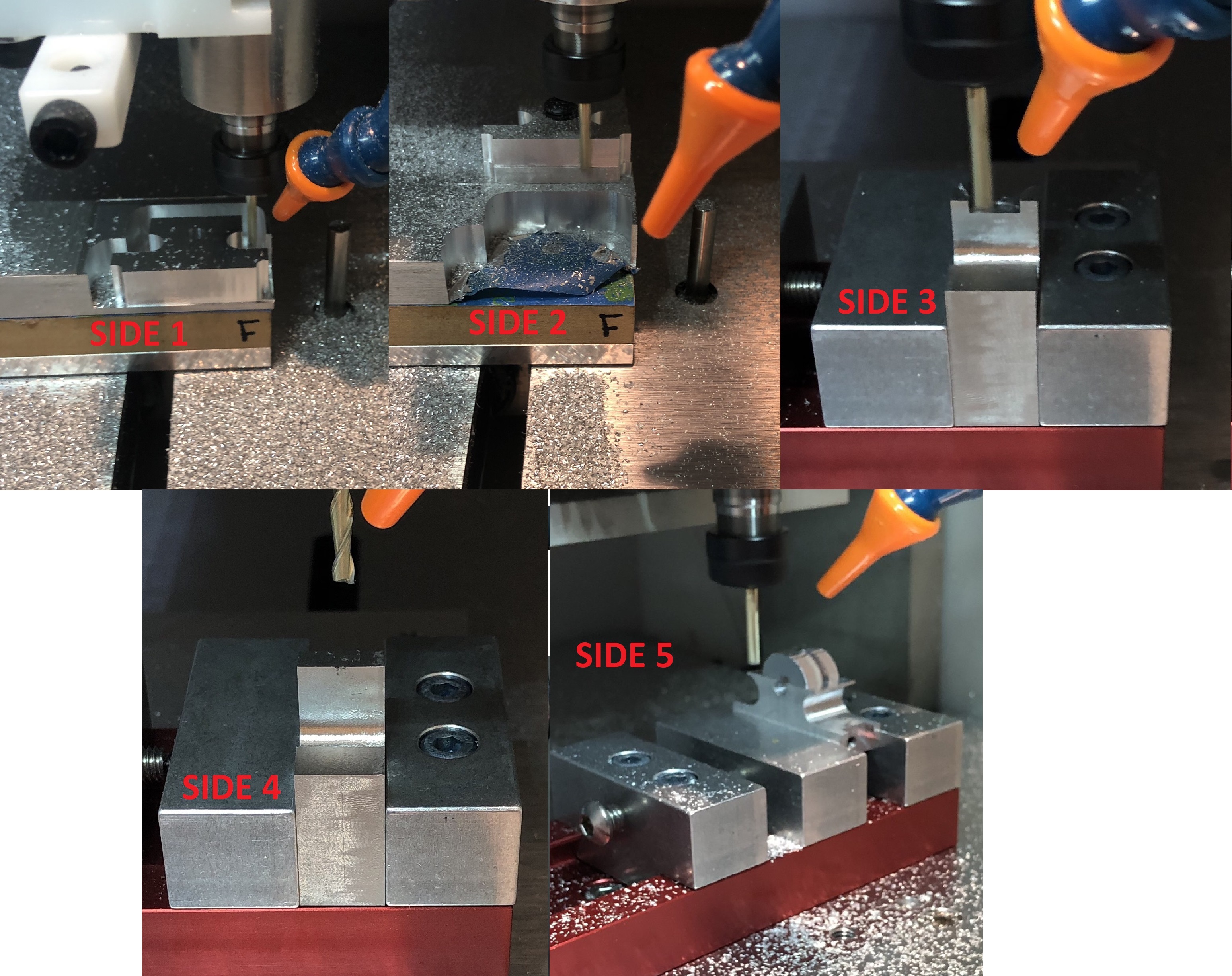
And now for some Setups
This Flange really pushed me on setting up square, getting the WCS zero in places on the stock/model that I could edge find on, and making sure the part didn’t move around. Fortunately I didn’t make too many mistakes!
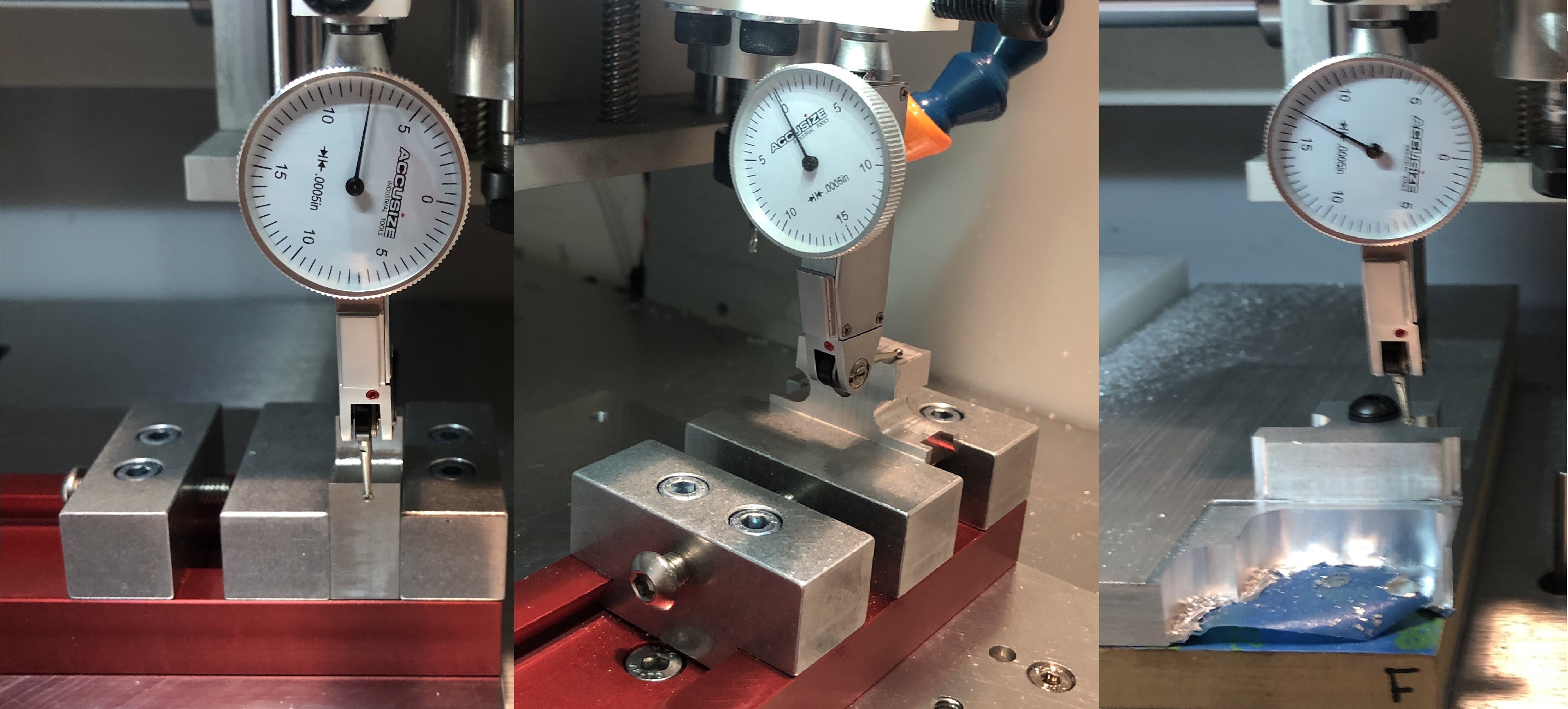
Check check check double check triple check
On every setup where it was required, before I moved the part and lost the WCS zero from the operation I checked as much as possible in case I had to go back and adjust something.
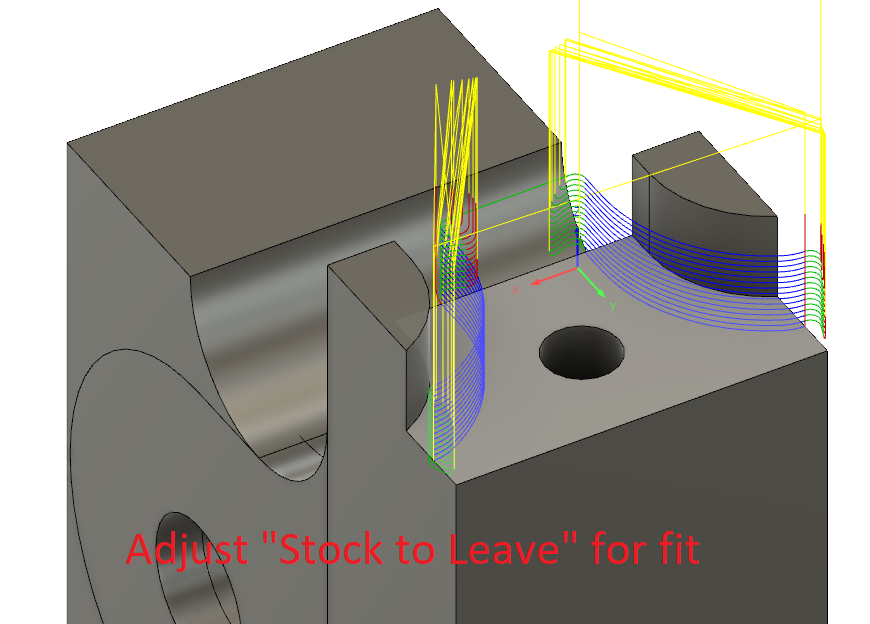
I set up the CAM for critical areas so I could go back for a second/third pass to adjust the size by milling off slightly more material by using the “Stock to Leave” function in F360. This HAD to be done without disturbing the WCS zero from the previous OP. Fortunately I got it pretty much right on the first time!
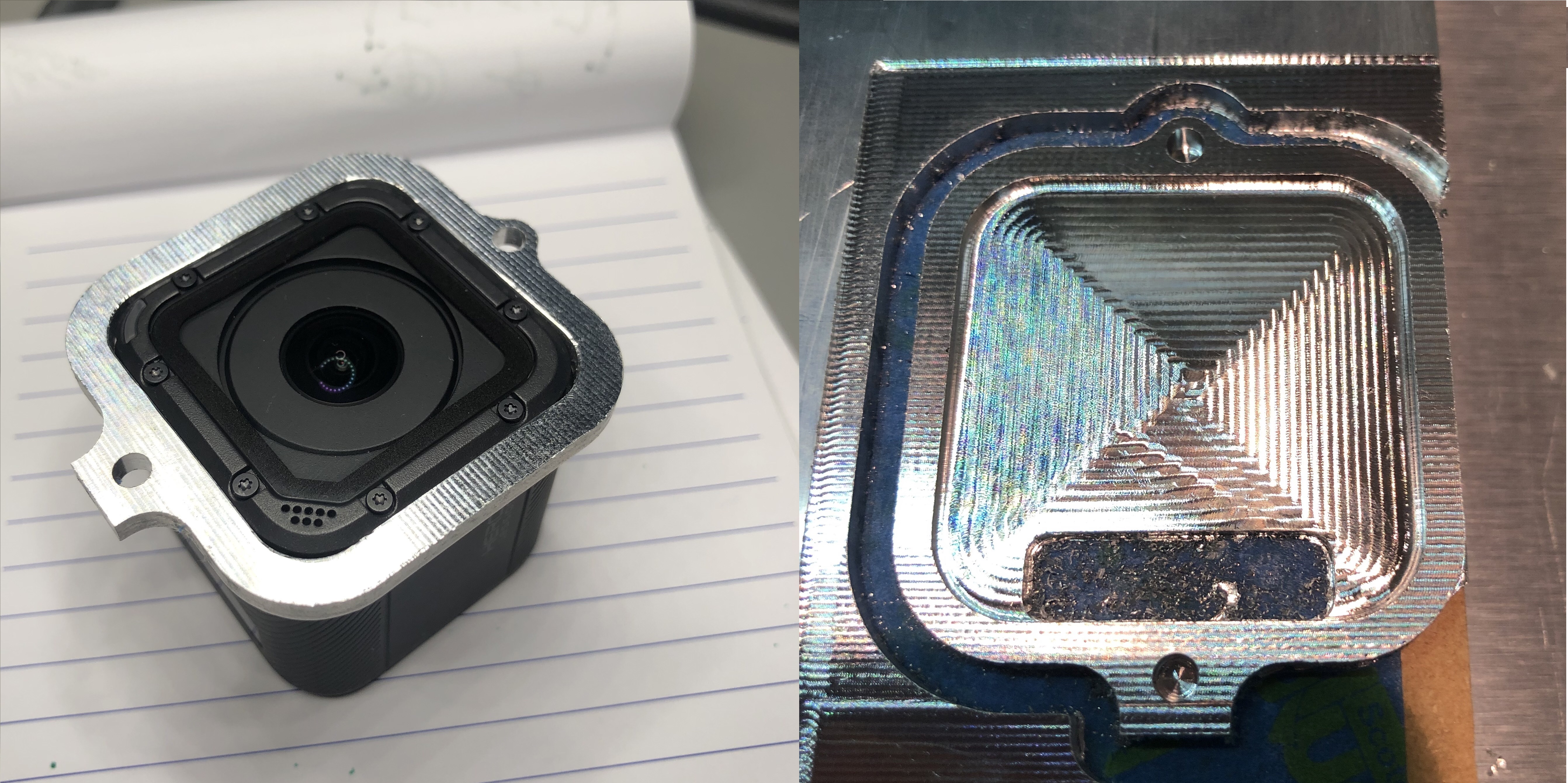
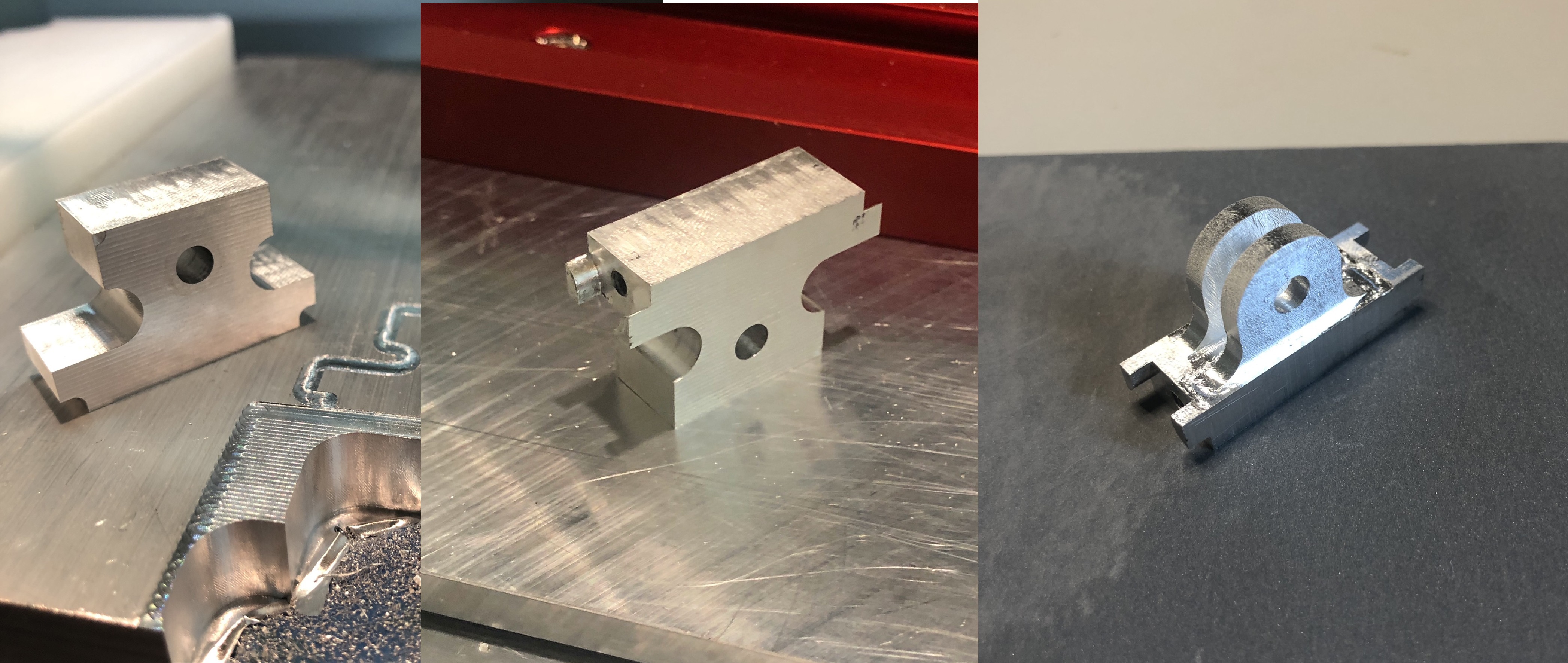
And… almost Done!
Unfortunately the bottoming tap and stainless steel screws did not arrive yet for installation to hold the front and rear plates to the flange but the test fit is all good. Machining done!
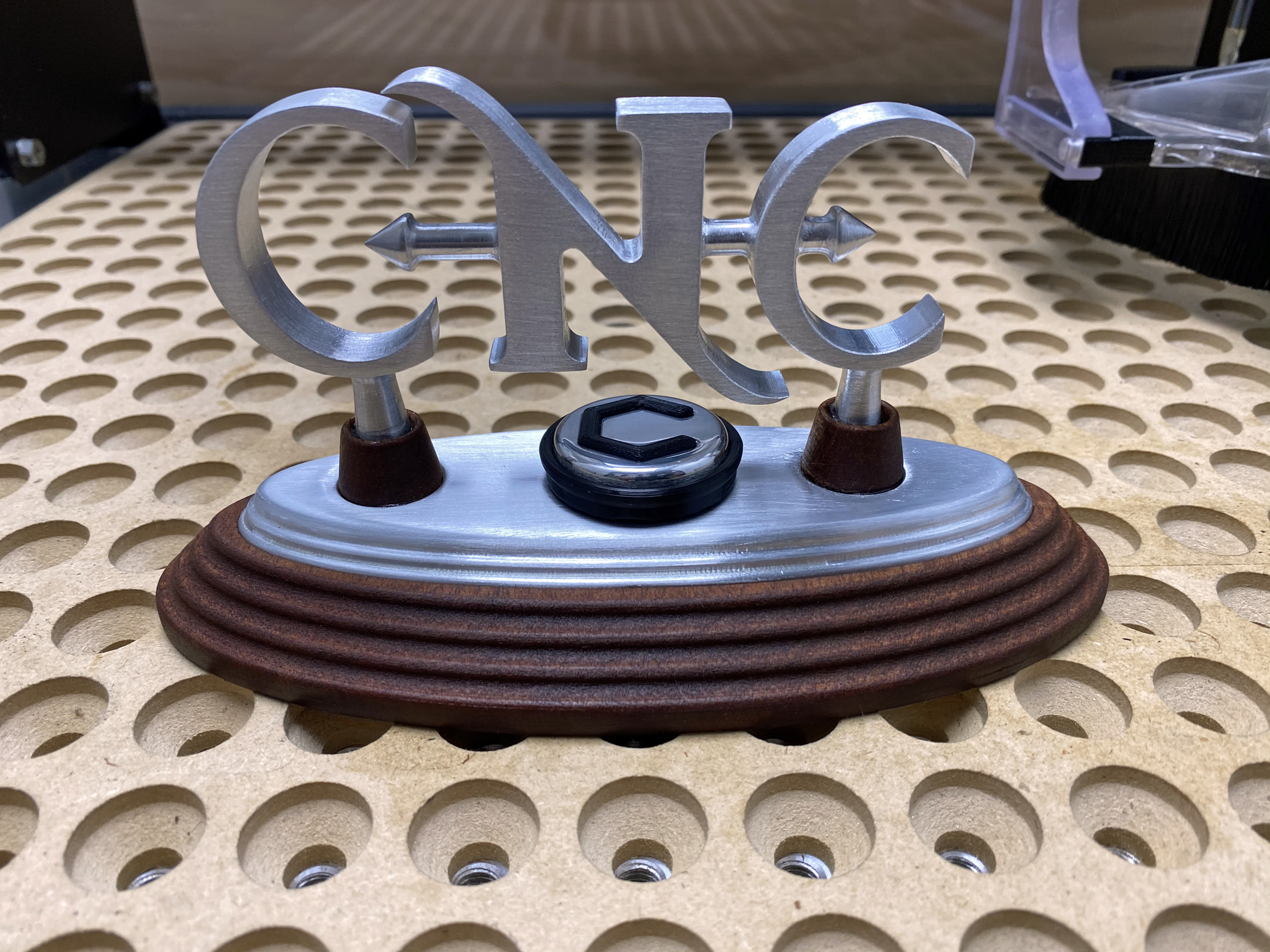
Quarter Coin - same size as a US Quarter for size reference
Had fun trying a few new things - hope somebody finds something of use in this!
As always files on CutRocket!




 I’ve had to scratch a few projects when I ask him if he likes them on the computer screen! Also I will edit my post tomorrow to add some information on the complications as I did have some.
I’ve had to scratch a few projects when I ask him if he likes them on the computer screen! Also I will edit my post tomorrow to add some information on the complications as I did have some.